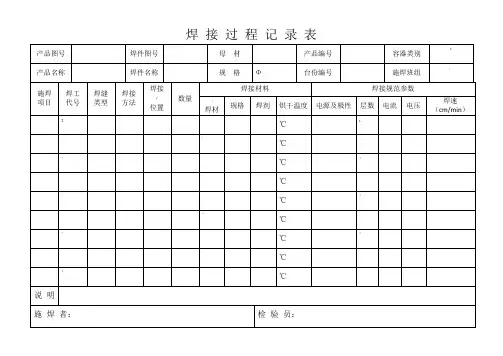
焊接过程记录表
- 格式:doc
- 大小:68.00 KB
- 文档页数:2
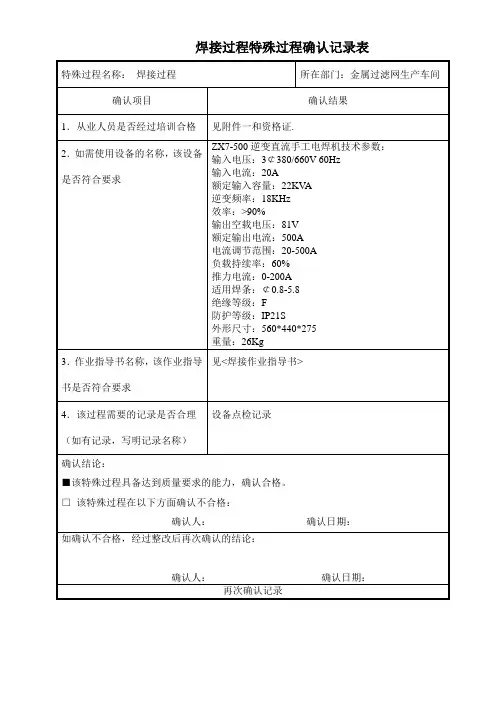
焊接过程特殊过程确认记录表附件一焊工培训记录焊工技能考试理论试题姓名:得分:一、选择题:(每题4个选项,只有1个是正确的,将正确的选项填入括号内,每空2分,共40分)1.焊接是一个( B )A不均匀加热和均匀冷却B不均匀加热和不均匀冷却C均匀加热和不均匀冷却D均匀加热和均匀冷却2.属于压焊的焊接方法有(C )A气焊B氩弧焊C摩擦焊D手工电弧焊3.CO2焊的焊接热源是( B )A乙炔焊B电弧C氩弧D等离子弧4.MZ-1000中的M是含义是(B )A电弧焊机B埋弧焊机C氩弧焊机DCO焊机25.焊条型号E4303中的0是表示焊条适用的焊接位置是( C )A平焊B立焊C全位置D仰焊6.仰焊时不利于熔滴过渡的作用力是( A )A重力B表面张力C电磁力D气体吹力7.在焊接热源作用下,焊件上形成的具有一定几何形状的液态金属称为( C )A焊接接头B焊缝C熔池D渣池8.一般情况下,随电流增加,熔深和熔宽的变化是( A )A熔深增加,熔宽略有增大B熔深不变,熔宽减小C熔深减小,熔宽不变D熔深减小,熔宽减小9.焊接电流是影响( A )的主要因素。
A焊缝熔深B焊缝宽度C焊缝长度D余高10.中厚板对接接头中,最常用的坡口形式中( A )AV型坡口BK型坡口CU型坡口D双U型坡口11.金属材料焊接性的好坏主要决定于材料的( B )A物理性能B化学成分C塑性D强度12.焊接接头根部预留间隙的作用是( B )A防止烧穿B保证焊透C减少应力D避免产生未熔合13.焊接过程中,熔化金属自坡口背面流出,形成穿孔的缺陷叫( B )A凹坑B烧穿C未焊透D焊瘤14.焊接下列金属对Ar纯度要求较高的是( C )A不锈钢B铜及其合金C铝、镁及其合金D低碳钢15.CO2气保焊时应( B )A先引弧后通气B先通气后引弧C先停气后熄弧D先停电后停送丝16.CO2气体保护焊时,如果气体保护层被破坏,则是产生( C )气孔。
ACO B H2CN2BCO217.对金属材料焊接性没有影响的因素是( D )A材料因素B工艺因素C结构使用条件D焊工技术水平18.碳当量为( D )时,钢材的焊接性优良。
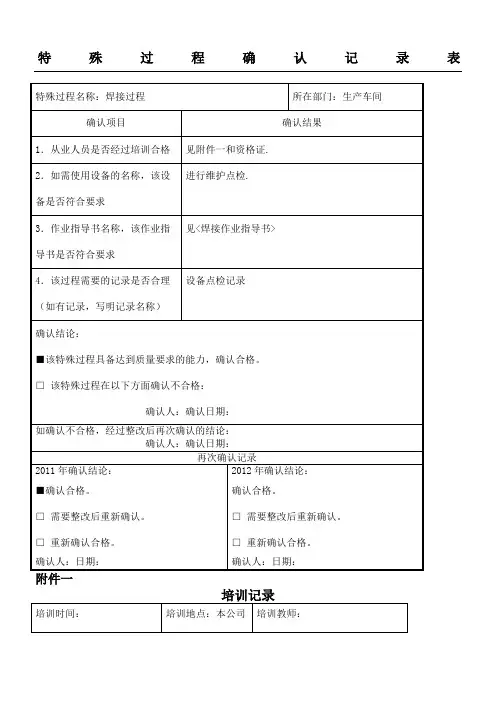
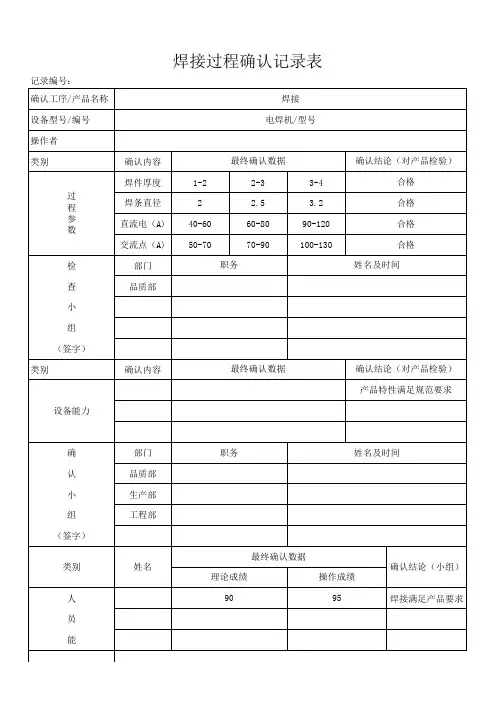
焊接过程特殊过程确认
记录表
文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]
特殊过程确认记录表
附件一
焊接工上岗考核试卷
姓名:得分:
问答题:第5和9题每题各15分,其他每题10分.
一、焊接机在开机之前要检查哪些事项?
二、如何对机器进行清理?
三、操作过程中要注意哪些安全事项?
四、如何对不同的产品进行标识别?
五、怎么判断产品是符合客户要求的?你在操作的过程中多如何去做了?
六、发生品质问题是如何处理的?
七、机器的日常保养都要做哪些工作?
八、关闭机器后要确认哪些事项?
九、解释什么是5S,以及作好5S的好处?。
. . .. . .
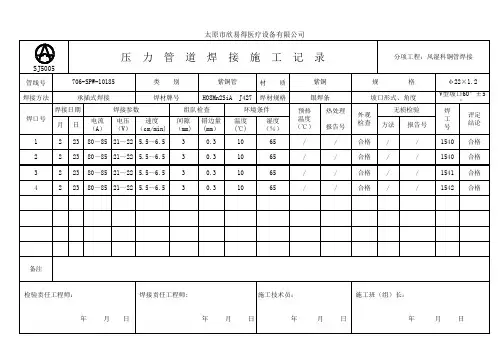
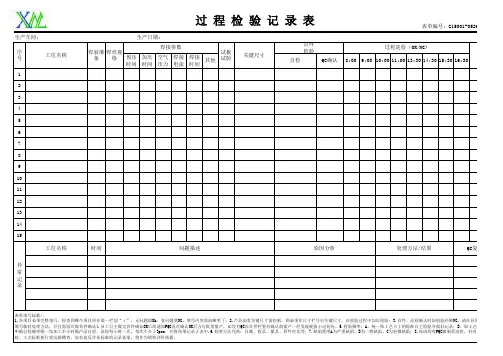
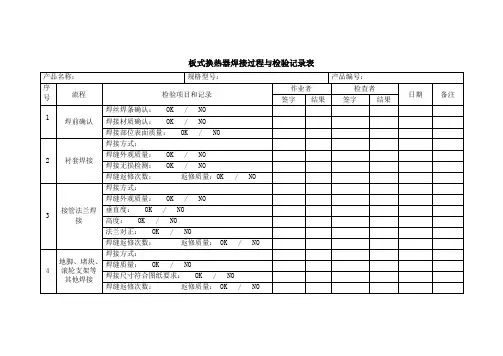
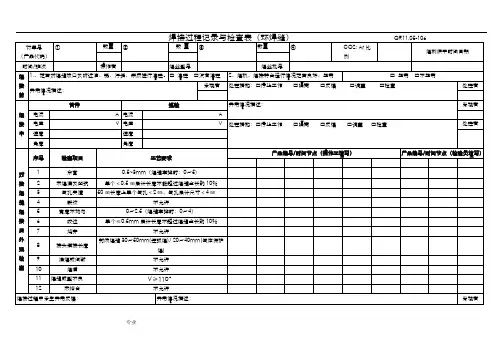
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。
金属焊接工艺参数记录表
1. 引言
本记录表用于记录金属焊接工艺参数,以便对焊接过程进行记录和分析。
2. 工艺参数
焊接工艺参数是指在金属焊接过程中影响焊缝形成和质量的各种参数。
以下是常见的焊接工艺参数:
- 焊接电流:焊接过程中通过焊接电极传递的电流。
- 焊接电压:焊接过程中电极与工件之间的电压差。
- 焊接速度:焊接过程中焊枪移动的速度。
- 焊接时间:焊接过程中的焊接时间。
- 焊接气体流量:焊接过程中使用的保护气体的流量。
3. 记录表格
4. 结论
根据上述记录表格可以看出,焊接工艺参数对焊接结果评价有着重要影响。
合格的焊接工艺参数能够产生良好的焊缝质量,而不合格的焊接工艺参数可能导致焊接缺陷。
5. 建议
为了提高焊接质量,我们建议进行以下改进:
- 对每一次焊接过程进行仔细记录,包括焊接日期和具体的工艺参数。
- 在焊接过程中严格控制焊接电流和电压,确保其在规定范围内。
- 根据记录分析结果,及时调整焊接工艺参数,以达到合格的焊缝质量。
6. 参考。