第一章第二节焊丝的熔化和熔滴过渡
- 格式:ppt
- 大小:5.45 MB
- 文档页数:46

第二章焊丝的熔化及熔滴过渡熔化极电弧焊的焊丝(条)具有两个作用:一是作为电极并与工件之间产生电弧;另是本身被加热熔化并作为填充金属过渡到熔池中去。
焊丝(条)的熔化及熔滴过渡,是熔化极电弧焊接过程中的重要物理现象,熔滴过渡方式及特点将直接影响焊接质量和生产效率。
第一节焊丝的加热与熔化一、焊丝的加热与熔化特性熔化极电弧焊时焊丝(条)的熔化主要是靠阴极区(正接)或阳极区(反接)所产生的热量,中括号焊接情况下,UK >> UW所以Pk>PA,这时,在同一材料和同一电流情况下,焊丝(条)为阴极(正接)时的产生热量要比为阳极(反接)时多。
因散热条件相同,所以焊丝(条)接负时比焊丝(条)接正时熔化快。
焊丝除了受电弧的加热外,在自动和半自动焊时,从焊丝与导电嘴的接触点到焊丝端头的一段焊丝(即焊丝伸出长度用表示)有焊接电流流过,所产生电阻热对焊丝有预热作用,从而影响焊丝的熔化速度(图2-1)。
特别是焊丝比较细和焊丝金属的电阻系数比较大时(如不锈钢),这种影响更为明显。
焊丝伸出长度的电阻热为:P R=I2RsRs=PLs/S (2-4)式中 Rs----为Ls段的电阻值;P-----焊丝的电阻率;Ls----焊丝的伸出长度;S----焊丝的断面积。
材料不同时,焊丝伸出长度部分产生的电阻热也不同。
如熔化极气体保护焊时,通常Ls=10~30mm,对于导电良好的铝和铜等金属,PR 与PA或PK相比是很小的,可忽略不计。
而对钢和钛等材料,电阻率高。
当伸出长度较大时PR 与PA或PK相比较大才有重要的作用。
)来表这是mα弧长较长时,电弧电压的变化对焊丝熔化速度影响不大;但在弧长较短的范围内,电弧电压降低,反而使得焊丝熔化速度增加。
在铝合金焊接时这种现象特别明显,图2-4a中的各条曲线,表示了直径为φ1.6mm铝合金焊丝等速送进时的熔化速度与电弧电压及电流的关系。
由图中可见,当弧长较长时,曲线AB段段与横轴垂直,此时的焊丝送进速度与熔化速度相平衡,焊丝的熔化速度主要决定于电流的大小。
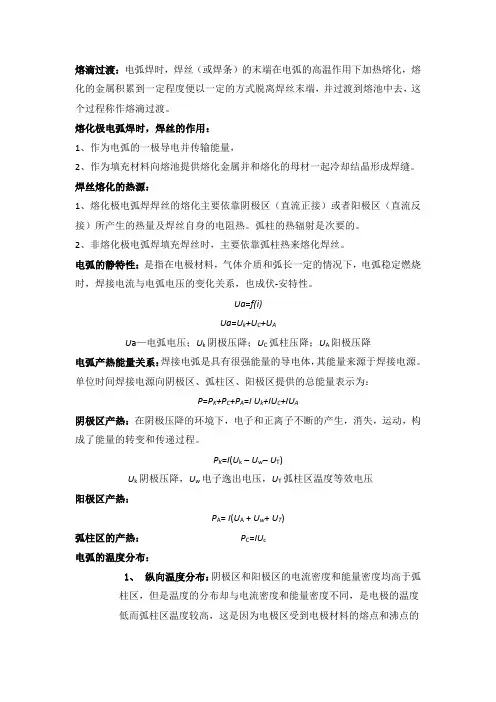
熔滴过渡:电弧焊时,焊丝(或焊条)的末端在电弧的高温作用下加热熔化,熔化的金属积累到一定程度便以一定的方式脱离焊丝末端,并过渡到熔池中去,这个过程称作熔滴过渡。
熔化极电弧焊时,焊丝的作用:1、作为电弧的一极导电并传输能量,2、作为填充材料向熔池提供熔化金属并和熔化的母材一起冷却结晶形成焊缝。
焊丝熔化的热源:1、熔化极电弧焊焊丝的熔化主要依靠阴极区(直流正接)或者阳极区(直流反接)所产生的热量及焊丝自身的电阻热。
弧柱的热辐射是次要的。
2、非熔化极电弧焊填充焊丝时,主要依靠弧柱热来熔化焊丝。
电弧的静特性:是指在电极材料,气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流与电弧电压的变化关系,也成伏-安特性。
Ua=f(i)Ua=U k+U C+U AU a—电弧电压;U k阴极压降;U C弧柱压降;U A阳极压降电弧产热能量关系:焊接电弧是具有很强能量的导电体,其能量来源于焊接电源。
单位时间焊接电源向阴极区、弧柱区、阳极区提供的总能量表示为:P=P K+P C+P A=I U k+IU C+IU A阴极区产热:在阴极压降的环境下,电子和正离子不断的产生,消失,运动,构成了能量的转变和传递过程。
P K=I(U k– U w– U T)U k阴极压降,U w电子逸出电压,U T弧柱区温度等效电压阳极区产热:P A= I(U A + U w+ U T)弧柱区的产热:P C=IU c电弧的温度分布:1、纵向温度分布:阴极区和阳极区的电流密度和能量密度均高于弧柱区,但是温度的分布却与电流密度和能量密度不同,是电极的温度低而弧柱区温度较高,这是因为电极区受到电极材料的熔点和沸点的限制,而弧柱区中的气体和金属蒸气不受这一限制,而且气体介质的导热性能不如金属电极好,热量的散射相对较少,故而有较高的温度。
一般来讲,阴极因为要发射电子消耗能量较多,故温度比阳极低一些,阴极温度为2200~3500k,而阳极温度为2400~4200K。
目录-----------------------------------------------------------------------------------------------------------------------------------第一章焊接基础一、焊接及其在现代工业中的地位二、焊接方法分类第二章电弧焊工艺基础一、焊接电弧二、焊丝的熔化和熔滴过渡三、焊缝成形和焊接工艺参数四、熔化极氩弧焊五、非熔化钨极氩弧焊变更记录:第一章安全第二章焊接基础一、焊接及其在现代工业中的地位1.焊接的概念焊接是指通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到结合的一种方法。
被结合的焊件可以是各种同类的或不同类的金属、非金属(石墨、陶瓷、塑料等),也可以是金属与非金属。
但是,目前工业中应用最普遍的还是金属件的结合。
2.焊接在现代工业中的地位在现代工业中,金属是不可缺少的重要材料。
在工业产品的制造过程中,需要把各种加工好的零件按设计要求连接起来制成产品。
工业生产中,采用的连接方法主要有可拆连接和不可拆连接两大类。
螺钉、键、销钉等的连接方式属于可拆连接,通常用于零件的装配和定位。
铆接、焊接和粘接等连接方式属于不可拆连接,通常用于金属结构和零件的制造中。
焊接方法不但易于保证焊接结构等强度的要求,而且相对工艺简单,加工成本比较低廉,得到广泛的应用和飞速发展。
焊接技术的发展水平是衡量一个国家科学技术先进程度的重要标志之一,没有现代焊接技术的发展,就不会有现代工业和科学技术的今天。
二、焊接方法分类目前,在工业生产中应用的焊接方法已达百余种,根据他们的焊接过程特点,可将焊接分为熔焊、压焊、钎焊三大类。
熔焊,是将待焊处的母材金属熔化以形成焊缝的焊接方法。
按所使用热源的不同,熔焊可分为电弧焊、气焊、铝热焊、电渣焊、电子束焊、激光焊等。
压焊,是在焊接过程中,必须对焊件施加压力(加热或不加热),以完成焊接的方法。
《焊接工程基础》知识要点复习第一章电弧焊基础知识及第二章焊丝的熔化和熔滴过渡一焊接的概念:通过适当的物理化学过程(加热或者加压,或者两者同时进行,用或不用填充材料)使两个分离的固态物体产生原子(分子)间结合力而连接成一体的连接方法。
二电弧的概念:电弧是在一定条件下电荷通过电极间气体空间的一种导电过程,或者说是一种气体放电现象。
三电弧中带电粒子的产生:电弧是由两个电极和它们之间的气体空间组成。
电弧中的带电粒子主要依靠两电极之间的气体电离和电极发射电子两个物理过程所产生的,同时也伴随着解离、激励、扩散、复合、负离子的产生等过程。
四电离与激励(一)电离:在一定条件下中性气体分子或原子分离为正离子和电子的现象称为电离.电离的种类: 1 .热电离:高温下气体粒子受热的作用相互碰撞而产生的电离称为热电离。
2. 电场电离:带电粒子从电场中获得能量,通过碰撞而产生的电离过程称为电场作用下的电离。
3.光电离: 中性粒子接受光辐射的作用而产生的电离现象称为光电离。
(二)电子发射:金属表面接受一定的外加能量,自由电子冲破金属表面的约束而飞到电弧空间的现象.1、热发射金属表面承受热作用而产生的电子发射现象.热阴极:W、C 电极的最高温度不能超过沸点;冷阴极:Fe,Cu,Al,Mg等。
影响因素:温度、材质、表面形态2、电场发射:当金属表面空间存在一定强度的正电场时,金属内的自由电子受此电场静电库伦力的作用,当此力达到一定程度时,电子可飞出金属表面,这种现象称电场发射。
对低沸点材料,电场发射对阴极区提供带电粒子起重要作用。
影响因素:温度、材质、电场大小3、光发射:当金属表面接受光辐射时,也可使金属表面自由电子能量增加,冲破金属表面的约束飞到金属外面来,这种现象称为光发射。
4、粒子碰撞发射:高速运动的粒子(电子或离子)碰撞金属表面时,将能量传给金属表面的自由电子,使其能量增加而跑出金属表面,这种现象称为粒子碰撞发射。
在一定条件下,粒子碰撞发射是电弧阴极区提供导电所需电子的主要途径。