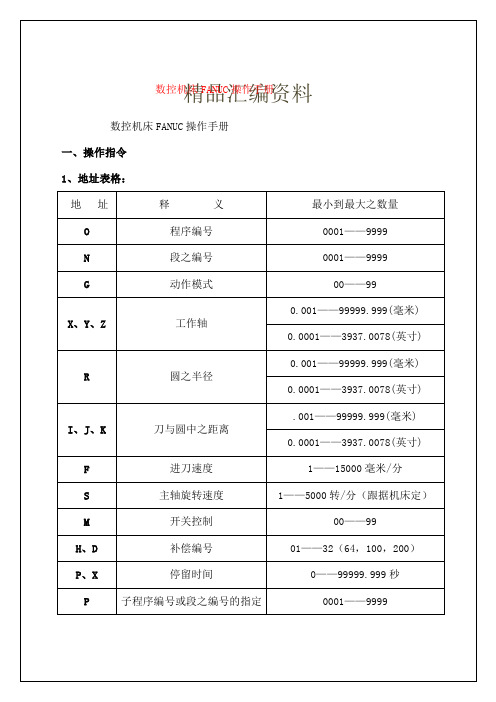
FANUC选择功能表
- 格式:doc
- 大小:151.50 KB
- 文档页数:7

数控机床的操作面板对触控面板的性能要求相对较高具有交互式显示特点的触控显示技术迅速扩张,不再是单纯的设定为我们提供终端产品的技术创新,而是更注重与实际应用的紧密结合,为对于控制面板来说不同品牌的变频器操作面板的风格是不一样的, FANUC系统数控机床是车间里常见的数控机床,其操作面板简洁易懂。
一、数控铣床操作面板介绍以数控铣床型号XK5032,选用FANUC 0-MD 数控系统为例,介绍数控铣床的操作。
机床操作面板由CRT/MDI 面板和两块操作面板组成。
1. CRT/MDI 面板如图1 所示,CRT/MDI 面板有一个9〞CRT 显示器和一个MDI 键盘组成,CRT/MDI面板各键功能见表1。
图1 CRT/MDI 面板表1 CRT/MDI 面板各键功用说明键名称功能说明RESET OUTPT START INPUTCAN CURSOR 复位键输出启动键地址和数字键输入键取消键光标移动键按下此键,复位CNC 系统。
包括取消报警、主轴故障复位、中途退出自动操作循环和输入、输出过程等按下此键,CNC 开始输出内存中的参数或程序到外部设备按下这些键,输入字母、数字和其它字符除程序编辑方式以外的情况,当面板上按下一个字母或数字键以后,必须按下此键才能到CNC 内。
另外,与外部设备通讯时,按下此键,才能启动输入设备,开始输入数据到CNC 内按下此键,删除上一个输入的字符用于在CRT 页面上,一步步移动光标↑:向前移动光标↓:向后移动光标PAGEPOS PRGRMMENUOFSET DGNOS 页面变换键位置显示键程序键自诊断的参数用于CRT 屏幕选择不同的页面↑:向前变换页面↓:向后变换页面在CRT 上显示机床现在的位置在编辑方式,编辑和显示在内存中的程序在MDI 方式,输入和显示MDI 数据刀具偏置数值和宏程序变量的显示的设定设定和显示参数表及自诊断表的内容键PRARMOPRALARM AUXGRAPH 报警号显示键图象按此键显示报警号图象显示功能2. 下操作面板如图2 所示,面板上个按钮、旋钮、指示灯功用说明见表2。
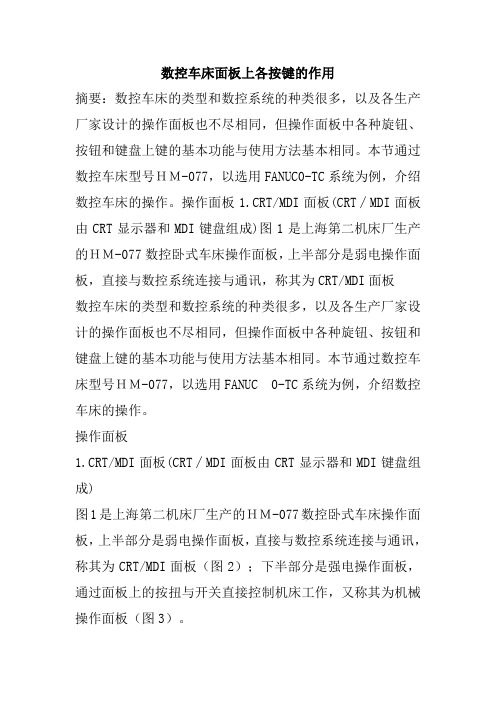
数控车床面板上各按键的作用摘要:数控车床的类型和数控系统的种类很多,以及各生产厂家设计的操作面板也不尽相同,但操作面板中各种旋钮、按钮和键盘上键的基本功能与使用方法基本相同。
本节通过数控车床型号HM-077,以选用FANUC0-TC系统为例,介绍数控车床的操作。
操作面板1.CRT/MDI面板(CRT∕MDI面板由CRT显示器和MDI键盘组成)图1是上海第二机床厂生产的HM-077数控卧式车床操作面板,上半部分是弱电操作面板,直接与数控系统连接与通讯,称其为CRT/MDI面板数控车床的类型和数控系统的种类很多,以及各生产厂家设计的操作面板也不尽相同,但操作面板中各种旋钮、按钮和键盘上键的基本功能与使用方法基本相同。
本节通过数控车床型号HM-077,以选用FANUC 0-TC系统为例,介绍数控车床的操作。
操作面板1.CRT/MDI面板(CRT∕MDI面板由CRT显示器和MDI键盘组成)图1是上海第二机床厂生产的HM-077数控卧式车床操作面板,上半部分是弱电操作面板,直接与数控系统连接与通讯,称其为CRT/MDI面板(图2);下半部分是强电操作面板,通过面板上的按扭与开关直接控制机床工作,又称其为机械操作面板(图3)。
图3-5-1 数控车床操作面板图3-5-2CRT∕MDI面板图3-5-3机械操作面板1)主功能键CRT∕MDI面板上键盘的各主功能键功能见表1。
表1主功能键的功能键名称功能说明RESET 复位键按下此键,复位CNC系统。
包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等。
CURSOR 光标移动键移动光标至编辑处PAGE 页面转换键CRT画面向前变换页面CRT画面向后变换页面地址和数字键按下这些键,输入字母、数字和其它字符POS 位置显示键在CRT上显示机床现在的位置PRGRM 程序键在编辑方式,编辑和显示内存中的程序在MDI方式,输入和显示MDI数据在自动方式,指令值显示MENOFFSET 偏置值设定和显示DGNOSPARAM 自诊断参数键参数设定和显示,诊断数据显示OPRALARM 报警号显示键报警号显示及软件操作面板的设定和显示AUXGRAPH 图形显示键图形显示功能INPUT 输入键用于参数或偏置值的输入;启动I/O设备的输入;MDI方式下的指令数据的输入OUTPTSTART 输出启动键输出程序到I/O设备ALTER 修改键修改存储器中程序的字符或符号INSRT 插入键在光标后插入字符或符号CAN 取消键取消已键入缓冲器的字符或符号DELET 删除键删除存储器中程序的字符或符号2)子功能键CRT显示器下有五个子功能键,与显示器屏幕内下方的五个软键位置相互对应,随主功能状态不同,相应的软键有不同的含义,故称其为主功能状态下的子功能键。
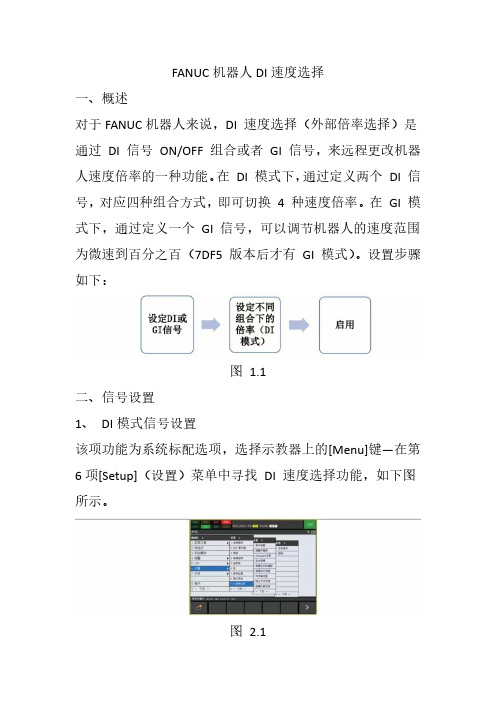
FANUC机器人DI速度选择一、概述对于FANUC机器人来说,DI速度选择(外部倍率选择)是通过DI信号ON/OFF组合或者GI信号,来远程更改机器人速度倍率的一种功能。
在DI模式下,通过定义两个DI信号,对应四种组合方式,即可切换4种速度倍率。
在GI模式下,通过定义一个GI信号,可以调节机器人的速度范围为微速到百分之百(7DF5版本后才有GI模式)。
设置步骤如下:图 1.1二、信号设置1、DI模式信号设置该项功能为系统标配选项,选择示教器上的[Menu]键—在第6项[Setup](设置)菜单中寻找DI速度选择功能,如下图所示。
图 2.11)选择【DI速度选择】,点击进入,如图2.2所示,将第2行和第3行的信号1和信号2分别设置DI信号。
图 2.22)第4行,第5行,第6行,第7行分别是信号1和信号2的ON/OFF不同的组合下,可以选择4种1~100%的倍率。
3)信号和倍率设置完成后,光标移至第1行,将DI速度选择功能选择“启用”,设置完成,在机器人处于自动状态下,通过DI[30]和DI[31]的ON/OFF不同组合,机器人可以在不同倍率下运行,如图 2.3。
图 2.32、GI模式信号设置在模式选项中选择GI,设置相应的GI信号,点启用即可,如下图 2.4所示图 2.4三、注意事项1)手动模式下DI速度选择功能无法更改机器人速度。
2)自动模式下机器人程序处于中止状态下,无法更改机器人速度。
3)启用本功能后,示教器上的倍率选择处于无效状态。
4)程序中倍率指令OVERRIDRE执行时会被忽略。
5)更改DI信号和倍率值时,需要将该功能置为无效。
6)在断电时该功能有效的状态下,上电后机器人会以该功能设定的倍率进行启动。
7)该功能中DI可以选择同一个信号,但只有在ON/ON或者OFF/OFF的组合才有效。

;k;lm/n部分面板按键功能说明(FANUC)一、FANUC0系统MDI面板:
FANUC0系统MDI面板各键功能说明表
*表示尚未开发的功能键
二、FANUC0系统车床标准面板
FANUC0系统车床标准面板功能说明表
START JOG FEEDRATE OVERRIDE
置有效。
三、FANUC0系统宝鸡机床厂SK50型车床面板:
FANUC0系统宝鸡机床厂SK50型车床面板功能说明表
四、FANUC0系统xx机床厂车床面板:
FANUC0系统xx机床厂车床面板功能说明表模式选择旋钮
五、FANUC0-PM0系统MDI面板
FANUC0-PM0系统MDI面板各键功能说明表
六、FANUC-PM0系统车床标准面板:
FANUC-PM0系统车床标准面板功能说明表
七、FANUC0I系统MDI面板:
FANUC0I系统MDI面板各键功能说明表
八、FANUC0I系统JOHNFORD VMC-850型立式加工中心面板:
FANUC0I系统JOHNFORD VMC-850型立式加工中心面板功能说明表
程序运行开始;模式选择旋钮在“”或“行暂停。
按“。
FANUC数控系统车床G73功能参数选择0 引言1 复合形状粗车循环G731.1 G73指令格式1.2 G73指令意义准确制定G73指令功能参数,是保证G73粗车循环加工顺利运行的关键,通过对加工操作中的经验总结,理解G73参数取值的不同对切削加工具有重要的影响。
该指令每次刀具进给量Δi/d,指令参数规范刀具运行的轨迹,如图1。
刀具从循环起点C点开始,快速退刀至D点,在X方向的退刀量为Δu/2+Δi,Z方向的退刀量为Δk+Δw;快速进刀到起刀点;沿轮廓形状偏移一定的数值进行第一次切削,直至终点;快速返回C点,准备第二次循环切削;如此分层切削至循环结束,快速退回循环起点。
2 教材中G73指令参数选择存在的问题情况1,G73粗车循环指令格式不完整。
指令格式应与实际使用相对应,而不仅仅是指令的参数部分。
G73完整的格式应包括循环起点、指令参数以及指令对应程序段。
情况2,格式完整,但讲解简单,仅说明格式的含义,未阐述格式中指令参数的选择方法。
情况3,对指令参数选择有详细的讲解,但是部分概念不清晰,甚至是错误,直接导致程序运行错误。
在循环点的选择中以图纸尺寸为基础,没有考虑毛坯的实际情况;对切削深度Δi和精加工余量Δu是半径值还是直径值概念模糊;对切削深度Δi 和循环次数d的选择未充分结合精加工余量Δu、图纸尺寸及毛坯尺寸进行调整,防止出现首次空切或过切。
3 G73 指令参数选择分析G73指令功能参数的选择要在完整格式的基础上,充分结合刀具情况、毛坯情况及图纸要求进行讲解,接下来本文将以实例为载体讲解G73指令参数的选择方法和注意事项,指令运行正常,避免首次空切或过切。
3.1 循环起点的选择。
参数选择对应程序段G00X(α) Z(β);对固定的程序段格式有X轴坐标值α和Z轴坐标值β两个参数。
α参数的选择要以加工选择的毛坯尺寸为标准选择,而不能以图纸尺寸为标准,快速定位指令G00要求刀具定位点不能在毛坯上,因此,α参数要求大于或等于毛坯尺寸。
FANUC M功能一览表(HND系列)fanuc-m功能一览表-(hnd系列)hnd操作2021.26m功能一览表6.1m代码的复数处理在一个程序段里可以同时输出并继续执行3个m代码,只有不相关联的m代码可以同时运转。
输出方法见到下:m代码(第一个)m代码(第二个)m代码(第三个);m代码(第一个)没输出管制。
m代码(第二个)、m代码(第三个)有限制、为m00~m255。
6-1hnd操作2021.26.2m功能一览表代码m00m01m02m03m04m05m06m07m08m09m10m11m12m13m14m15m16m17m18m19m20m21m22m23m24m25m26m27m28m29m30m31m32m33m34m35m36m37m38m39功能程序停止选择停止程序结束(nc重启)主轴正转主轴逆转主轴停止交换器刀具交换丝锥冷却液溢流冷却液所有冷却液停止b轴nc工作台夹紧b轴nc工作台放松c轴夹紧c轴放松预备(保留的)b轴逆转(分度工作台分度)a托盘检测(2apc)b托盘检测(2apc)预备主轴定向停止不能使用不能使用不能使用刀具破损检测(btd-ls)预备(保留的)面记忆(4面控制)b轴绝对正转(1°分度工作台)b轴绝对逆转(1°分度工作台)b轴增量正转(1°分度工作台)b轴增量逆转(1°分度工作台)程序结束(nc重启&重绕)刀具破损检测ⅰ型(tb-ⅰ)异常时自动继续(st-ⅱ,ⅲ)刀具破损检测ⅱ型(tb-ⅰ)异常时自动继续禁止最大值监视开始(cm-ⅱ)对应控制(ac-ⅱ)对应控制(ac-ⅰ)监视开始(cm-ⅰ)监视终止、异常时自动继续禁止(st-ⅱ,ⅲ)6-2hnd代码m40m41m42m43m44m45m46m47m48m49m50m51m52m53m54m55m56m57m58m59m60m61m62m63m64m65m66m67m68m69m70m71m72m73m74m75m76m77m78m79操作2021.2功能2apc防护门上开2apc防护门闭合atc防护门上开trainedtrained机内排屑器启动机内排屑器停止使用刀具检测已经开始(监控)采用刀具检测中止(监控)主轴刀具编号预设油孔钻头冷却液探底回升攻丝冷却液喷淋冷却液第6冷却液喷雾冷却液吹气启动吹气暂停第2吹气启动第2吹气暂停工件加装回去预设(2apc)纸盒互换包住刀具忽略已经开始(刀具补足)包住刀具忽略中止(刀具补足)程序编号搜寻搬离(apc)搬进(apc)每一个刀具最大值监控基准值预设(cm-ⅲ)刀具异常预设(监控)程序编号检测刀具补足(刀具补足)向测头连接器部吹气启动(aou-x,nps-x)被测量面吹气启动(aou-x,nps-x)吹气暂停(aou-x,nps-x,tms-x)主轴包住(刀具补足)主轴收紧(刀具补足)托架异常检测(aou-x,nps-x)测头内部电池进-乌(aou-x,nps-x)trained(留存的)trained(留存的)碰触子面吹气启动(tms-x)6-3hnd操作方式2021.2代码功能m80空气减弱功能终止m81空气减弱功能开始(高速)m82空气减弱功能开始(中速)m83空气减弱功能开始(低速)m84预备(保留的)m85tms宏唤入1(tms-x)m86tms宏唤入2(tms-x)m87tms宏唤入3(tms-x)m88tms宏唤入4(tms-x)m99tms宏唤入5(tms-x)m90tms宏唤入6(tms-x)m91第1监视开始(cm-ⅳ)m92第2监视开始(cm-ⅳ)m93第3监视开始(cm-ⅳ)m94第4监视开始(cm-ⅳ)m95第5监视开始(cm-ⅳ)m96第6监视开始(cm-ⅳ)m97刀具编号登录(fc/bfn?nps-x)m98子程序呼出m99子程序终止m100刀具长度测定开始m101刀具长度测定终止m102atc动作完成确认(精加工时)m103暖气运转完成m104atc先读出准备m105装载机刀具取出m106刀具交换子程序调入(根据o9008刀具交换和y/z轴第2原点复位的同期)m107atc搬运器非干h域确认m108冷却液自动sw检测m109刚性攻丝m110主轴齿轮低速域确认m111主轴齿轮高速域确认m112主轴齿轮高速输出xkm113主轴齿轮高速输出xk解除m114w轴夹紧m115w轴放松m116atc防护门开m117atc防护门闭m118106程序停止(nps-ⅹ)m119arm主轴&定向6-4hnd操作2021.2代码功能m120纸盒编号输入(4面掌控)m121面编号输入(4面掌控)m122加工个数统计数据m123btd-lsls回到不当检测(btd-ls)m1242apc防护门闭合(停用端的忽略)m125m126~m129顺利完成检测m126b轴绝对正转回(1°分度工作台)m127b轴绝对爆冷(1°分度工作台)m128b轴增量正转回(1°分度工作台)m129b轴增量爆冷(1°分度工作台)m130油雾收集器onm131油雾收集器offm132挑选用m133刀具损坏检测下降(n降式传感器)m134刀具损坏检测上升(n降式传感器)m135y轴刹车onm136y轴刹车offm137挑选用m138挑选用m139挑选用m140夹具、防护门、挑选用m141夹具、防护门、挑选用m142夹具、防护门、挑选用m143夹具、防护门、挑选用m144夹具、防护门、挑选用m145夹具、防护门、挑选用m146夹具、防护门、挑选用m147夹具、防护门、挑选用m148夹具、防护门、挑选用m149夹具、防护门、挑选用m150运转时间记录on(2分钟加工顺利完成灯输入)m151b轴定位订货填入(nct)m152b轴定位订货Chhatarpur(nct)m1532apc缓冲器杆下降(hn130c)m1542apc缓冲器杆上升(hn130c)m155m156主轴吹气启动m157主轴吹气暂停m158工件流冷却液启动m159工件流冷却液暂停6-5。
一、地址/数字键功能用于输入数据到输入区域,系统将自动判别区分字母和数字。
通过键切换输入。
二、功能键主要负责程序编辑、坐标系和刀具补偿录入、参数的设定、警报的记录、图形确认等。
1、(1位置显示页面键。
用以显示坐标位置屏幕。
位置屏幕有三种方(2程序显示与编辑页面键。
用以显示程序屏幕,并可以对显示(3)参数输入页面键。
按第一次进入坐标系设置页面;按第二次进入刀具补偿参数页面。
也可以按相对应的软键进行选择。
(4(5(62(1换挡键。
在具有两个功能的键上用以切换功能。
(2个。
(3输入键。
按下一次,输入数据到缓冲区,并显示在屏幕上;[输入]键。
(4(5插入键。
可以把输入区中的数据插入到当前光标之后位置。
(6删除键。
删除一个程序或删除全部程序,或删除光标所在的数据。
(7分号输入键。
用于结束一行程序的输入。
与组合3(1复位键。
按下该键,可以实现以下操作功能:①使CNC复位,MDI方式下编辑的程序清除。
(2系统帮助键。
按下该键可获得对未知操作的帮助。
三、面板操作按键功能1、机床运行方式键功能(1按下该键进行编辑运行方式。
(2按下该键进入自动运行方式。
(3按下该键进入MDI运行方式。
(4按下该键进入手动操作方式。
(5按下该键进入手摇操作方式,手摇柄操作有效。
2、操作选择键功能(1按下该键进入单段运行方式(2按下该键机床内照明灯亮。
(3按下该键进行返回机床参考点操作。
3、主轴旋转键(1按下该键主轴正转启动。
(2按下该键主轴停止转动。
(3按下该键主轴反向转动。
4、循环启动/停止键自动加工运行和MDI运行时用以开启和关闭程序。
5、主轴倍率键通过旋转该按钮来调节主轴旋转倍率。
在MDI或自动方式下,当S代码的主轴速度偏高或偏低时,可以用来修调程序中编制的主轴速度。
(1主轴修调倍率被置为100%。
(2主轴修调倍率递增5%(3主轴修调倍率递减5%。
6、超程解锁当发生超程警报时,红灯亮。
利用JOG功能向反方向移动,解除超程报警。
A.2 信号一览A.2.1 信号一览表(功能顺序)○ : 可以使用● : 只可在多路径控制中使用功能信号名称符号地址 T 系列 M 系列项目各轴工件坐标系预置信号WPRST1~WPRST5 G358.0~G358.4 ○ ○各轴工件坐标系预置信号 各轴工件坐标系预置完成信号WPSF1~WPSF5 F358.0~F358.4 ○ ○ 1.5.2.6 扩展的外部机械原点偏移 扩展的外部机械原点偏移信号EMZ0~EMZ15 由参数No.1280来指定○ ○ 16.3 UI000~UI031 G054~G057 ○ ○ UI100~UI131 G276~G279 ○ ○ UI200~UI231 G280~G283 ○ ○ 用户宏程序用输入信号UI300~UI331 G284~G287 ○ ○ UO000~UO031F054,F055, F276,F277 ○ ○ UO100~UO131 F056~F059 ○ ○ UO200~UO231 F280~F283 ○ ○ 用户宏程序用户宏程序用输出信号UO300~UO331 F284~F287 ○ ○ 12.6 要求工件数到达信号PRTSF F062.7 ○ ○ 工作时间/零件数显示 通用累计表起动信号 TMRON G053.0 ○ ○ 13.1.1 清除画面 自动画面清除状态中信号 ERTVA F006.2 ○ ○ 13.1.12硬拷贝中止请求信号 HCABT G067.6 ○ ○ 硬拷贝执行请求信号HCREQ G067.7 ○ ○ 硬拷贝中止请求受理信号 HCAB2 F061.2 ○ ○ 画面硬拷贝硬拷贝执行中信号HCEXE F061.3 ○ ○ 13.1.13路径间干涉检测中信号 TICHK F064.6 ● - 干涉检测 路径间干渉报警信号 TIALM F064.7 ● - 8.3 倾斜轴控制正交轴倾斜轴控制无效信号NOZAGC G063.5 ○ ○ 1.8路径间主轴指令选择信号SLSPA,SLSPB, SLSPC,SLSPD G063.2,G063.3, G403.0,G403.1 ● ● 路径间主轴反馈选择信号 SLPCA,SLPCB, SLPCC,SLPCD G064.2,G064.3, G403.4,G403.5 ● ● 路径间主轴指令确认信号 COSP F064.5 ● ● COSP1 F063.3 ● ● 路径间主轴控制路径间主轴指令确认信号COSP2 F063.4 ● ● 8.8 路径选择路径选择信号(刀架选择信号)HEAD G063.0 ● ● 8.11, 13.3 刀具补偿量测量值直接输入位置记录信号PRC G040.6 ○ - 15.4.1 刀具补偿号选择信号 OFN0~OFN5, OFN6~OFN9 G039.0~G039.5, G040.0~G040.3 ○ - 刀具补偿量写入方式选择信号GOQSM G039.7 ○ - 工件坐标系偏移量写入方式选择信号WOQSM G039.6 ○-+MIT1,-MIT1 +MIT2,-MIT2 X004.2,X004.3 X004.4,X004.5 刀具补偿量写入信号 +MIT1~+MIT2 -MIT1~-MIT2 G132.0~G132.1 G134.0~G134.1 ○ - 主轴测量选择信号S2TLS G040.5 ○ - 刀具补偿量测量值直接输入B工件坐标系偏移量写入信号WOSETG040.7○-15.4.2功能信号名称符号地址 T 系列 M 系列项目换刀信号TLCH F064.0 ○ ○ 换刀复位信号TLRST G048.7 ○ ○ 逐把刀具更换信号TLCHI F064.2 ○ ○ 逐把刀具更换复位信号 TLRSTI G048.6 ○ ○ 刀具跳过信号 TLSKP G048.5 ○ ○ 新刀具选择信号TLNWF064.1○ ○ 刀具组号选择信号TL01~TL128 G047.0~G047.7 ○ ○ 刀具寿命计数倍率信号 *TLV0~*TLV9 G049.0~G050.1 ○ ○ 刀具寿命预告信号TLCHB F064.3 ○ ○ 刀具寿命计数无效信号 LFCIV G048.2 ○ ○ 刀具寿命计数无效中信号 LFCIF F093.2 ○ ○ 刀具寿命管理刀具剩余数量通知信号 TLAL F154.0 - ○ 11.4辅助功能结束信号 MFIN G005.0 ○ ○ 主轴功能完成信号 SFIN G005.2 ○ ○ 刀具功能完成信号TFIN G005.3 ○ ○ 第2辅助功能结束信号 BFIN G005.7 ○ ○ 第2M 功能完成信号 MFIN2 G004.4 ○ ○ 高速M/S/T/B 接口第3M 功能完成信号MFIN3G004.5○ ○ 9.4高速跳过信号 高速跳过状态信号 HDO0~HDO3 F122.0~F122.3 ○ ○ 15.3.2 误操作防止功能 开始检测信号 STCHK G408.0○ ○ 2.12 伺服关断/机械手轮进给 伺服关断信号 SVF1~SVF5 G126.0~G126.4 ○ ○ 1.2.8 SVWRN1 F093.4 ○ ○ SVWRN2 F093.5 ○ ○ SVWRN3 F093.6 ○ ○ 伺服轴控制伺服警告详细信号SVWRN4 F093.7 ○ ○ 18.1SV 旋转控制方式信号SRVON1~ SRVON6G521.0~G521.5 ○ ○ SV 反转信号SVRVS1~SVRVS6 G523.0~G523.5 ○ ○ SV 旋转控制方式中信号 SVREV1~SVREV6F521.0~F521.5 ○ ○ 基于伺服电机的主轴控制功能各轴的主轴分度中信号SPP1~SPP6 F522.0~F522.5 ○ ○ 10.19 基于伺服电机的铣削轴的转速显示功能转速显示切换信号SDPC G38.5 ○ ○ 13.1.9自动运行启动信号 ST G007.2 ○ ○ 自动运行休止信号*SP G008.5 ○ ○ 自动运行中信号OP F000.7 ○ ○ 自动运行启动中信号 STL F000.5 ○ ○ 循环启动/进给保持 自动运行休止中信号 SPL F000.4 ○ ○ 5.1Cs 轮廓控制切换信号 CON G027.7 ○ ○ CONS1 G274.0 ○ ○ Cs 轮廓控制切换信号(各主轴用)CONS2 G274.1 ○ ○ Cs 轮廓控制切换完成信号FSCSL F044.1 ○ ○ FCSS1 F274.0 ○ ○ Cs 轮廓控制Cs 轮廓控制切换完成信号(各主轴用)FCSS2 F274.1 ○ ○ 10.11CSFI1 G274.4 ○ ○ Cs 轴坐标建立请求信号CSFI2 G274.5 ○ ○ CSFO1 F274.4 ○ ○ Cs 轴坐标建立报警信号CSFO2 F274.5 ○ ○ CSPENA F048.4 ○ ○ Cs 轮廓控制轴坐标建立 Cs 轴原点建立状态信号CSPENBF052.4○○10.11.3功能信号名称符号地址 T 系列 M 系列项目键盘输入选择信号CNCKY G295.7 ○ ○ 双重显示强制切断请求信号C2SEND G295.6 ○ ○ 键盘输入选择状态信号 CNCNYO F295.7 ○ ○ CNC 画面双重显示双重显示强制切断状态信号C2SENOF295.6 ○ ○ 13.1.8 轴移动过程中信号 MV1~MV5 F102.0~F102.4 ○ ○ 轴移动状态输出 轴移动方向信号 MVD1~MVD5 F106.0~F106.4 ○ ○ 1.2.5 轴隐藏轴隐藏信号NPOS1~NPOS5 G198.0~G198.4 ○ ○ AR00~AR15F040,F041 ○ ○ 实际主轴速度输出 实际主轴速度信号AR002~AR152F202,F203 ○ ○ 10.9 自动数据备份 自动数据备份执行中信号 ATBK F520.0 ○ ○ 周速恒定控制周速恒定中信号 CSSF002.2 ○ ○ 10.8 SPSTPAG028.6 ○ ○ 主轴停止完成信号SPSTPB G402.1 ○ ○ SUCLPAF038.1 ○ ○ 主轴松开信号SUCLPB F400.1 ○ ○ *SUCPFAG028.4 ○ ○ 主轴松开完成信号*SUCPFB G400.1 ○ ○ *SCPFAG028.5 ○ ○ 主轴钳制完成信号*SCPFB G401.1 ○ ○ SCLPAF038.0 ○ ○ 主轴钳制信号SCLPB F401.1 ○ ○ MSPOSAF039.0 ○ ○ 主轴定位主轴定位方式中信号MSPOSBF402.1○ ○ 10.10SH00A~SH11A G078.0~G079.3 ○ ○ 主轴定向主轴定向外部停止位置指令信号 SH00B~SH11B G080.0~G081.3 ○ ○ 10.15主轴简易同步控制信号 ESRSYC G064.6 ○ ○ ESSYC1 G264.0 ○ ○ 主轴简易同步控制信号(各主轴) ESSYC2 G264.1 ○ ○ 第1主轴驻留信号PKESS1 G122.6 (G031.6) ○ ○ 第2主轴驻留信号 PKESS2 G122.7 (G031.7) ○ ○ PKESE1G265.0 ○ ○ 主轴简易同步驻留信号(各主轴)PKESE2 G265.1 ○ ○ 相位误差监视信号 SYCAL F044.4 ○ ○ SYCAL1 F043.0 ○ ○ 主轴简易同步控制 相位误差监视信号 (各主轴)SYCAL2 F043.1 ○ ○ 10.17 多边形主轴停止信号*PLSST G038.0 ○ ○ 多边形主轴速度到达信号 PSAR F063.2 ○ ○ 多边形主控轴未到达信号 PSE1 F063.0 ○ ○ 主轴间多边形加工多边形同步轴未到达信号 PSE2 F063.1 ○ ○ 6.9.2TLMLA G070.0 ○ ○ 扭矩限制指令LOW 信号 (串行主轴)TLMLB G074.0 ○ ○ TLMHA G070.1 ○ ○ 扭矩限制指令HIGH 信号(串行主轴) TLMHBG074.1○ ○ CTH1A,CTH2A G070.3,G070.2 ○ ○ 咬合/齿轮信号 (串行主轴)CTH1B,CTH2B G074.3,G074.2 ○ ○ SRVA G070.4 ○ ○ 主轴串行输出反向旋转指令信号 (串行主轴)SRVBG074.4○○10.3功能信号名称符号地址 T 系列 M 系列项目 SFRA G070.5 ○ ○ 正向旋转指令信号 (串行主轴)SFRB G074.5 ○ ○ 10.3 ORCMA G070.6 ○ ○ 定向指令信号 (串行主轴)ORCMB G074.6 ○ ○ 10.3 10.15MRDYA G070.7 ○ ○ 机械准备就绪信号 (串行主轴) MRDYB G074.7 ○ ○ ARSTA G071.0 ○ ○ 报警复位信号 (串行主轴) ARSTB G075.0 ○ ○ *ESPA G071.1 ○ ○ 紧急停止信号 (串行主轴) *ESPB G075.1 ○ ○ SPSLA G071.2 ○ ○ 主轴选择信号 (串行主轴)SPSLB G075.2 ○ ○ MCFNA G071.3 ○ ○ 动力线切换完成信号 (串行主轴)MCFNB G075.3 ○ ○ SOCNA G071.4 ○ ○ 软启动停止取消信号 (串行主轴)SOCNB G075.4 ○ ○ INTGA G071.5 ○ ○ 速度积分控制信号 (串行主轴)INTGB G075.5 ○ ○ RSLA G071.6 ○ ○ 输出切换请求信号 (串行主轴)RSLB G075.6 ○ ○ RCHA G071.7 ○ ○ 动力线状态确认信号 (串行主轴)RCHB G075.7 ○ ○ INDXA G072.0 ○ ○ 定向停止位置变更指令信号(串行主轴)INDXB G076.0 ○ ○ ROTAA G072.1 ○ ○ 定向停止位置变更时旋转方向指令信号 (串行主轴)ROTAB G076.1 ○ ○ NRROA G072.2 ○ ○ 定向停止位置变更时快捷指令信号 (串行主轴)NRROB G076.2 ○ ○ DEFMDA G072.3 ○ ○ 差速方式指令信号 (串行主轴) DEFMDB G076.3 ○ ○ OVRA G072.4 ○ ○ 模拟倍率信号 (串行主轴)OVRB G076.4 ○ ○ INCMDA G072.5 ○ ○ 增量指令外部设定型定向信号(串行主轴)INCMDB G076.5 ○ ○ MFNHGA G072.6 ○ ○ 主轴切换MAIN 侧MCC 接点状态信号 (串行主轴)MFNHGB G076.6 ○ ○ RCHHGA G072.7 ○ ○ 主轴切换HIGH 侧MCC 接点状态信号 (串行主轴)RCHHGB G076.7 ○ ○ MORCMA G073.0 ○ ○ 磁力传感器方式定向指令信号(串行主轴)MORCMBG077.0○○ SLVA G073.1○ ○ 从属运行方式指令信号 (串行主轴)SLVB G077.1 ○○ MPOFA G073.2○ ○ 电机动力遮断指令信号 (串行主轴) MPOFB G077.2 ○○ ALMA F045.0○ ○ 主轴串行输出报警信号 (串行主轴)ALMB F049.0○ ○10.3功能信号名称符号地址T系列M系列项目SSTA F045.1○○速度零信号(串行主轴)SSTB F049.1○○SDTA F045.2○○速度检测信号(串行主轴)SDTB F049.2○○SARA F045.3○○速度到达信号(串行主轴)SARB F049.3○○LDT1A F045.4○○负载检测信号1(串行主轴)LDT1B F049.4○○LDT2A F045.5○○负载检测信号2(串行主轴)LDT2B F049.5○○TLMA F045.6○○扭矩限制中信号(串行主轴)TLMB F049.6○○ORARA F045.7○○定向完成信号(串行主轴)ORARB F049.7○○CHPA F046.0○○动力线切换信号(串行主轴)CHPB F050.0○○CFINA F046.1○○主轴切换完成信号(串行主轴)CFINB F050.1○○RCHPA F046.2○○输出切换信号(串行主轴)RCHPB F050.2○○RCFNA F046.3○○输出切换完成信号(串行主轴)RCFNB F050.3○○SLVSA F046.4○○从属运行状态信号(串行主轴)SLVSB F050.4○○PORA2A F046.5○○位置编码器方式定向附近信号(串行主轴)PORA2B F050.5○○MORA1A F046.6○○磁力传感器方式定向完成信号(串行主轴)MORA1B F050.6○○MORA2A F046.7○○磁力传感器方式定向附近信号(串行主轴)MORA2B F050.7○○PC1DEA F047.0○○位置编码器旋转一周信号检测状态信号(串行主轴)PC1DEB F051.0○○INCSTA F047.1○○增量方式定向方式信号(串行主轴)INCSTB F051.1○○全串行主轴准备就绪信号SRSRDY F034.7○○第1串行主轴运行准备就绪信号SRSP1R F034.6○○第2串行主轴运行准备就绪信号SRSP2R F034.5○○主轴串行输出主轴告警详细信号1~9SPWRN1~SPWRN9F264.0~F265.0○○10.3主轴停止信号*SSTP G029.6○○主轴定向信号SOR G029.5○○主轴速度倍率信号SOV0~SOV7G030○○速度到达信号SAR G029.4○○主轴作动信号ENB F001.4○○主轴控制齿轮选择信号(输出)GR1O,GR2O,GR3OF034.0~F034.2-○10.6功能信号名称符号地址T系列M系列项目GR1G028.1○○齿轮选择信号(输入)GR2G028.2○○主轴控制S12位代码信号R01O~R12O F036.0~F037.3○○10.6主轴速度变动检测主轴变动检测报警信号SPAL F035.0○○10.18主轴同步控制信号SPSYC G038.2○○SPSYC1G288.0○○主轴同步控制信号(各主轴)SPSYC2G288.1○○主轴相位同步控制信号SPPHS G038.3○○SPPHS1G289.0○○主轴相位同步控制信号(各主轴)SPPHS2G289.1○○主轴同步速度控制完成信号FSPSY F044.2○○FSPSY1F288.0○○主轴同步速度控制完成信号(各主轴)FSPSY2F288.1○○主轴相位同步控制完成信号FSPPH F044.3○○FSPPH1F289.0○○主轴相位同步控制完成信号(各主轴)FSPPH2F289.1○○相位误差监视信号SYCAL F044.4○○SYCAL1F043.0○○相位误差监视信号(各主轴)SYCAL2F043.1○○主轴同步转速比控制钳制信号RSMAX F065.2○○主轴同步控制主轴同步转速比控制信号SBRT G038.1○○10.14手动刀具补偿、刀具号信号(4位数)MTLN00~MTLN15G068,G069○-手动刀具补偿、刀具号信号(8位数)MT8N00~MT8N31G525~G528○-手动刀具补偿、补偿指令号MTLC G067.0○-手动刀具补偿、补偿完成信号MTLA F061.5○-手动刀具补偿手动刀具补偿、补偿未完成信号MTLANG F061.4○-11.1.4HS1A~HS1D G018.0~G018.3○○HS2A~HS2D G018.4~G018.7○○手控手轮进给轴选择信号HS3A~HS3D G019.0~G019.3-○3.2手控手轮进给移动量选择信号(增量进给信号)MP1,MP2G019.4,G019.5○○ 3.2, 3.5手控手轮进给移动量选择信号MP21, MP22MP31, MP32G087.0,G087.1G087.3,G087.4○○ 3.2手控手轮进给最大速度切换信号HNDLF G023.3○○3.27.1.9手控手轮进给手控手轮进给方向转向信号HDN G347.1○○ 3.2检查方式信号MMOD G067.2○○手控手轮检查信号MCHK G067.3○○正向移动禁止信号FWSTP G531.0○○反向移动禁止信号MRVM G531.1○○反向移动中信号MRVMD F091.0○○禁止转向中信号MNCHG F091.1○○手控手轮回退反向移动禁止中信号MRVSP F091.2○○3.5功能信号名称符号地址 T 系列 M 系列项目 手控手轮回退 检查方式中信号 MMMODF091.3○ ○ 3.5 HS1IA~HS1ID G041.0~G041.3 ○ ○ HS2IA~HS2ID G041.4~G041.7 ○ ○ 手控手轮中断手控手轮中断轴选择信号 HS3IA~HS3ID G042.0~G042.3 ○ ○ 3.3 手动参考点返回选择信号 ZRN G043.7 ○ ○ 手动参考点返回选择确认信号MREF F004.5 ○ ○ G196.0~G196.4 ○ ○ 参考点返回用减速信号 *DEC1~*DEC5 X009.0~X009.4 ○ ○ 参考点返回完成信号 ZP1~ZP5 F094.0~F094.4 ○ ○ 手动参考点返回参考点建立信号 ZRF1~ZRF5 F120.0~F120.4 ○ ○ 4.1+J1~+J5 G100.0~G100.4 ○ ○ 进给轴方向选择信号-J1~-J5G102.0~G102.4 ○ ○ 手动进给速度倍率信号 *JV0~*JV15 G010,G011 ○ ○ JOG 进给/增量进给手动快速移动选择信号 RT G019.7 ○ ○ 3.1准备就绪信号MA F001.7 ○ ○ 准备就绪信号 伺服准备就绪信号 SA F000.6 ○ ○ 2.2 快速移动中信号 RPDO F002.1 ○ ○ 2.7,7.1.1状态输出信号 切削进给中信号 CUT F002.6 ○ ○ 2.7 单程序段信号SBK G046.1 ○ ○ 单程序段 单程序段确认信号 MSBK F004.3 ○ ○ 5.3.3 SKIPP G006.6 ○ ○ 跳过功能跳过信号SKIPX004.7 ○ ○ 15.3+EXL1~+EXL5 G104.0~G104.4 ○ ○ 轴方向别存储行程极限1 切换信号-EXL1~-EXL5 G105.0~G105.4 ○ ○ 存储行程极限1切换信号 EXLM G007.6 ○ ○ 行程极限1释放信号 RLSOTG007.7○ ○ +OT1~+OT5 F124.0~F124.4 ○ ○ 存储行程检测超程报警中信号-OT1~-OT5 F126.0~F126.4 ○ ○ 2.3.2 存储行程检测2,3 行程极限3释放信号 RLSOT3 G007.4 ○ ○ 2.3.3+LM1~+LM5 G110.0~G110.4 ○ ○ 行程极限外部设定 行程极限外部设定信号 -LM1~-LM5G112.0~G112.4○ ○ 2.3.5 控制轴拆除信号 DTCH1~DTCH5 G124.0~G124.4 ○ ○ 控制轴拆除控制轴拆除中信号MDTCH1~ DTCH5F110.0~F110.4 ○ ○ 1.2.4绝对位置检测器电池电压零报警信号PBATZF172.6○ ○绝对位置检测绝对位置检测器电池电压下降报警信号PBATL F172.7 ○ ○ 1.4.2软式操作面板信号 (MD1)MD1O F073.0 ○ ○ 软式操作面板信号 (MD2)MD2O F073.1 ○ ○ 软式操作面板信号 (MD4)MD4O F073.2 ○ ○ 软式操作面板信号 (ZRN)ZRNO F073.4○ ○ 软式操作面板信号 (+J1~+J4)+J1O~+J4O F081.0,F081.2, F081.4,F081.6 ○ ○ 软式操作面板信号 (-J1~-J4)-J1O~-J4O F081.1,F081.3, F081.5,F081.7 ○ ○ 软式操作面板信号 (RT) RTO F077.6 ○ ○ 软式操作面板软式操作面板信号 (HS1A)HS1AOF077.0○○13.1.2功能信号名称符号地址 T 系列 M 系列项目软式操作面板信号 (HS1B)HS1BO F077.1 ○ ○ 软式操作面板信号 (HS1C)HS1CO F077.2 ○ ○ 软式操作面板信号 (HS1D)HS1DO F077.3 ○ ○ 软式操作面板信号 (MP1)MP1O F076.0 ○ ○ 软式操作面板信号 (MP2)MP2OF076.1 ○ ○ 软式操作面板信号 (*JV0~*JV15) *JV0O~*JV15O F079,F080 ○ ○ 软式操作面板信号 (*FV0~*FV7)*FV0O~*FV7O F078 ○ ○ 软式操作面板信号 (ROV1) ROV1O F076.4 ○ ○软式操作面板信号 (ROV2)ROV2O F076.5 ○ ○ 软式操作面板信号 (BDT)BDTO F075.2 ○ ○ 软式操作面板信号 (SBK) SBKO F075.3 ○ ○ 软式操作面板信号 (MLK)MLKO F075.4 ○ ○ 软式操作面板信号 (DRN)DRNO F075.5 ○ ○ 软式操作面板信号 (KEY1~KEY4)KEYO F075.6 ○ ○ 软式操作面板信号 (*SP) SPOF075.7 ○ ○ 软式操作面板软式操作面板通用开关信号OUT0~OUT15 F072,F074 ○ ○ 13.1.2 第2参考点返回完成信号ZP21~ZP25 F096.0~F096.4 ○ ○ 第3参考点返回完成信号ZP31~ZP35 F098.0~F098.4 ○ ○ 第2参考点返回/第3,第4参考点返回第4参考点返回完成信号 ZP41~ZP45 F100.0~F100.4 ○ ○ 4.4 SKIPP G006.6 ○ ○ SKIPX004.7○ ○ 多步跳过功能跳过信号SKIP2~SKIP6, SKIP7,SKIP8 X004.2~X004.6 X004.0,X004.1 ○ ○ 15.3.3触摸板确认信号 触摸板确认信号 TPPRS F006.0 ○ ○ 13.1.7 单一形固定循环/复合形固定循环倒棱信号*CDZG053.7 ○ - 12.8 卡盘-尾架屏障 尾架屏障选择信号*TSBG060.7○ - 2.3.6 重叠控制轴选择信号 OVLS1~OVLS5 G190.0~G190.4 ○ ○ 重叠主控轴确认信号OVMO1~OVMO5 F344.0~F344.4 ○ ○ 重叠从控轴确认信号OVSO1~OVSO5 F345.0~F345.4 ○ ○ 重叠控制同步/混合/重叠控制中信号SYN1O~SYN5OF118.0~F118.4○ ○ 8.6 撞块式参考点返回设定撞块式参考点设定用扭矩限制到达信号CLRCH1~CLRCH5F180.0~F180.4 ○ ○ 4.5 DNC 运行选择信号DNCI G043.5 ○ ○ 5.10 DNC 运行DNC 运行选择确认信号 MRMTF003.4 ○ ○ 5.10, 5.12 回退信号RTRCT G066.4 ○ ○ 回退完成信号 RTRCTF F065.4 ○ ○ 1.9, 6.12电子齿轮箱EGB 方式中信号 SYNMOD F065.6○ ○ 1.9混合控制轴选择信号 MIX1~MIX5 G128.0~G128.4 ○ ○ 混合轴确认信号MIXO1~MIXO5 F343.0~F343.4 ○ ○ 同步控制轴选择信号 SYNC1~SYNC5 G138.0~G138.4 ○ ○ 同步主控轴确认信号 SYCM1~SYCM5 F341.0~F341.4 ○ ○ 同步从控轴确认信号SYCS1~SYCS5 F342.0~F342.4 ○ ○ 同步/混合/重叠控制中信号SYN1O~SYN5O F118.0~F118.4 ○ ○ 驻留信号PK1~PK5G122.0~G122.4 ○ ○ 同步控制/混合控制驻留轴确认信号SMPK1~SMPK5F346.0~F346.4○○8.5功能信号名称符号地址T系列M系列项目空运行信号DRN G046.7○○空运行空运行确认信号MDRN F002.7○○5.3.2扭矩极限跳过扭矩极限到达信号TRQL1~TRQL5F114.0~F114.4○○15.3.4螺纹切削螺纹切削中信号THRD F002.3○○6.5快速移动倍率信号ROV1,ROV2G014.0,G014.1○○1%快速移动倍率选择信号HROV G096.7○○1%快速移动倍率信号*HROV0~*HROV6G096.0~G096.6○○0.1%快速移动倍率选择信号FHROV G353.7○○快速移动倍率0.1%快速移动倍率信号*FHRO0~*FHRO9G352.0~G352.7G353.0~G353.1○○7.1.7.1快速移动程序段重叠快速移动程序段重叠无效信号ROVLP G053.5○○7.2.1.2控制轴选择信号(PMC轴控制)EAX1~EAX5G136.0~G136.4○○EC0A~EC6A G143.0~G143.6○○EC0B~EC6B G155.0~G155.6○○EC0C~EC6C G167.0~G167.6○○轴控制指令信号第1~4组用(PMC轴控制)EC0D~EC6D G179.0~G179.6○○EIF0A~EIF15A G144~G145○○EIF0B~EIF15B G156~G157○○EIF0C~EIF15C G168~G169○○轴控制进给速度信号第1~4组用(PMC轴控制)EIF0D~EIF15D G180~G181○○EBUFA G142.7○○EBUFB G154.7○○EBUFC G166.7○○轴控制指令读取信号第1~4组用(PMC轴控制)EBUFD G178.7○○EID0A~EID31A G146~G149○○EID0B~EID31B G158~G161○○EID0C~EID31C G170~G173○○轴控制数据信号第1~4组用(PMC轴控制)EID0D~EID31D G182~G185○○EBSYA F130.7○○EBSYB F133.7○○EBSYC F136.7○○轴控制指令读取完成信号第1~4组用(PMC轴控制)EBSYD F139.7○○ECLRA G142.6○○ECLRB G154.6○○ECLRC G166.6○○复位信号第1~4组用(PMC轴控制)ECLRD G178.6○○ESTPA G142.5○○ESTPB G154.5○○ESTPC G166.5○○轴控制暂时停止信号第1~4组用(PMC轴控制)ESTPD G178.5○○ESBKA G142.3○○ESBKB G154.3○○ESBKC G166.3○○程序段停止信号第1~4组用(PMC轴控制)ESBKD G178.3○○EMSBKA G143.7○○EMSBKB G155.7○○EMSBKC G167.7○○PMC轴控制/PMC轴控制速度指令功能程序段停止禁止信号第1~4组用(PMC轴控制)EMSBKD G179.7○○16.1功能信号名称符号地址 T 系列 M 系列项目EM11A~EM48AF132,F142 ○ ○ EM11B~EM48B F135,F145 ○ ○ EM11C~EM48CF138,F148 ○ ○ 辅助功能代码信号 第1~4组用(PMC 轴控制)EM11D~EM48D F141,F151 ○ ○ EMFAF131.0 ○ ○ EMFB F134.0 ○ ○ EMFCF137.0 ○ ○ 辅助功能选通脉冲信号 第1~4组用(PMC 轴控制)EMFD F140.0 ○ ○ EMF2AF131.2 ○ ○ EMF2B F134.2 ○ ○ EMF2CF137.2 ○ ○ 辅助功能第2选通脉冲信号第1~4组用(PMC 轴控制)EMF2D F140.2 ○ ○ EMF3AF131.3 ○ ○ EMF3B F134.3 ○ ○ EMF3CF137.3 ○ ○ 辅助功能第3选通脉冲信号第1~4组用(PMC 轴控制)EMF3D F140.3 ○ ○ EFINAG142.0 ○ ○ EFINB G154.0 ○ ○ EFINCG166.0 ○ ○ 辅助功能完成信号 第1~4组用(PMC 轴控制)EFIND G178.0 ○ ○ ESOFAG142.4 ○ ○ ESOFB G154.4 ○ ○ ESOFCG166.4 ○ ○ 伺服关断信号 第1~4组用(PMC 轴控制)ESOFDG178.4 ○ ○ EMBUFA G142.2 ○ ○ EMBUFBG154.2 ○ ○ EMBUFCG166.2 ○ ○ 缓冲禁止信号 第1~4组用(PMC 轴控制)EMBUFDG178.2 ○ ○ 控制轴状态选择信号(PMC轴控制)*EAXSLF129.7 ○ ○ EINPAF130.0 ○ ○ EINPB F133.0 ○ ○ EINPCF136.0 ○ ○ 到位信号 第1~4组用(PMC 轴控制)EINPD F139.0 ○ ○ ECKZAF130.1 ○ ○ ECKZB F133.1 ○ ○ ECKZCF136.1 ○ ○ 累积零检测中信号 第1~4组用(PMC 轴控制)ECKZD F139.1 ○ ○ EIALAF130.2 ○ ○ EIALB F133.2 ○ ○ EIALCF136.2 ○ ○ 报警中信号 第1~4组用(PMC 轴控制)EIALD F139.2 ○ ○ EGENAF130.4 ○ ○ EGENB F133.4 ○ ○ EGENCF136.4 ○ ○ 轴移动中信号 第1~4组用(PMC 轴控制)EGEND F139.4 ○ ○ EDENAF130.3 ○ ○ EDENB F133.3 ○ ○ EDENCF136.3 ○ ○ PMC 轴控制/PMC 轴控制速度指令功能 辅助功能执行中信号 第1~4组用(PMC 轴控制)EDENDF139.3○○16.1功能信号名称符号地址 T 系列 M 系列项目EOTNAF130.6 ○ ○ EOTNB F133.6 ○ ○ EOTNCF136.6 ○ ○ 超程负方向信号 第1~4组用(PMC 轴控制)EOTND F139.6 ○ ○ EOTPAF130.5 ○ ○ EOTPB F133.5 ○ ○ EOTPCF136.5 ○ ○ 超程正方向信号 第1~4组用(PMC 轴控制)EOTPDF139.5 ○ ○ *EFOV0~*EFOV7G151 ○ ○ *EFOV0B~*EFOV7B G163 ○ ○ *EFOV0C~*EFOV7CG175 ○ ○ 进给速度倍率信号 第1~4组用(PMC 轴控制)*EFOV0D~*EFOV7DG187 ○ ○ EOVCG150.5 ○ ○ EOVCB G162.5 ○ ○ EOVCCG174.5 ○ ○ 倍率取消信号 第1~4组用(PMC 轴控制)EOVCDG186.5 ○ ○ 快速移动倍率信号(PMC 轴控制) EROV1,EROV2G150.0,G150.1 ○ ○ 空运行信号(PMC 轴控制)EDRNG150.7 ○ ○ 手动快速移动选择信号(PMC 轴控制)ERTG150.6 ○ ○ 倍率0%信号 (PMC 轴控制) EOV0 F129.5 ○ ○ 跳过信号(PMC 轴控制) ESKIPX004.6 ○ ○ 分配完成信号(PMC 轴控制)EADEN1~EADEN5F112.0~F112.4 ○ ○ EABUFAF131.1 ○ ○ EABUFB F134.1 ○ ○ EABUFCF137.1 ○ ○ 缓冲器满信号 第1~4组用(PMC 轴控制)EABUFDF140.1 ○ ○ 控制中信号(PMC 轴控制) EACNT1~EACNT5F182.0~F182.4 ○ ○ 轴控制重叠指令信号(PMC 轴控制)EASIP1~EASIP8G200 ○ ○ ELCKZAG142.1 ○ ○ ELCKZB G154.1 ○ ○ ELCKZCG166.1 ○ ○ 累积零检测信号 第1~4组用(PMC 轴控制)ELCKZDG178.1 ○ ○ 扭矩控制方式中信号(PMC 轴控制)TRQM1~TRQM8F190 ○ ○ PMC 轴控制/PMC 轴控制速度指令功能 A/B 相检测器断线报警忽略信号 (PMC 轴控制)NDCAL1~NDCAL8G202○ ○ 16.1 SIND G033.7 ○ ○ 主轴电机速度指令选择信号 SIND2G035.7○ ○ R01I~R12IG032.0~G033.3 ○ ○ 主轴电机速度指令信号R01I2~R12I2G034.0~G035.3 ○ ○ SSIN G033.6 ○ ○ 基于PMC 的主轴输出控制 主轴电机指令极性选择信号 SSIN2G035.6○○10.7功能信号名称符号地址 T 系列 M 系列项目 SGN G033.5 ○ ○ 基于PMC 的主轴输出控制 主轴电机指令极性指令信号SGN2 G035.5 ○ ○ 10.7 G008.4○ ○ 紧急停止紧急停止信号*ESP X008.4, .0, .1 ○ ○ 2.1所有轴VRDY OFF 报警忽略信号 IGNVRY G066.0 ○ ○VRDY OFF 报警忽略信号 各轴VRDY OFF 报警忽略信号IGVRY1~IGVRY5G192.0~G192.4 ○ ○ 2.8 位置跟踪 位置跟踪信号*FLWU G007.5 ○ ○ 1.2.7 程序再启动信号SRN G006.0 ○ ○ 程序再启动程序再启动中信号SRNMVF002.4 ○ ○ 5.7 位置开关 位置开关信号PSW01~PSW16 F070,F071 ○ ○ 1.2.9 辅助功能代码信号M00~M31 F010~F013 ○ ○ 辅助功能选通脉冲信号MF F007.0 ○ ○ DM00 F009.7 ○ ○ DM01F009.6 ○ ○ DM02 F009.5 ○ ○ M 解码信号DM30F009.4 ○ ○ 主轴功能代码信号 S00~S31F022~F025 ○ ○ 主轴功能选通脉冲信号 SF F007.2 ○ ○ 刀具功能代码信号 T00~T31 F026~F029 ○ ○ 刀具功能选通脉冲信号 TF F007.3 ○ ○ 第2辅助功能代码信号 B00~B31 F030~F033 ○ ○ 第2辅助功能选通脉冲信号BF F007.7 ○ ○ 完成信号 FIN G004.3 ○ ○ 辅助功能/第2辅助功能分配结束信号 DEN F001.3 ○ ○ 9.1辅助功能锁住信号 AFLG005.6 ○ ○ 辅助功能锁住辅助功能锁住确认信号 MAFLF004.4 ○ ○ 9.2 多边形加工 多边形同步中信号 PSYNF063.7 ○ ○ 6.9 P 代码宏程序用输入信号 EUI00~EUI15G082,G083 ○ ○ 宏执行器P 代码宏程序用输出信号 EUO00~EUO15 F084,F085 ○ ○ 12.15 所有轴机床锁住信号 MLKG044.1○ ○ 各轴机床锁住信号 MLK1~MLK5G108.0~G108.4 ○ ○ 机床锁住 所有轴机床锁住确认信号 MMLK F004.1 ○ ○ 5.3.1等待忽略信号 NOWTG063.1 ● ● 等待忽略信号 NMWTG063.7 ● ● 等待M 代码 等待中信号 WATO F063.6 ● ● 8.2 手动绝对信号 *ABSMG006.2 ○ ○ 手动绝对ON/OFF手动绝对确认信号 MABSMF004.2 ○ ○ 5.4SWS1G027.0 ○ ○ 主轴选择信号SWS2 G027.1 ○ ○ *SSTP1G027.3 ○ ○ 各主轴停止信号*SSTP2G027.4○ ○ 齿轮选择信号(输入) GR21,GR22G029.0,G029.1 ○ ○ 第2位置编码器选择信号 PC2SLCG028.7 ○ ○ 第3位置编码器选择信号 PC3SLC G026.0 ○ ○ 第4位置编码器选择信号 PC4SLC G026.1 ○ ○ 第2主轴速度倍率信号 SOV20~SOV27 G376 ○ ○ 主轴指令路径指定信号 SPSP G536.7 ○ ○ 多主轴 主轴作动信号 ENB2F038.2○○10.12功能信号名称符号地址T系列M系列项目R01O2~R12O2F200.0~F201.3○○S12位代码信号R01O3~R12O3F204.0~F205.3○○多主轴10.12R01O4~R12O4F270.0~F271.3○○多主轴地址P信号MSP00~MSP15F160,F161○○镜像信号MI1~MI5G106.0~G106.4○○镜像1.2.6镜像确认信号MMI1~MMI5F108.0~F108.4○○KEY1~KEY4G046.3~G046.6○○13.2.1存储器保护键存储器保护信号KEYP G046.0○○13.2.2方式选择信号MD1,MD2,MD4G043.0~G0432○○手动数据输入选择确认信MMDI F003.3○○号自动运行选择确认信号MMEM F003.5○○方式选择存储器编辑选择确认信号MEDT F003.6○○2.6手控手轮进给选择确认信MH F003.1○○号增量进给选择确认信号MINC F003.0○○JOG进给选择确认信号MJ F003.2○○刚性攻丝信号RGTAP G061.0○○RGSPP F065.0○○主轴旋转方向信号刚性攻丝10.13RGSPM F065.1○○刚性攻丝方式中信号RTAP F076.3○○刚性攻丝主轴选择信号RGTSP1~RGTSP2G061.4~G061.5○-攻丝返回启动信号RTNT G062.6-○刚性攻丝返回5.9攻丝返回完成信号RTPT F066.1-○外部复位信号ERS G008.7○○基于MDI的复位确认信号MDIRST F006.1○○复位/倒带复位&倒带信号RRW G008.6○○5.2复位中信号RST F001.1○○倒带中信号RWD F000.0○○中断型用户宏程序用户宏程序中断信号UINT G053.3○○12.6.2宏调用启动信号MCST1~MCST16G512,G513○○方式切换完成信号MCFIN G514.0○○宏调用执行中信号MCEXE F512.0○○方式切换请求信号MCRQ F512.1○○MD1R F513.0○○一个接触式宏调用16.6MD2R F513.1○○方式通知信号MD4R F513.2○○DNCIR F513.5○○ZRNR F513.7○○宏调用异常信号MCSP F512.2○○调用程序确认信号MCEX1~MCEX16F514,F515○○。