卷筒镭射转移纸凹印工艺控制
- 格式:pdf
- 大小:154.97 KB
- 文档页数:2
书山有路勤为径;学海无涯苦作舟凹印机纸品印胶的工艺控制(上)新气垫式加热板热传导控制系统可降低纸板经过热端时的受热温度和受力强度。
其工艺是加热板与纸板之间的间隙处设置空气喷放通道,可在瞬间喷出空气,形成气膜托起纸板,避免纸板受热受压过度而产生的划痕、拉墨等缺陷。
这一系统已经由美国马桂公司开发并得到实际应用。
·露白:主要是由于纸卷表面粉尘和油墨堵版所致。
在实地印刷组分别安装除尘和防爆式静电吸墨装置可分别吹风吸尘,改善着墨效果,减少网点丢失现象。
·螺旋式收卷:因造纸机收卷张力与印刷机放卷张力不一致,预印纸卷收卷时会形成前紧后松、内松外紧的复卷效果,即菜心现象。
纸卷搬运时,外层纸板纷纷散落,影响物料运输。
纸板线上的放卷横切也不精确。
使用PLC电脑纠偏装置可进行纸卷张力锥度控制,能在放卷后立即测出纸张张力,并相应调整收卷张力。
·收边不齐:断面收边不齐,可增加备压辊(收料胶辊),把空气从纸卷中赶出来,消除表面静电,纸卷收料牵引时贴紧辊装置,减少收边摆动。
安装PLC电脑纠偏装置也有助于缓解收边不齐,另一办法是离线复卷。
·纸卷搭接:印刷过程中如果纸卷搭接不当会造成停机怠工,同时影响印品的一致性。
可采用零数对接方式接纸,不中断印刷过程。
凹版印刷机一般用于塑料薄膜的彩色印刷,但用于纸品印胶还较为少见。
纸张印上热溶胶后可用于各种医疗制品的包装。
这也是企业利用原有设备进行技术革新、开发新产品的一种探索和创新。
凹版印刷机在纸品上印胶,除了有设备方面的因素外,用纸和用胶也是保证包装产品质量的重要因素。
纸的厚薄、韧性、张力以及胶的配比等专注下一代成长,为了孩子。


镭射转移纸制作工艺
镭射转移纸的制作工艺通常包括以下几个步骤:
1. 设计和制版:首先,根据需要制作的镭射转移纸的设计要求,设计出相应的图案或文字。
然后,将设计转化为制版文件,用于制作印刷版。
2. 制版和印刷:根据制版文件制作印刷版,可以采用光刻技术或印刷技术将图案或文字印制在镭射转移纸上。
3. 涂覆转移层:在印刷好的镭射转移纸表面涂覆一层转移层。
转移层可以是热熔胶、光敏胶或其他适合的粘合剂。
4. 干燥和复合:将涂覆好转移层的镭射转移纸进行干燥处理,以确保转移层充分固化。
然后,将镭射转移纸与需要转移图案的基材(如塑料、金属等)进行复合。
5. 转移和固化:在复合后的基材上,通过加热、压合或其他适当的方法,将镭射转移纸上的图案或文字转移到基材上。
然后,进行固化处理,使转移的图案或文字与基材牢固结合。
6. 后期处理:根据需要,对转移后的产品进行后期处理,如切割、修整、包装等。
以上是镭射转移纸制作的一般工艺流程,具体的步骤和方法可能会因不同的产品要求和生产设备而有所差异。
卷筒纸凹印产品周向尺寸如何控制得当只需印前这样做……凹印,在包装印刷领域稳据半壁江山,尤其是在烟包印刷领域更是占据主导地位。
在烟包印刷中,凹印墨层厚实、颜色鲜艳、色相稳定。
在卷筒纸凹印中,高速机一般能达到200~250m/min的印刷速度。
在满足原稿还原度的条件下,凹印比其他任何一种印刷方式更适合烟包的大批量生产。
烟包凹印一般涉及烫印、压凹凸、模切等后道工序。
随着烟包质量要求的不断提高,模切卡位卡色等工艺越来越多,凹印周向尺寸是否合理,将对后道工序的质量和效率产生很大的影响。
合理的周向尺寸可以使后道工序顺利完成。
如果产品周向尺寸不当,就会给后道工序带来难以预料的麻烦,造成大量次品,甚至报废。
目前业内凹印工艺基本还是采用原版周向尺寸制版,生产过程中通过调整印刷张力来控制印刷品周向尺寸的大小。
但该方式极易造成印刷后成品周向尺寸偏小,或印刷张力满足周向尺寸后却不能兼顾印刷自身套准要求的情况。
通过对我公司多年烟包生产经验的总结,分析出不同烟包常用纸张在不同幅宽、不同定量时,通过对凹印制版文件的纵向拉伸,让印刷张力既能满足凹印自身套准需求,又能保证印刷后产品周向尺寸满足后道工序生产要求。
烟包印刷纸张定量一般为80~250g/m2,凹版周向尺寸设计一般为572~689mm。
凹印制版文件拉伸尺寸和纸张定量关系如表1所示。
表1 凹印制版文件拉伸尺寸和纸张定量关系新产品在凹印制版时,通过表1可以便捷地查询到印版周向拉伸比例。
按推荐值对凹印制版文件进行拉伸后所制成的印版,印刷套准稳定,印刷张力不会增加设备的驱动负荷,印刷品周向尺寸稳定,能同时满足卷到卷以及卷到单张的生产工艺路线。
以“龙凤呈祥(畅行天下)”烟包小盒产品为例,印刷用纸为白卡纸,纸张定量为225g/m2,印刷幅宽为715mm,印刷设计周向尺寸为686mm。
查询表1得出印版纵向拉伸比例为0.08%。
为达到印刷后产品周向尺寸为686mm,应将0.08%代入,得出凹印制版文件周向拉伸尺寸为686×(1+0.08%)=686.5488mm。

书山有路勤为径;学海无涯苦作舟
凹版印刷工艺过程质量控制(下)
(3)收料牵引部张力控制
从版辊到收料牵引之间为了干燥,通常把距离加大,由于干燥加热,
延伸车发生变化,引起材料伸缩变化,这些都是引起套印不准的原因。
所以同给料牵引部一样需要较好较准的张力控制。
再有极薄纸低张力的材料也有被干燥器的风吹动容易受到静电的附着,而产生微小变化,这些也必须予以考虑。
(4)卷取部张力控制
卷取部(从收料牵引辊到收料轴之间)这部位的张力控制也是一个重
要课题。
这部分是把被印刷的材料作为最终制品,送到复合、分切、制袋等下道工序。
同时要注意使均匀卷取的制品避免刮伤、起皱。
值得注意的是在塑料
薄膜和铝箔中,要注意防止厚度的变化。
这不仅仅是用多大的张力卷取的问题,重要的是在卷径增大的同时调整张力,是用定张力进行调整,还是用维度张力进行调整。
在卷取部驱动方式一般有两种:表面驱动和中心驱动。
一般中心驱动
式虽使用较多,但表面卷取式也具有良好的性质,在辊周速度一定时情况良好。
所以在有些行业使用较多。
收料部和给料部相比,收料部要更注意锥度张力,惯性补偿误差。
中心驱动是在纸管上直接卷取材料,过去使用摩擦式控制方法而现在采用的是高度,自动,高性能的电气控制方法,收料卷取手段如下:①使用磁粉离合器;②使用力矩电机;③使用直流电机。
磁粉离合器以便宜的价格便可获得优异的性能;力矩电机在卷径变化
专注下一代成长,为了孩子。

移镭射纸是把镭射膜和涂胶纸复合后,再将镭转移镭射纸一面是镀铝膜,收缩性小,另一面是转射膜剥落使镀铝层通过胶粘层粘贴到底纸上。
底纸,存在吸水和脱水现象,伸缩变形大,因转移镭转移镭射纸的亮度高,镭射图案不易擦掉,而且有很射纸正反两面存在伸缩性差异,在印刷过程中,转移好的防伪性,适合用于烟、酒、化妆品类包装产品印镭射纸因含水量变化,极易引起纸张伸缩变形,因刷。
此,转移镭射纸的尺寸稳定性差。
一、转移镭射纸印刷适性分析二、转移镭射纸张对印刷工艺要求1.油墨吸收性差1.纸张性能调节转移镭射纸表面有光滑的镀铝层,结构紧密,表(1)纸张的电晕处理。
转移镭射纸属于非吸收性面几乎没有毛细孔,因此转移镭射纸属于非吸收性承承印材料,其表面有光滑的镀铝层,结构紧密,表面印材料,无论使用快干型油墨还是合成纸胶印专用油几乎没有毛细孔,纸张对油墨的吸附能力差,因此,墨,油墨中的连接料都无法渗入纸张内部,而全部滞在印刷前需要对转移镭射纸张做电晕处理,提高纸张留在纸张表面,造成油墨干燥速度慢,容易出现蹭脏对油墨的吸附能力,保证油墨的附着性。
现象。
(2)除尘除屑处理。
为了避免印张露白或字迹不2.反射率高清,在印刷之前,需要对转移镭射纸进行除尘除屑处转移镭射纸表面光滑、平整,其反射率较高,在理,使印刷面更光洁。
生产中,很容易影响人眼对颜色的准确判断,因此,(3)背涂处理工艺。
在用转移镭射纸印刷时,在检测转移镭射纸类印刷品时,需要借助分光光度计由于纸张较薄,容易出现上翘或下趴的现象,影响印等仪器对印刷品的色彩进行检测。
刷机正常走纸或收纸。
为克服纸张不平整现象,可以3.光泽度好在纸张背面涂布背涂液,以校正纸张的变形。
转移镭射纸的表面是光滑的真空镀铝层,再加上2.油墨性能调节镀铝层经过激光全息模压处理,对光线的镜面反射能(1)选择合适的油墨。
由于转移镭射纸属于非吸力很好,因此,转移镭射纸具有较高的光泽度,即使收性承印材料,所以印刷时需要选择转移性好、干燥在转移镭射纸上印刷大面积的深色油墨,也遮盖不住性能强以及结膜强度大的油墨,如 UV 油墨。
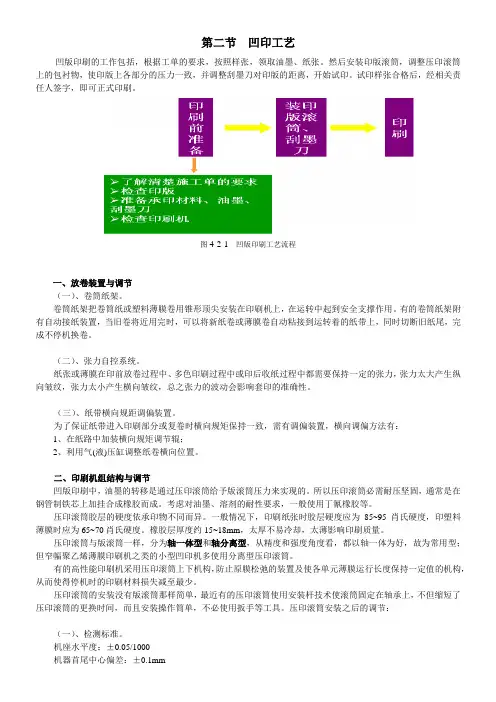
第二节凹印工艺凹版印刷的工作包括,根据工单的要求,按照样张,领取油墨、纸张。
然后安装印版滚筒,调整压印滚筒上的包衬物,使印版上各部分的压力一致,并调整刮墨刀对印版的距离,开始试印。
试印样张合格后,经相关责任人签字,即可正式印刷。
图4-2-1凹版印刷工艺流程一、放卷装置与调节(一)、卷筒纸架。
卷筒纸架把卷筒纸或塑料薄膜卷用锥形顶尖安装在印刷机上,在运转中起到安全支撑作用。
有的卷筒纸架附有自动接纸装置,当旧卷将近用完时,可以将新纸卷或薄膜卷自动粘接到运转着的纸带上,同时切断旧纸尾,完成不停机换卷。
(二)、张力自控系统。
纸张或薄膜在印前放卷过程中、多色印刷过程中或印后收纸过程中都需要保持一定的张力,张力太大产生纵向皱纹,张力太小产生横向皱纹,总之张力的波动会影响套印的准确性。
(三)、纸带横向规距调偏装置。
为了保证纸带进入印刷部分或复卷时横向规矩保持一致,需有调偏装置,横向调偏方法有:1、在纸路中加装横向规矩调节辊;2、利用气(液)压缸调整纸卷横向位置。
二、印刷机组结构与调节凹版印刷中,油墨的转移是通过压印滚筒给予版滚筒压力来实现的。
所以压印滚筒必需耐压坚固,通常是在钢管制铁芯上加挂合成橡胶而成。
考虑对油墨、溶剂的耐性要求,一般使用丁氰橡胶等。
压印滚筒胶层的硬度依承印物不同而异。
一般情况下,印刷纸张时胶层硬度应为85~95肖氏硬度,印塑料薄膜时应为65~70肖氏硬度。
橡胶层厚度约15~18mm,太厚不易冷却,太薄影响印刷质量。
压印滚筒与版滚筒一样,分为轴一体型和轴分离型,从精度和强度角度看,都以轴一体为好,故为常用型;但窄幅聚乙烯薄膜印刷机之类的小型凹印机多使用分离型压印滚筒。
有的高性能印刷机采用压印滚筒上下机构,防止原膜松弛的装置及使各单元薄膜运行长度保持一定值的机构,从而使得停机时的印刷材料损失减至最少。
压印滚筒的安装没有版滚筒那样简单,最近有的压印滚筒使用安装杆技术使滚筒固定在轴承上,不但缩短了压印滚筒的更换时间,而且安装操作筒单,不必使用扳手等工具。
分享!如何凹印五方面控制印刷刀线,原理和解决办法一、油墨因素1、油墨黏度的影响油墨黏度应与印刷速度相匹配,油墨黏度过高,对印版滚筒的黏附性过强,不利于刮墨刀将版面多余的油墨刮干净,印刷出现刀线的几率就高。
印刷过程中要定时测量和控制好油墨黏度,一般隔20分钟~30分钟测量一次。
案例分析实际生产中,油墨的粘度越高,印刷中越容易产生刀线,这类刀线在印品上大致呈现两种形式。
A、第一种刀线呈微细的流丝状,一般不会拖太长,而是间断性地出现在印品上,微细流丝状刀线的起始点处一般都比未端粗大一些,在实际生产中若不仔细观察,这种微细的流丝状刀线很容易被忽略。
这种流丝状的刀线往往是造成质量事故的根本原因,必须引起重视。
解决方案:解决这种流丝状刀线的方法有好几种,这也是印刷员工常用的方法,但也要根据实际情况来定。
①将一把宽125px、长375px、厚140μm的软刀片研磨得非常光滑,在出现刀线处轻挑一下,正常情况下,这种微小的流丝状刀线会得到改善的。
这种操作一般在机器运转情况下完成,这就要求必须熟悉操作工来完成。
②最根本的解决方法则是向油墨中加入适量的相适应的溶剂,以降低油墨的粘度,油墨粘度降低后,细小的流丝状刀线一般都会消除。
这是因为,熔剂加入后油墨粘度降低,流动度相应提高的原故,所以细小的流丝状,刀线与油墨的流动性变差也一定的关系,敬请注意.B、第二种刀线以印刷图案为起始点,但刀线集中,而且比较粗糙,并且很有规律地出现在印品的同一位置,往往还要延续到下一色,这种刀线容易被发现。
出现这种刀线的原因是油墨粘度太高,印版上网点转移不良,油墨内助剂随环境温度的变化而遭到破坏,特别是当温度过高时,油墨表面会形成一层薄薄的干固层,时间长了印版与刮墨刀之间积累的墨层就会将刮墨刀顶起,从而产生这种刀线谋。
解决方法:首先调整刮墨刀角度,一般情况下,刮墨刀与印版之间的角度为60°,但有些时候可将刮刀与印版的角度增大到65°左右,这样刮墨刀的压力也相应增大了。
镭射纸在凹印中的自动套印
沙存根
【期刊名称】《印刷杂志》
【年(卷),期】2011(000)012
【摘要】一、镭射纸rn镭射纸是一种将激光全息图案层以直接复合或转印方式加载到纸基表面形成的纸张。
这类纸张在光照下,通过对光线的不规则反射,形成像彩虹七彩光似的效果。
镭射纸印刷品具有清晰、亮丽、耀眼的特点,印刷后无法被遮盖的反射效果具有设计防伪图案的功能,使得印刷品更显高贵华丽,从而提高了产品的档次。
【总页数】3页(P39-41)
【作者】沙存根
【作者单位】上海烟草包装印刷有限公司
【正文语种】中文
【中图分类】TS827
【相关文献】
1.卷筒纸凹印光柱镭射纸过程控制小记
2.镭射卷筒纸凹印去银边定位印刷
3.镭射纸凹印套准方法研究
4.凹印卷筒镭射纸自动套印光标设置方法
5.镭射光柱纸凹印套准色标位置优化及实现
因版权原因,仅展示原文概要,查看原文内容请购买。