生成磷化膜 除去磷化液 除去磷化液 除去杂质离子
PPT课件
5
四、前处理—脱脂、表调
◆脱脂: 在涂装前洗净被涂物表面上污油的工序即称为脱脂(又称为除油),一 般分为预脱脂和脱脂两道工序。
原理:在机械力的作用下通过皂化、乳化、分散等化学反应,溶解和洗去油污。
◆表调:脱脂后磷化前的表面调整是生成磷化膜结晶的重要工序。它可以改变金属表面的 微观状态,促使磷化过程中形成结晶细小、均匀、致密的磷化膜。
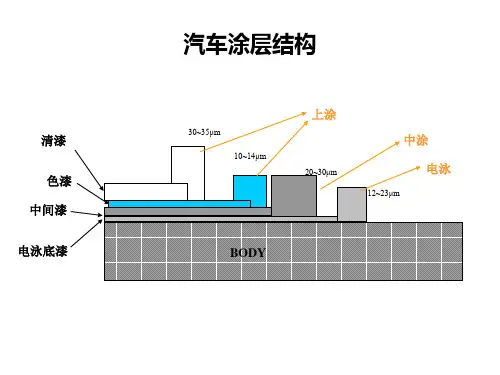
本色系
金属闪光色系
本色面漆30~40μm
中涂30~40μm 电泳底漆20~30μm
罩光清漆30~40μm
金属底色漆15~20μm 中涂30~40μm
电泳底漆20~30μm
4、涂装三要素:涂装材料、涂装工艺、涂装管理
珠光色系
罩光清漆30~40μm
珠光色漆20~30μm 封底色漆20~40μm
中涂30~40μm
6
四、前处理—磷化
磷化:金属表面与磷酸二氢盐酸性溶液反应在清洁的金属表面生成一层稳定的 不溶性多孔半导体磷酸盐薄膜的化学过程称为磷化。
磷化作用: 1、为电泳提供清洁的表面,通过脱脂磷化水洗后的工件表面清洁、均匀、无油
脂。 2、显著提高涂膜附着力。磷化膜与工件是一个结合牢固的整体结构,磷化膜在工
件上直接生成。另外,磷化膜具有多孔性,能使电泳漆渗透到孔隙中,涂料与 磷化膜咬合,这就比涂膜直接覆盖在金属表面要牢固得多。 3、成倍提高防腐蚀的能力,磷化膜虽然薄,但由于它是一层非金属的提高工件耐 腐蚀性的导电能力不强的隔离层,抑制了金属表面的电化学腐蚀。
仅适用于具有导电性的被涂物 涂底漆。
由多种金属组合成的被涂物, 不宜采用电泳涂装。
不能耐高温(165 ℃~180℃) 的被涂物不宜采用电泳涂装。