车削刀具的选择
- 格式:doc
- 大小:22.50 KB
- 文档页数:2
1、加工中最重要的刀具都意味着生产出现停顿。
但并不意味着每把刀具都具有同样重要的地位。
切削加工时间最长的刀具对生产周期的影响更大,任何一把刀具停止工作。
因此同等前提下,应当给予这把刀具更多关注。
此外,还应该注意加工关键部件及加工公差范围要求最严格的刀具。
另外,对切屑控制相对差的刀具,如钻头、切槽刀、螺纹加工刀具也应重点关注。
因为切屑控制不佳可引起停机。
2、与机床相匹配因此选择正确的刀具非常重要。
通常,刀具分右手刀及左手刀。
右手刀具适合于逆时针旋转(CCW机床(沿主轴方向看);左手刀具适合于顺时针旋转(CW机床。
如果你有几台车床,一些夹持左手刀具,其他左右手兼容,那么请选择左手刀具。
而对于铣削而言,人们通常倾向于选择通用性更强的刀具。
但是尽管此类刀具涵盖的加工范围更大,也令你即刻损失了刀具的刚性,增大了刀具挠曲变形,降低了切削参数,同时更容易引起加工振动。
另外,机床更换刀具的机械手对刀具的尺寸及重量也有所限制。
若你购买的主轴带内冷却通孔的机床,也请选择带内冷却通孔的刀具。
3、与被加工材料相匹配因此大多数刀具基于优化碳钢加工设计。
刀片牌号需依据被加工材料进行选择。
刀具制造商提供一系列的刀体及相配合的刀片用于加工诸如高温合金、钛合金、铝、复合材料、塑料及纯金属等非铁材料。
当你需要加工上述材料时,碳钢是机械加工中最常见的被加工材料。
请选择相匹配材质的刀具。
绝大多数品牌都有各种系列刀具,标明适合加工什么材料。
如DaElement3PP系列就主要用来加工铝合金、86P系列专门来加工不锈钢、6P系列专门来加工高硬钢。
4、刀具规格铣刀规格太大。
大规格的车刀刚性更佳;而大规格的铣刀不仅价格更高,常见的错误是所选的车刀规格太小。
且空切时间更长。
总体而言,大规格的刀具价格高于小规格刀具。
5、选择可换刀片式还是重新修磨式刀具条件允许下,遵循的原则很简单:尽量避免修磨刀具。
除了少数钻头和端面铣刀外。
尽量选择可换刀片式或可换刀头式刀具。
车刀的牌号及对应用途车刀是一种用于车削加工的刀具,广泛应用于各种机械制造领域。
根据不同的加工要求和材料特性,车刀有多种不同的牌号和对应的用途。
下面将介绍几种常见的车刀牌号及其对应的应用领域。
1. TCMT(三角形刀片)TCMT刀片是一种常见的车刀,以其高效的切削性能和较长的使用寿命而受到广泛应用。
TCMT刀片的主要应用领域包括钢、铸铁、不锈钢、高温合金等材料的外圆车削和切槽加工。
其特点是刃翼角度合适,切削力稳定,可实现较高的切削速度,提高生产效率。
2. CCMT(菱形刀片)CCMT刀片是一种常用的车削刀片,适用于钢材、铸铁、不锈钢等材料的内外圆车削、切槽和纵切加工。
CCMT刀片具有较好的刚性和切削刃的稳定性,刃翼角度适中,可实现较高的切削深度和切削速度。
3. CNMG(菱形刀片)CNMG刀片是一种常见的车刀,适用于钢材、铸铁、不锈钢等材料的外圆车削和切槽加工。
CNMG刀片具有较强的硬度和刚性,可在较高的切削速度下实现较大的切削深度和切削力。
4. VNMG(菱形刀片)VNMG刀片是一种适用于加工铸件、钢铁和不锈钢的车刀刀片。
VNMG刀片具有较大的刃翼角度和较高的刚性,适合进行加工粗糙度要求较高的零件,如汽车发动机缸套等。
5. WNMG(菱形刀片)WNMG刀片是一种适用于加工钢、不锈钢和铸铁的车刀刀片。
WNMG刀片具有较大的刃翼角度和较高的刚性,适合进行中等加工精度要求的零件车削加工。
此外,还有其他一些牌号的车刀也有各自的应用领域,如:SNMG(正六角刀片)适用于加工高温合金和钢材,TNMG(三角形刀片)适用于加工铸件、钢材和不锈钢等。
综上所述,车刀的牌号和用途是根据不同的材料和加工要求而确定的。
不同牌号的车刀具有不同的刃翼角度、刚性和硬度等特点,可以满足不同工件加工的需求。
在选择车刀时,需要根据具体的加工工艺要求和材料特性来选择合适的车刀牌号,以提高加工效率和产品质量。
不锈钢的车削技巧主要包括以下几个方面:1.刀具选择:选择适合不锈钢车削的刀具非常重要。
通常,选择具有较高耐热性、耐磨性和与不锈钢亲和作用小的刀具材料,如高碳、高钒或钼系的高速钢。
此外,刀具的几何形状和角度也需要根据具体加工要求进行选择。
2.切削用量选择:切削用量包括切削速度、进给量和切削深度。
对于不锈钢的车削,切削速度通常较低,一般为普通碳钢切削速度的40%~60%。
进给量和切削深度也需要根据具体情况进行选择,以避免刀具过度磨损和工件表面质量下降。
3.冷却液选择:使用合适的冷却液可以有效降低切削温度,减少刀具磨损和提高工件表面质量。
对于不锈钢的车削,通常选择具有较好冷却和润滑性能的冷却液。
4.操作技巧:在车削不锈钢时,需要注意以下几点操作技巧:首先,保持刀具的锋利,及时更换磨损的刀具;其次,避免使用过大的切削用量,以减少刀具的受力;最后,注意工件的装夹方式和切削力的方向,以避免工件变形或振动。
此外,还需要注意以下几点:1.由于不锈钢的塑性大、韧性高,车削时容易产生积屑瘤和鳞刺,这不仅影响工件的表面粗糙度,还会使刀具的磨损加快。
因此,需要选择合适的刀具材料和几何角度,以及合理的切削用量来避免这些问题的产生。
2.不锈钢的导热性差,导致切削热无法及时散出,使刀具的刃口温度升高,加剧刀具磨损。
为了降低切削温度,可以采用浇注冷却液的方法。
3.在车削过程中,应随时注意观察切削情况,如发现异常现象(如振动、噪声、温度升高等),应及时采取措施进行调整。
4.对于不同种类和规格的不锈钢材料,其车削性能也会有所不同。
因此,在实际加工前,最好先进行一些试验性切削,以确定最佳的切削参数和工艺方案。
总之,掌握不锈钢的车削技巧需要综合考虑多个因素,包括刀具选择、切削用量、冷却液和操作技巧等。
通过合理的选择和调整这些参数,可以提高加工效率、降低生产成本并获得高质量的工件。
刀具及切削参数选择在进行切削加工时,刀具及切削参数的选择是非常重要的。
刀具的选择取决于工件的材料、加工方式和所需的加工质量,而切削参数的选择则直接影响到切削效率、加工质量和工具寿命。
下面将详细介绍刀具及切削参数的选择要点。
首先,刀具的选择应根据工件的材料来确定。
不同材料的硬度、耐磨性和塑性等性质会对刀具的选择产生影响。
常用的刀具材料有高速钢、硬质合金和陶瓷等。
高速钢刀具适用于切削低硬度的材料,如铸铁、铝等。
硬质合金刀具具有较好的耐磨性和硬度,适用于切削高硬度材料,如钢和钛合金等。
陶瓷刀具具有良好的高温硬度和耐磨性,适用于切削高硬度和高温材料。
其次,根据加工方式来选择刀具的类型。
常见的刀具类型有立铣刀、立铣刀、钻头、螺纹刀和车刀等。
立铣刀适用于平面和立面的铣削加工。
立铣刀适用于开槽和切割加工。
钻头适用于孔加工。
螺纹刀适用于螺纹加工。
车刀适用于车削加工。
再次,切削参数的选择要考虑切削效率、加工质量和刀具寿命的平衡。
常见的切削参数有切削速度、进给速度和切削深度等。
切削速度是刀具切削的线速度,影响切削热的产生和刀具寿命。
一般来说,当工件材料硬度较高时,切削速度应适当降低。
进给速度是工件在单位时间内移动的距离,影响切削力和加工质量。
一般来说,较高的进给速度可以提高切削效率,但过高的进给速度会增加切削力和工具磨损。
切削深度是刀具在每次切割时进入工件的距离,影响切削力和切削热的产生。
较大的切削深度可以提高切削效率,但会增加切削力和工具磨损。
此外,还应考虑冷却润滑剂的选择和使用。
合适的冷却润滑剂可以降低切削热的产生,减小工具磨损,提高加工质量。
综上所述,刀具及切削参数的选择需要考虑工件材料、加工方式和所需加工质量。
合理选择刀具类型和切削参数可以提高切削效率、加工质量和工具寿命。
在实际应用中,还需要根据具体情况进行调整和优化。
车刀的分类和选择车刀是机械车床上常用的切削工具之一,它对加工效率和加工质量都有重要影响。
选择适合的车刀分类和类型对于提高加工效率、降低切削成本至关重要。
本文将介绍车刀的分类和选择方法,帮助读者更好地理解和应用车刀。
一、车刀的分类根据车刀的结构和用途,可以将车刀分为以下几类:1. 工具刀片:广义上的车刀,通常由刀柄和刀片组成。
刀柄负责固定刀片,刀片进行切削工作。
工具刀片多用于外圆和内圆粗加工,适用于不同材料的车削操作。
2. 特殊刀片:用于特殊形状的车削。
如内外圆刀片、角刀片等。
特殊刀片适用于需要切削复杂外形的工件,提供更好的切削质量和加工精度。
3. 超硬刀片:采用高硬度材料制成的刀片,如金刚石、立方氮化硼等。
超硬刀片具有较高的硬度和耐磨性,适用于加工硬质材料如铸铁、合金钢等。
4. 镗刀:用于车削大孔径和参考表面。
镗刀采用特殊设计,能够提供更高的刚性和稳定性,适用于大直径工件和高精度加工。
5. 切断刀片:用于切断工件的刀片,有直刃和曲刃两种形式。
切断刀片适用于金属材料的切割,如车削工件的分离和切除。
二、车刀的选择选择适合的车刀是提高车削加工效率的关键。
以下是选择车刀时应考虑的因素:1. 加工材料:根据工件材料的不同,选择不同材质和刀片类型的车刀。
对于铸铁、不锈钢等材料,可选择高速钢刀片;对于合金钢、钛合金等硬材料,应选择超硬刀片。
2. 加工工艺:根据不同的车削工艺,选择合适的车刀类型。
对于粗车、精车和薄层车削等工艺,可以选择不同切削参数和刀片结构的车刀。
3. 切削条件:根据切削深度、进给速度和切削速度等切削条件,选择适合的刀片形状和材料。
对于大切削深度和高切削速度的加工,应选择具有高硬度和耐磨性的刀片。
4. 加工精度:根据对加工精度的要求,选择合适的刀片精度和结构。
如果需要高精度的加工,应选择刀片精度高、几何形状复杂的刀片。
5. 经济性:根据加工成本和刀具寿命,选择经济合理的车刀。
应选用具有长寿命和更换成本低的刀具,以优化切削成本。
机床刀具的正确选择与使用方法在机床加工过程中,刀具的选择和使用是至关重要的。
一个合适的刀具不仅可以提高加工质量和效率,还能延长机床的使用寿命。
因此,了解机床刀具的正确选择和使用方法对于提高加工效率具有重要意义。
一、刀具的选择1. 根据加工材料选择刀具材质不同的加工材料需要选择不同的刀具材质,以确保加工效果。
通常情况下,硬度较高的工件应选用硬质合金刀具,而对于较软的材料,则可选择高速钢刀具。
此外,还需要考虑工件的导热性、韧性等因素,综合选择最适合的刀具材质。
2. 根据切削条件选择刀具类型在确定了刀具材质后,需要根据具体的切削条件选择刀具类型。
例如,对于高速切削,可以选择高速钢或硬质合金刀具;而对于深孔加工,则需要选择特殊的深孔钻刀具。
因此,在选择刀具时,需要充分考虑切削条件,以确保刀具能够正常工作。
3. 根据加工要求选择刀具形状不同的加工要求需要选择不同形状的刀具。
例如,对于铣削加工,可选择平底刀、球头刀等不同形状的铣刀;而对于车削加工,则可以选择内外圆刀具等。
因此,在选择刀具时,需要根据具体的加工要求来确定刀具的形状。
二、刀具的使用方法1. 切勿超负荷使用刀具刀具在工作时会受到一定的负荷,如果超负荷使用,容易导致刀具磨损过快甚至断裂。
因此,在使用刀具时,需要根据切削条件合理设置切削参数,避免超负荷使用刀具。
2. 定期检查刀具状态刀具在使用过程中会出现磨损,因此需要定期检查刀具状态。
一旦发现刀具磨损严重或者出现其他异常情况,应及时更换或修磨刀具,以确保刀具的正常使用。
3. 注意刀具的保养刀具在使用过程中需要定期进行清洁和保养,以延长刀具的使用寿命。
在清洁时,应使用专用清洁剂擦拭刀具表面,防止刀具受到腐蚀。
同时,在使用完毕后,应将刀具储存在干燥通风的环境中,避免受潮生锈。
总结:正确选择和使用机床刀具对于提高加工效率和质量具有重要意义。
通过根据加工材料选择刀具材质、根据切削条件选择刀具类型、根据加工要求选择刀具形状等方法,能够有效提高刀具的使用效率和寿命。
卧式数控车床选刀目录一机卡车刀的选用 (1)二孔加工刀具的选用 (9)三切断和切槽刀 (12)四螺纹车刀 (13)五刀具材料 (16)六刀具厂商 (17)七刀具干预图 (18)八刀具允许的最大转动惯量 (19) (21)数控车床刀具系统比卧车复杂。
要求安装数量多,安装可靠,自动换刀,装卸方便迅速还要求切削时间短以提高生产率。
因此普遍采用机卡车刀。
机卡车刀是把压制有合理的几何参数,在一定的切削用量范畴内保证卷屑,断屑并有几个刀刃的刀片,用机械卡固方式装卡在标准刀体上的一种新型刀具。
它防止了硬质合金刀片在焊接中产生的种种不良后果,因此能充分发挥刀片材料原有的切削性能,提高了车刀的耐用度和切削加工的生产率.另外刀体可重复使用,能节约大量制造刀体的钢材.还便于使刀具标准化和集中生产,同一型号刀片的几何形状较一致切削效果稳定.有利于提高零件加工质量,简化了刀具的管理工作.使用时,当刀刃磨损后,只需松开卡紧机构将刀片转一个角度,不必重磨,大大缩短了换刀.磨刀.装刀的辅助时间,而且可以防止刀片由于重磨而造成的缺陷.因此机卡车刀也叫不重磨车刀或可转位车刀。
除不可防止的情况外,为用户选用的都应该是机卡车刀。
一机卡车刀的选用侧重外外表车刀的选用。
内孔车刀大体相同,其特殊性问题另做表达。
ISO对外外表车刀型号是如下表示的,它是国内外刀具厂商的统一标准。
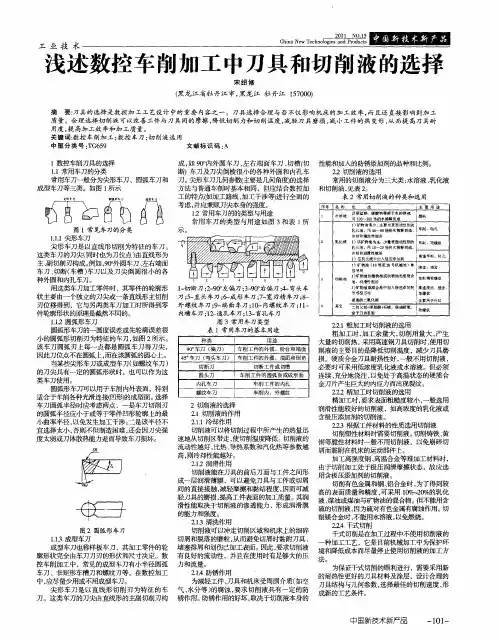
选刀工作也就是确定型号中的各项内容,按选刀时考虑问题的大体顺序分叙如下:(一)刀片形状的选择:外内外表车刀刀片形状关系车刀类型,它取决于加工部位的形状,是选刀的最重要内容。
它主要涉及刀具的主偏角,刀尖角和有效刃数等。
一般来讲刀尖角愈大刀尖强度愈高,应尽量采用。
但刀尖角小干预现象少,适用于复杂型面,开挖沟槽及下坡的型面。
刀片形状甚多,某些厂家列出十几种,本厂实际只用过图1所示七种,也正是ISO规定的七种基本类型。
图1 图280°菱型刀片C,目前是我厂选用最多的。
车削加工碳钢类零件目录第1章绪论 (2)1.1课题研究的背景及意义 (2)1.2本课题研究的目的及主要内容................................... 错误!未定义书签。
第2章刀具研究的基本要素. (4)2.1车削加工的概念与特点 (4)2.2碳钢的类别与特点 (4)2.3切削刀具的类别与特点 (4)第3章刀具选择的条件 (6)3.1切削刀具的材料 (6)3.2刀具的几何角度与刀具的选择 (7)第4章车削碳钢轴类零件的刀具选择 (10)4.1车削碳钢轴类零件的工艺 (10)4.2车削碳钢轴类零件的刀具选择 (10)第5章总结 (13)5.1总结 (13)5.2展望............................................................................... 错误!未定义书签。
参考文献. (14)致谢 (15)车削加工碳钢类零件的切削刀具选择研究摘要现代制造技术的发展,极大地推动了切削技术的进步。
随着生产加工过程快速化和精确化的需要,对金属切削刀具提出了高可靠度、高精度、长寿命、快速转位更换、断屑良好等更高要求。
现代加工刀具费用一般只占制造成本3~4%,但它对总制造成本影响却要大得多。
计划经济时代机械加工企业从控制加工成本出发制订刀具消耗定额进行成本控制,有些企业高效率进口设备上使用低性能焊接刀具,不能发挥设备性能反而造成更大浪费事实。
因此在切削加工中,根据不同加工特征,正确地选择所需刀具有十分重要的意义。
1.分析碳钢类零件特点的基础上,选择常用的碳钢为研究对象。
2.以普通的CA6140车床为车削载体,来研究车削刀具。
3.用车削加工轴类碳钢零件为例,做出刀具选择研究。
关键词:制造技术、车削加工、刀具第1章绪论1.1课题研究的背景及意义制造业是国民经济支柱产业。
我国已经成为世界加工厂,可我国制造业人均劳动生产率与美、欧、日等工业发达国家地区相比还有很大差距,只为欧、美、日等发达地区国家二十分之一左右。
第一节车刀材料的选择车刀的使用寿命和生产效率取决于车刀材料的切削性能。
车刀由刀头和刀杆两部分组成,刀杆一般是用碳素结构钢制成。
由于刀头担任切削工作,因此刀头材料必须具有下列基本性能:1)冷硬性。
车刀在常温时具有较高的硬度,即车刀的耐磨性。
2)红硬性。
车刀在高温下保持切削所需的硬度,该温度的最高值称为"红热硬度"。
3)韧性。
车刀切削部分承受震动和冲击负荷所具有的强度和硬度。
车刀材料的以上三种性能是相互联系、相互制约的,在具体选用时,要根据工件材料的性能和切削要求分析选用,同时还要结合车刀材料在价格、工艺性能方面加以考虑,以便于以较低的成本加工、刃磨和焊接制造车刀。
各种车刀材料的基本性能优劣顺序比较见表4-1。
目前用来作车刀切削部分的材料主要有高速钢、硬质合金和非金属材料,碳素工具钢、合金工具钢多用作钻头、丝锥等工具,用作车刀的较少。
现分别介绍作车刀刀头的两种主要材料:高速钢及硬质合金。
一、高速钢高速钢是一种含钨、铬、钒较多的合金钢,又名锋钢、风钢或白钢。
常用的有Wl8Cr4V及W9Cr4V2两种牌号。
其中用得最多的是Wl8Cr4V高速钢。
它们的化学成分如表4-2所示。
高速钢材料分为带黑皮的高速钢和表面磨光的高速钢两种。
前者是未经热处理的高速钢,后者是经热处理的高速钢。
高速钢硬度较高,具有一定的红热硬性,韧性和加工性能均较好。
高速钢车刀制造简单,刃磨方便,容易磨得锋利。
由于高速钢韧性好,常用于加工一些冲击性较大、形状不规则的零件,它也常用于制作精车刀,但因红硬性不如硬质合金,故不宜用于高速切削。
二、硬质合金硬质合金是由难熔材料的碳化钨、碳化铁和钴的粉末在高压下成形,经l350~1560"(2高温烧结而成的材料,具有极高的硬度,仅次于陶瓷和金刚石。
硬质合金的红硬性很好,在1000℃左右仍能保持良好切削性能;具有较高的使用强度,其抗弯强度可高达1000--1700MPa,但脆性大、韧性差、怕震,以上这些缺点可通过刃磨合理的角度加以克服,因此,硬质合金现已被广泛应用。
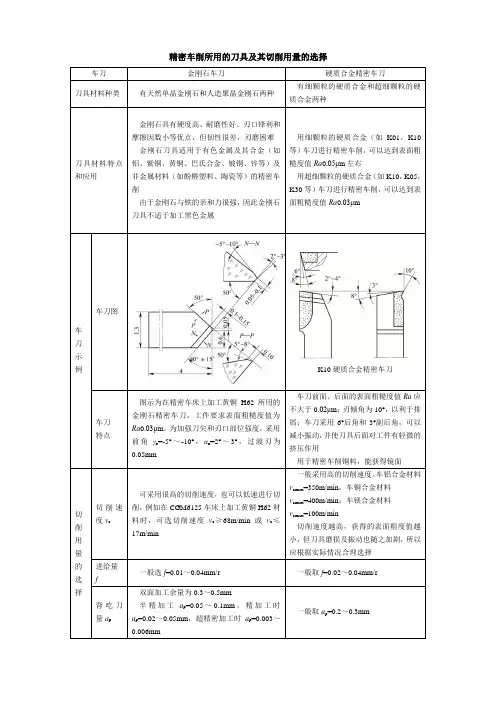
车削刀具的选择
PVLN用于外圆和仿型加工(背面可逃避50°)
PDJN和PVJN 这两种主要用在仿型加工中的,也可加工外圆和端面的,只是其刀尖强度有限,不适合于重切削的粗车.(背面可逃避32°)
PSSN 可加工外圆和倒角(背面可逃避45°)
PSBN和PTGN 一般加工外圆
PSKN和PTFN加工端面
PDHN 除加工外圆\端面外,还可以加工大圆弧的曲线加工(背面可逃避17.5°)
PRGN和PRGC 是用于加工车削外圆/端面/仿型加工(背面可逃避45°和60°)
PRXC 除上述的加工外还可以短距离纵向切削(背面可逃避45°)
PVVN适用于横向大曲面(如大球体等)
楔型紧固和双重压紧:W和M型夹紧可靠,适用于切削力较大的场合,如加工条件恶劣、钢的粗加工、铸铁等短屑的加工等
WWLN和WTKN用于加工外圆和端面(背面可逃避5°和15°)
WTJN用于加工外圆和仿型(背面可逃避27°)
WTEN用于外圆加工(背面可逃避27°)
MVVN用于大曲面和外圆加工的(72.5°)
MVLN用于外圆和仿型加工(背面可逃避45°)
选外圆刀的关键:一定要知道刀具的工艺路线,也就是了解清楚工件图的曲线是如何,先外圆的时候要避免刀角的各个角与工件的接触,能避开就能完成其加工的要求了。
Ⅰ车孔刀与外圆车刀相比有如下特点:
1.由于尺寸受到孔径的限制,装夹部分结构要求简单、紧凑,夹紧件最好不外露,夹紧可靠。
2.刀杆悬臂使用,刚性差,为增强刀具刚性尽量选用大断面尺寸刀杆,减少刀杆长度。
3.内孔加工的断屑、排屑可靠性比外圆车刀更为重要,因而刀具头部要留有足够的排屑空间。
Ⅱ。
常用的车刀有三种不同截面形状的刀柄,即圆柄、矩形柄和正方形柄。
普通型和模块式的圆柄车刀多用于车削加工中心和数控车床上。
矩形和方形柄多用于普通车床。
还有一些特殊用途的车孔刀,如柄部有切削液输送孔的,柄部装有减振机构的和用于重金属做刀柄的等,但是不常用。
刀柄截面形状的选用。
优先选用圆柄车刀。
由于圆柄车刀的刀尖高度是刀柄高度的二分之一,且柄部为圆形,
有利于排屑,故在加工相同直径的孔时圆柄车刀的刚性明显高于方柄车刀,所以在条件许可时应尽量采用圆柄车刀。
在卧式车床上因受四方刀架限制,一般多采用正方形或矩形柄车刀。
如用圆柄车刀,为使刀尖处于主轴中心线高度,当圆柄车刀顶部超过四方刀架的使用范围时,可增加辅具后再使用。
刀柄截面尺寸的选用。
标准内孔车刀已给定了最小加工孔径。
对于加工最大孔径范围,一般不超过比它大一个规格的车孔刀所定的最小加工孔径,如特殊需要,也应小于再大一个规格的使用范围。
刀柄形式的选用。
通常大量使用的是整体钢制刀柄,这时刀杆的伸出量应在刀杆直径的4倍以内。
当伸出量大于4倍或加工刚性差的工件时,应选用带有减振机构的刀柄。
如加工很
高精度的孔,应选用重金属(如硬质合金)制造的刀柄,如在加工过程中刀尖部需要充分冷却,则应选用有切削液送孔的刀柄。
选内孔刀时候要了解客户图纸的直径和深度,同时要了解该厂现有的刀套,根据刀具设计中得知:一般钢结构车只能伸出其刀体直径的3倍(其代号则为无特殊代号表示);一般抗振的车刀可以伸出刀体直径的5倍(其代号为E表示),而全硬质合金的内孔车刀则能伸出其刀体7倍(其代号为W表示);在加工深孔且需要较好的表面光洁度,一定要选刀具带油孔的刀体(其代号一般为带H),值的留意的是,有些刀具要右手刀配左手刀片,左手刀配右手刀片。
选切槽刀的关键:一般来说了解工件的槽宽与槽深,端面槽刀还要了解其最小加工的直径与最大加工直径,如果选取不当,会碰到加已加工面或是磨损刀体。
⑸切断刀
为获得理想的切断效果,需要详细了解切断机理。
其中的许多变量必须加以考虑:(1)工件材料和形状;(2)机床;(3)与零件中心轴线相关的切削刃;(4)刀片和断屑器的类型;(5)硬质合金牌号和涂层;(6)影响刀具寿命的其他切削条件。