紧固件行业寻找“拧紧”自己螺丝的得力方法
- 格式:doc
- 大小:31.54 KB
- 文档页数:13

紧固件防松措施及防松试验方法、拧紧试验方法 针对螺纹紧固件松动的问题,人们采取各种积极有效的措施,为螺纹紧固件的发展注入新的活力。
从各种标准和文献中可以看到,螺纹紧固件防松技术和防松结构很多,总结起来主要包括摩擦防松、直接锁紧、破坏运动副关系和粘结等几类方法。
(一)摩擦防松1.控制预紧力控制安装预紧力是防止螺纹紧固件松动的经济有效措施之一,这种方法利用螺纹的自锁条件,不需要对螺栓、螺母结构做任何改动,通过保证合适的预紧力来防松。
对于安装控制要求特别高的使用场合,采用直接控制的方法,在安装过程中测量预紧力,并加以控制,目前常用的方法有采用带测力装置的安装机,如液压安装机,对螺栓施加规定的轴向负荷,使其产生弹性变形,在旋紧螺母,完成装配。
也有采用测量螺栓应力或应变形的方法测定预紧力,据此进行安装控制。
一般情况下,直接控制安装预紧力需要使用专门的装置或掌握专门的技术,难予推广。
为了以经济的方法获得满意的预紧力,更多的采取间接测量和控制预紧力的方法,即扭矩控制法。
扭矩控制法通过扭矩系数将预紧力换算成装配扭矩,使用定扭矩或测扭矩装配机或扳手控制装配扭矩,或利用紧固件自身结构保证拧紧扭矩(如扭剪型螺栓连接副),间接达到控制预紧力的目的。
为了达到预期的目的,要求连接副的扭矩系数能预先准确测定,并保证同批零件的扭矩系数离散性不大。
如,GB/T1231-1991中明确规定同批连接副的扭矩系数平均值为 0.110-0.150,扭矩系数标准偏差应小于或乖于 0.001%。
在工程实践中,也有采用转角法、屈服点拧紧法等控制方法的。
2.有效力矩型紧固件有效力矩型紧固件是在普通紧固件结构基础上增加了有效力矩部分,其作用是在连接副中增加一个不随外力变化的阻力矩。
有效力矩部分主要是加在螺母上,在外螺纹上加有效力矩部分的产品比较少见。
全金属有效力矩型锁紧螺母,一类是利用螺母体上螺纹加工完成后螺母体变形,使螺纹发生轴向或径向变形,造成装配时内外螺纹局部出现干涉产生有效力矩,由于受变形量和变形前毛坯变形阻力和几何精度的影响,对加工工艺要求高,有效力矩控制难度大;另一类是将有效力矩部分减薄,收口或开槽后收口,目前国内主要在军工行业使用较多;第三类是在螺母体内嵌入金属弹性元件,装配时外螺纹迫使弹性元件变形,产生有效力矩,这类螺母对弹性元件弹性及嵌件的位置的要求较高,有时会划伤外螺纹表面。


螺丝紧固方法
嘿,你问螺丝紧固方法啊?这事儿咱得好好唠唠。
咱先说这工具得选对喽。
要是拧个小螺丝,用个大扳手那可不行,就跟拿大炮打蚊子似的。
得根据螺丝的大小选合适的螺丝刀或者扳手。
要是螺丝小,就用小螺丝刀,要是螺丝大,就得用大扳手。
选好工具了,就得开始拧螺丝了。
拧的时候可别使蛮劲,得悠着点。
要是太用力了,螺丝容易滑丝,那就麻烦了。
就跟咱拧瓶盖似的,太用力了瓶盖容易坏。
还有啊,得注意螺丝的方向。
别拧反了,要是拧反了,不但拧不紧,还可能把螺丝拧坏了。
就跟走路似的,得走对方向,要不就越走越远了。
要是螺丝松了,想拧紧点,可以加点螺丝胶。
这螺丝胶就像胶水一样,能让螺丝更牢固。
但是也别加太多了,要不以后想拆下来都难。
另外,要是螺丝生锈了,不好拧,可以先喷点除锈剂。
让除锈剂泡一会儿,再拧就容易多了。
就跟咱给生锈的锁
加点油一样,能让锁更好开。
俺给你举个例子哈。
俺有个朋友,有一回他修自行车,那个螺丝怎么也拧不紧。
他就使蛮劲,结果把螺丝拧滑丝了。
后来他找了个修车的师傅,师傅用了合适的工具,轻轻一拧就拧紧了。
师傅还告诉他,拧螺丝不能使蛮劲,得注意方法。
所以说啊,拧螺丝得选对工具,注意方向,别使蛮劲,要是松了可以加点螺丝胶,生锈了可以喷点除锈剂。
这样才能把螺丝拧紧,让东西更牢固。
嘿嘿。
高强度螺栓是我们常见的一种紧固零件,在使用过程中拧紧是我们最为看重的一个重要环节,因此很多人会需求:如何拧紧高强度螺栓?高强度螺栓拧紧的方法有哪些?这一系列的问题,根据多年的经验来给大家做出最好的回答。
1、扭矩法
根据扭矩M与预拉力成正比的关系,先用普通扳手将螺帽初步拧紧,然后采用可显示扭矩值的专用扳手拧至规定的扭矩值。
2、转角法
根据板层间紧密接触后,高强度螺栓的旋转角度与螺栓的预拉力成正比关系确定的一种方法。
紧固时,先用短扳手将螺帽拧至不转动的位置,然后再用长扳手将螺帽拧至规定位置,以达到预拉力。
3、拧断螺栓尾部
用于扭剪型高强度螺栓,此螺栓有一特制的尾部。
紧固时,用专用扳手套住螺栓和螺栓尾部,一个套筒正转,另一个套筒反转,在螺帽拧紧到一定程度时,螺栓尾部拧断。
由于螺栓尾部的槽口深度是按拧断扭矩和预紧拉力之间的关系确定的,所以拧断时就达到相应的预拉力值。
温馨提示:高强度螺栓连接中,摩擦系数的大小对承载能力的影响很大。
试验表明,摩擦系数与构件的材质、接触面的粗糙度、反向力的大小都有直接关系,其中主要是接触面的形式和构件的材质。
为了增大接触面的摩擦系数,施工时应将连接范围内构件接触面进行处理,处理的方法有喷砂、用钢丝刷清理等。

螺钉拧紧的技巧
1. 使用正确的螺钉:不同类型的螺钉有不同的拧紧要求。
根据所要固定的元件的材料和尺寸,选择最合适的螺钉。
2. 使用正确的螺丝刀:螺丝刀必须与螺钉头的形状相对应。
如果使用不当的螺丝刀,很容易将螺钉头损坏。
3. 调整拧紧力度:拧紧螺钉时需要有适当的力度,但不宜过大。
如果拧紧力度过大,会导致螺钉头损坏或其他元件损坏。
4. 交替拧紧:对于大型螺钉组装,应该先用手将螺钉旋入,之后再用合适大小的扳手交替拧紧,这样可以确保拧紧均匀。
5. 使用防松剂:对于易松动的螺钉,可以在拧紧前在螺纹周围喷一些防松剂,以防螺钉松动。
6. 检查拧紧结果:拧紧后的螺钉应该牢固,不应该有松动。
可以用手或工具轻压螺钉头测试其是否正确拧紧。
7. 避免过度拧紧:过度拧紧螺钉不仅会导致其他元件损坏,还可能引起螺钉头断裂等危险情况。
因此,应该掌握适当的拧紧力度。
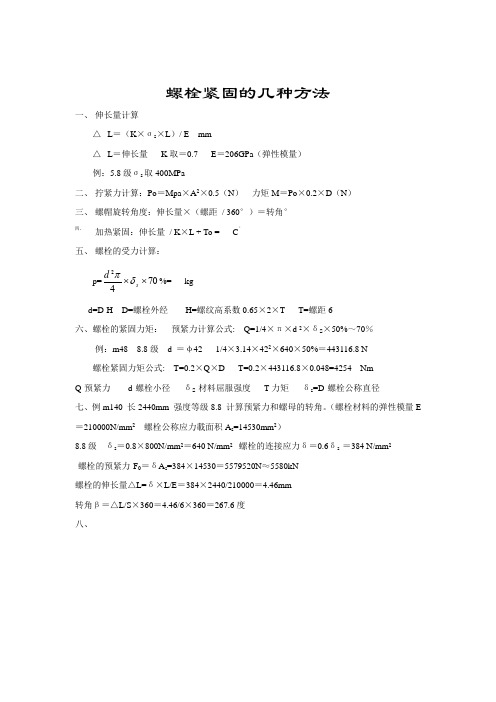
螺栓紧固的几种方法一、 伸长量计算△ L =(K ×σs ×L )/ E mm△ L =伸长量 K 取=0.7 E =206GPa (弹性模量)例:5.8级σs 取400MPa二、 拧紧力计算:Po =Mpa ×A 2×0.5(N ) 力矩M =Po ×0.2×D (N )三、 螺帽旋转角度:伸长量×(螺距 / 360°)=转角°四、 加热紧固:伸长量 / K ×L + To = C °五、 螺栓的受力计算: p=7042⨯⨯s d δπ%= kg d=D-H D=螺栓外经 H=螺纹高系数0.65×2×T T=螺距6六、螺栓的紧固力矩: 预紧力计算公式: Q=1/4×π×d 2×δS ×50%~70%例:m48 8.8级 d =φ42 1/4×3.14×422×640×50%=443116.8 N螺栓紧固力矩公式: T=0.2×Q ×D T=0.2×443116.8×0.048=4254 NmQ-预紧力 d-螺栓小径 δS -材料屈服强度 T-力矩 δs =D-螺栓公称直径七、例m140 长2440mm 强度等级8.8 计算预紧力和螺母的转角。
(螺栓材料的弹性模量E =210000N/mm 2 螺栓公称应力載面积A s =14530mm 2)8.8级 δs =0.8×800N/mm 2=640 N/mm 2 螺栓的连接应力δ=0.6δs =384 N/mm 2 螺栓的预紧力 F 0=δA s =384×14530=5579520N ≈5580kN螺栓的伸长量△L=δ×L/E =384×2440/210000=4.46mm转角β=△L/S ×360=4.46/6×360=267.6度八、。
化 工 设 备 与 管 道第42卷螺栓拧紧方法及预紧力控制初泰安(扬子石油化工公司芳烃厂,南京 210048)[摘要] 石化、炼油企业装置上的静密封结构以螺栓法兰垫片连接系统为主,检修期间螺栓拧紧方法的选择和预紧力的正确控制对保证装置的安全运行至关重要。
本文介绍了实际生产中常用的扭矩法、螺母转角法和液压拉伸法的基本原理,并给出了各种预紧力的控制方法及其所能达到的精度,对安装和维修有一定的指导意义。
[关键词] 螺栓; 预紧力; 拧紧; 法兰连接 螺栓法兰连接在化工装置中广为应用。
为了保证法兰连接系统紧密不漏、安全可靠地长周期运行,垫片表面必须有足够的密封比压,特别在高温工况下垫片会产生老化、蠕变松弛,法兰和螺栓产生热变形,高温连接系统的密封比常温困难得多,此时螺栓预紧力的施加与控制就显得十分重要,过大或过小的预紧力都会对密封产生不利影响。
螺栓预紧力过大,密封垫片会被压死而失去弹性,甚至会将螺栓拧断;过小的螺栓预紧力又使受压后垫片表面的残余压紧应力达不到工作密封比压,从而导致连接系统泄漏。
因此如何控制螺栓预紧力是生产实际中必须重视的问题。
1 螺栓拧紧方法1.1扭矩拧紧法扭矩拧紧法[1、2]是最常用的螺栓拧紧方法,通过扭矩扳手显示的扭矩值来控制被连接件的预紧力,操作简单、直观。
拧紧螺栓时的拧紧力矩:M=K t Q0d×10-3N m式中:Q0———预紧力,N;K t———计算系数;d———螺栓的公称直径,m m。
Q0=MK t d×10-3N(1)系数K t与螺纹表面及法兰的光洁度、润滑状况、拧紧速度、所用拧紧工具、以及反复拧紧时的温度变化等有关,通常在0.1~0.3之间变化。
K t的变化将导致预紧力Q0也发生较大变化,变化范围大约在40%左右。
所以,如采用扭矩法拧紧螺栓,其计算载荷需要1.3倍最大工作载荷,这必然会造成螺栓直径增大,或数量增加,或提高材质。
这对简化结构、降低成本,减轻其重量都是不利的。
紧固螺丝的技巧
紧固螺丝的技巧包括:
1. 使用正确的工具:选择与螺丝尺寸和型号相匹配的螺丝刀、扳手或扳手套筒等工具,确保能够完全接触和转动螺丝。
2. 保持稳定:将螺丝刀或扳手牢固地握住,以确保不会滑动或打滑。
3. 适当施加力量:根据螺丝的要求,适当施加旋转力量,但不要过度用力,以免损坏或滑脱螺丝。
4. 注意使用角度:尽量将螺丝刀保持与螺丝轴线垂直的角度,以最大程度地减少滑动和打滑的可能性。
5. 螺丝的交叉顺序:在紧固多个螺丝时,可以选择按照对角线或星型的交叉顺序进行,以平衡力量和避免变形。
6. 使用润滑剂:对于较大、紧固力较大或易生锈的螺丝,使用润滑剂可以降低摩擦力并使紧固更容易进行。
7. 检查紧固:紧固完螺丝后,请使用适当的工具检查螺丝的紧固程度,确保每个螺丝都被正确固定在位置上。
8. 注意螺丝材质的选择:螺丝有不同的材质,如钢、铝或塑料等,选择适合应用场景和要求的材质和类型。
注意:在进行任何工作之前,请确保对相关安全设备和操作有足够的了解,并遵循安全指南和操作手册。
紧固件防松措施及防松试验方法、拧紧试验方法 针对螺纹紧固件松动的问题,人们采取各种积极有效的措施,为螺纹紧固件的发展注入新的活力。
从各种标准和文献中可以看到,螺纹紧固件防松技术和防松结构很多,总结起来主要包括摩擦防松、直接锁紧、破坏运动副关系和粘结等几类方法。
(一)摩擦防松1.控制预紧力控制安装预紧力是防止螺纹紧固件松动的经济有效措施之一,这种方法利用螺纹的自锁条件,不需要对螺栓、螺母结构做任何改动,通过保证合适的预紧力来防松。
对于安装控制要求特别高的使用场合,采用直接控制的方法,在安装过程中测量预紧力,并加以控制,目前常用的方法有采用带测力装置的安装机,如液压安装机,对螺栓施加规定的轴向负荷,使其产生弹性变形,在旋紧螺母,完成装配。
也有采用测量螺栓应力或应变形的方法测定预紧力,据此进行安装控制。
一般情况下,直接控制安装预紧力需要使用专门的装置或掌握专门的技术,难予推广。
为了以经济的方法获得满意的预紧力,更多的采取间接测量和控制预紧力的方法,即扭矩控制法。
扭矩控制法通过扭矩系数将预紧力换算成装配扭矩,使用定扭矩或测扭矩装配机或扳手控制装配扭矩,或利用紧固件自身结构保证拧紧扭矩(如扭剪型螺栓连接副),间接达到控制预紧力的目的。
为了达到预期的目的,要求连接副的扭矩系数能预先准确测定,并保证同批零件的扭矩系数离散性不大。
如,GB/T1231-1991中明确规定同批连接副的扭矩系数平均值为 0.110-0.150,扭矩系数标准偏差应小于或乖于 0.001%。
在工程实践中,也有采用转角法、屈服点拧紧法等控制方法的。
2.有效力矩型紧固件有效力矩型紧固件是在普通紧固件结构基础上增加了有效力矩部分,其作用是在连接副中增加一个不随外力变化的阻力矩。
有效力矩部分主要是加在螺母上,在外螺纹上加有效力矩部分的产品比较少见。
全金属有效力矩型锁紧螺母,一类是利用螺母体上螺纹加工完成后螺母体变形,使螺纹发生轴向或径向变形,造成装配时内外螺纹局部出现干涉产生有效力矩,由于受变形量和变形前毛坯变形阻力和几何精度的影响,对加工工艺要求高,有效力矩控制难度大;另一类是将有效力矩部分减薄,收口或开槽后收口,目前国内主要在军工行业使用较多;第三类是在螺母体内嵌入金属弹性元件,装配时外螺纹迫使弹性元件变形,产生有效力矩,这类螺母对弹性元件弹性及嵌件的位置的要求较高,有时会划伤外螺纹表面。
紧固件这个学名听起来冷冰冰的,但是一说螺丝、螺母,大家就觉得很亲切吧,我们生活中要使用的很多物件都缺少不了它的辅助,温州产的螺丝、螺母行业年产值在150亿元以上,是国内三大紧固件生产基地之一。
但眼下不得不面对的现实是,因为内外交困,这些外表坚硬的螺丝、螺母正在遭遇前所未有的“紧张”。
面对行业困惑,1989年出生、半年前刚刚从父辈手中接手企业的温州华固标准件有限公司总经理黄政革写了封信,希望能带着笔者去探寻一下温州紧固件行业的“紧张之源”,以及能够强身健体的“固体之本”。
【紧张之源】
“原地踏步”只能带来恶性循环
据温州晚报报道,“生意很淡!”在温州紧固件市场内,不时有小老板发出这样的感慨,然后就有人跟着一起叹息:“淡,大家都淡!”这是经常跑市场的黄政革今年以来再熟悉不过的场景,因为作为生产商,市场的不景气对他来说就是切肤之痛。
散布在蒲州、状元等城乡接合部、农村的紧固件生产厂家,多数是中小企业,有些还只是在简易棚里生产的小作坊。
多家企业负责人或员工接受温州晚报笔者采访时,都反映这两年企业日子特别不好过,外贸订单减少、劳动力成本上升等是他们说得最多的几个词组。
“行业内抱怨的都是表象,大环境如此,从这个角度来说,大家处于同一平面上。
谁冒上来,谁沉下去,关键是企业自己做什么、怎么做。
”业内人士表示,在国内外经济形势不佳的大环境下,企业不做技术创新、管理提升,就只会原地踏步、待在产业链的底层。
而“原地踏步”企业的“看家本领”就是降价,而这又将导致行业内的恶性竞争,使得整个行业陷入“低小散”状态的恶性循环。
当然,温州紧固件企业并非都处于产业链的最底层,也有企业出类拔萃成为先进典型,比如明泰、君浩、亿力、瑞标等。
温州紧固件行业协会会长、温州广纳五金市场开发有限公司董事长严永光向笔者推介了多家优秀企业的先进做法。
【强身之路】
行业抱团共建亟待政府扶一把
在笔者与黄政革走访多家紧固件企业的一周多时间里,黄政革对明泰的做法十分推崇,并表示明泰就是自己学习的榜样,华固在汽车电瓶上的紧固件生产已经比较专业化了,以后还要在高端化与管理的提升方面多下功夫。
不过,他仍然有个困惑,那么多“低小散”的紧固件企业不可能每家都走明泰这条路,如果这样,是否让紧固件行业组成一个联盟,或者大家共建一个平台共同成长。
黄政革表示,温州紧固件行业不缺贸易平台,上江有“紧固件市场”,黄屿有“标准件国际城”,温州大道文昌路口的“广纳五金装饰市场”也将开业,但还缺少一个规范化的紧固件生产基地和人才培训机构。
河北永年县就创建了“邯郸职工大学”的“紧固件科技学院”,聘请学科内一线教授培训该行业人才,解决了招工难问题,并通过校企合力攻克实际生产中的技术难点。
最近,温州市政府加大了扶工兴贸的力度,严永光表示,行业抱团共建平台是一个方向,但单靠行业协会的力量还不够,很需要政府帮扶一把,从而让温州紧固件行业发挥出集群优势,实现良性发展。
盈丰国际/ vfdmdscsdj128。