熔化极CO2焊接过程熔滴过渡2
- 格式:doc
- 大小:1.28 MB
- 文档页数:5
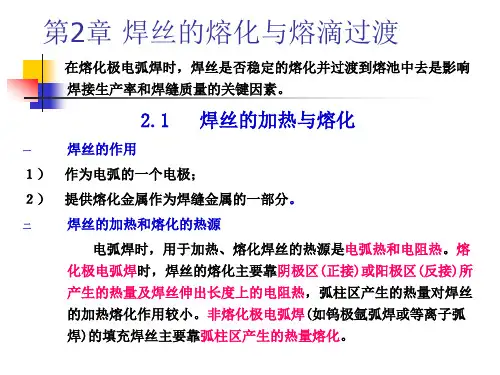

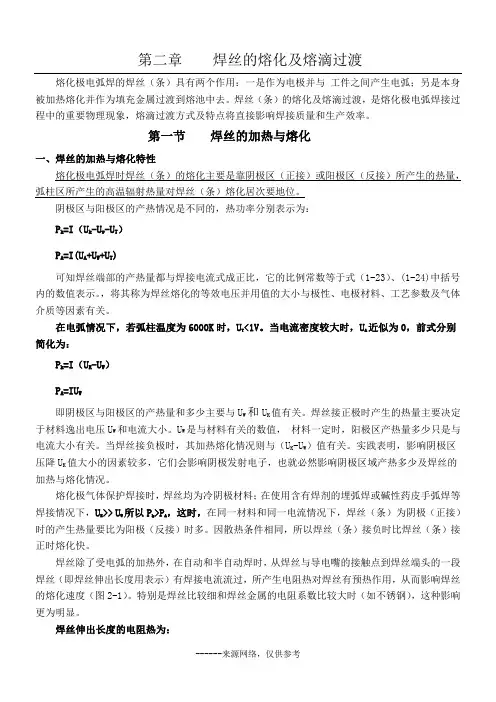
第二章焊丝的熔化及熔滴过渡熔化极电弧焊的焊丝(条)具有两个作用:一是作为电极并与工件之间产生电弧;另是本身被加热熔化并作为填充金属过渡到熔池中去。
焊丝(条)的熔化及熔滴过渡,是熔化极电弧焊接过程中的重要物理现象,熔滴过渡方式及特点将直接影响焊接质量和生产效率。
第一节焊丝的加热与熔化一、焊丝的加热与熔化特性熔化极电弧焊时焊丝(条)的熔化主要是靠阴极区(正接)或阳极区(反接)所产生的热量,中括号焊接情况下,UK >> UW所以Pk>PA,这时,在同一材料和同一电流情况下,焊丝(条)为阴极(正接)时的产生热量要比为阳极(反接)时多。
因散热条件相同,所以焊丝(条)接负时比焊丝(条)接正时熔化快。
焊丝除了受电弧的加热外,在自动和半自动焊时,从焊丝与导电嘴的接触点到焊丝端头的一段焊丝(即焊丝伸出长度用表示)有焊接电流流过,所产生电阻热对焊丝有预热作用,从而影响焊丝的熔化速度(图2-1)。
特别是焊丝比较细和焊丝金属的电阻系数比较大时(如不锈钢),这种影响更为明显。
焊丝伸出长度的电阻热为:P R=I2RsRs=PLs/S (2-4)式中 Rs----为Ls段的电阻值;P-----焊丝的电阻率;Ls----焊丝的伸出长度;S----焊丝的断面积。
材料不同时,焊丝伸出长度部分产生的电阻热也不同。
如熔化极气体保护焊时,通常Ls=10~30mm,对于导电良好的铝和铜等金属,PR 与PA或PK相比是很小的,可忽略不计。
而对钢和钛等材料,电阻率高。
当伸出长度较大时PR 与PA或PK相比较大才有重要的作用。
)来表这是mα弧长较长时,电弧电压的变化对焊丝熔化速度影响不大;但在弧长较短的范围内,电弧电压降低,反而使得焊丝熔化速度增加。
在铝合金焊接时这种现象特别明显,图2-4a中的各条曲线,表示了直径为φ1.6mm铝合金焊丝等速送进时的熔化速度与电弧电压及电流的关系。
由图中可见,当弧长较长时,曲线AB段段与横轴垂直,此时的焊丝送进速度与熔化速度相平衡,焊丝的熔化速度主要决定于电流的大小。

影响熔化极氩弧焊焊缝成形的因素影响熔化极氩弧焊焊缝成形的因素熔化极氩弧焊是得用氩气或富氩气体作为保护介质,以燃烧于焊丝工件之间的电弧作为热源的电弧焊。
利用氩气或氩气与氦气的混合气体作保护气体时,称熔化级惰性气体保护焊,简称MIG(Metal Inert Gas Welding)焊;利用氩气+氧气,氩气+二氧化碳,或氩气+二氧化碳+氧气等作保护气体时,称活性气体保护焊,简称MAG(Metal Active Gas Welding)焊。
一,熔化极氩弧焊熔滴过渡对焊缝成形的影响MIG焊熔滴过渡形态可以分为短路过渡,喷射过渡,亚射流过渡,脉冲过渡等,依据材质,焊件尺寸,焊接姿势而使用。
1.短路过渡MIG焊熔滴短路过程与二氧化碳电弧焊熔滴短路过渡是相同的,也是使用较细的焊丝在低电压,小电流下产生的一种可得用的熔滴过渡方式,区别在于MIG焊熔滴短路过渡是在更低的电压下进行并且过渡过程稳定,飞溅少,适合进行薄板高速焊接或窨位置焊缝的焊接。
其特点是采用小电流和低电压焊接时,熔滴在未脱离焊丝端头前就与熔池直接接触,电弧瞬时熄灭短路,熔滴在短路电流产生的电磁收缩力用液体金属的表面张力作用下过渡到熔池中。
短路过渡形式的电弧稳定,飞溅较小,成形良好,不过熔深较浅。
2.喷射过渡MIG焊接熔滴喷射过渡主要用于中等厚度和大厚度板水平对接和水平角接。
MIG电弧能够产生熔滴喷射过渡的原因是电弧形态比较扩展。
MIG焊一般采用焊丝为阳极,而把焊丝接负或采用交流的较少。
其原因有两项,一是要充分利用电弧对母材的清理作用,另一原因是为了使熔滴细化,并且能形成平稳过渡。
在小电流时,由于电磁拘束力小,熔滴主要受重力的作用而产生过渡,其颗粒较焊丝直径更大。
这种焊接过渡工艺形成的焊缝易出现熔合不良,未焊透,余高过大等缺陷,因此在实际焊接中一般不用。
当增大电流后,电极前端被削成尖状,熔滴得以细颗粒化,这时的熔滴过渡形态称作“喷射过渡”。
1)射滴过渡射滴过渡时的电弧是钟罩形。
对不同熔滴过度形式比较,包括形成条件,熔滴过度过程的不同特点,应用等内容。
一、熔滴过渡的分类:①自由过渡(Free Flight),是指熔滴脱离焊丝末端前不与熔池接触,脱离焊丝后经电弧空间自由飞行进入熔池的一种过渡形式。
包括:颗粒过渡(包括大颗粒过渡、排斥过渡和细滴过渡)、喷射过渡(包括射滴过渡、亚射流过渡、射流过渡和旋转射流过渡)和爆炸过渡。
②接触过渡(Bridging Transfer),是通过焊丝末端的熔滴与熔池表面接触成桥而过渡的。
包括:短路过渡和搭桥过渡。
③渣壁过渡(Slag Guiding Transfer),包括:沿渣壳过渡和沿药皮筒过渡。
二、形成条件、特点和应用①大颗粒过渡:高弧压、小电流,重力克服表面张力作用,电弧稳定性和焊接质量比较差,可用于高电压、小电流MIG焊。
②排斥过渡:弧根小,电流较大,斑点压力大,高电压较大电流CO2气体保护焊,直流正接时,斑点压力很大,CO2、MIG都有明显的大颗粒排斥过渡③细滴过度:高弧压,更大电流,电流比较大,电磁收缩力增大,表面张力作用减小,熔滴存在的时间短,熔滴细化,过渡频率增加,电弧稳定性比较高,飞溅少,焊缝质量高;CO2细丝较大电流。
④射滴过度:熔滴直径达到与焊丝直径相近时,电弧力使之脱离焊丝端头,并快速通过电弧空间,向熔池过渡的形式。
形成条件:钢焊丝脉冲MIG焊、铝焊丝MIG焊,电流必须达到一定的临界值,过渡形式才会从滴状过渡变为射滴过渡。
射滴过渡特点:斑点力和重力促进熔滴过渡;表面张力阻碍熔滴过渡;飞溅小,成型好;电流有临界值,且电流区间窄;电弧成钟罩型。
⑤射流过度:熔滴呈细小颗粒,沿焊丝的铅笔尖状的端部以喷射状态快速通过电弧空间向熔池过渡的形式。
获得射流过渡的条件是采用纯氩或富氩保护气氛,直流反极性接法,除了保持高弧压(长弧)外,还必须使焊接电流大于某临界值。
电弧从熔滴的根部扩张到颈缩的根部射流过渡特点:跳弧;铅笔尖状;锥形电弧;等离子流力;指状熔深;电弧平稳,飞溅小;电流有临界值。
熔化极CO2焊接过程熔滴过渡
成型二班
一、实验目的
通过实验了解CO2气体保护焊设备的组成,熟悉CO2气体保护操作过程和焊接规范调整方法,对几种典型熔滴过渡的形成条件及其对焊缝成形和焊接飞溅的影响有更深入的了解。
二、概述
在熔化极气体保护电弧焊接方法中,惰性气体保护焊(MIG焊)和二氧化碳气体保护焊(CO2焊)占有重要地位。
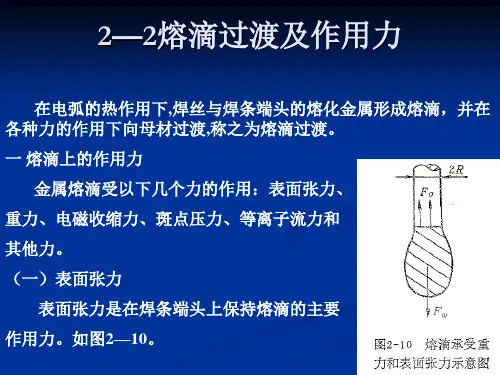
在熔化极电弧焊过程中,焊丝端部金属受热熔化形成熔滴,并在多种力联合作用下向熔池过渡。
熔滴过渡(Metal Transfer)对焊接过程稳定性、焊缝成形、焊接飞溅等有显著影响。
在不同的弧焊工艺条件下,化极气体保护焊熔滴过渡呈现不同的形式:
自由过渡一一熔滴经电弧空间飞行至熔池,焊丝端部与熔池不发生直接接触;
接触过渡一一焊丝端部熔滴与熔池表面发生触进而过渡;
在细丝小电流低电压CO2焊接过程中,短路过渡是典型的熔滴过渡方式,属于接触过渡类型。
短路过渡CO2焊接的规范参数参见表2-1和图2-1。
在焊接过程中,不断重复燃弧、短路、液桥收缩和熔滴过渡、电弧复燃几个阶段,如图2-2所示。
当电弧电压较高时,焊丝端部熔化后不能接融到熔池形成短路,熔滴长大,电弧力的作用使熔滴产生大滴排斥过渡。
表2-1 低碳钢CO2焊短路过渡焊接规范参数
序号焊丝直径/mm 电弧电压/V 焊接电流/A
1 0.8 18 100-110
2 1.2 19 120-135
3 1.6 20 140-180
三、实验系统
1)熔化极气体保护电弧焊设备
熔化极气体保护电弧焊接实验系统由弧焊电源、送丝机构、供气系统、焊枪、防止被焊工件的移动工作台等几部分组成,如图2-3所示。
选用全数字熔化极气体保护电弧焊机(可焊材料:碳钢、不锈钢;适用直径:12/1.4/1.6mm;弧焊电源输出特性:恒压;输出电压可调范围17-41V;额定输出电流:500A)。
图2-3 熔化极气体保护电弧焊基本装置示意图
2)弧焊过程波形/数据采集系统
波形采集系统如图2-4所示。
实验者可以从示波器面上直接实时观察熔滴过渡的波形,也可用计算机存储过渡电压电流参数,离线观察。
图2-4 熔化极电弧焊接过程波形采集系统原理示意图
四、实验内容
1)了解熔化极气体保护电弧焊接设备的构成以及熔滴过渡波形检测系统工作原理。
2)按照表2-2给定的规范进行焊接,观察和铯康焊接过程中有关数据和、波形,如电弧电压、焊接电流和电弧电压波形等。
3)实际比较不同形式熔滴过渡的形成条件以及熔滴过渡对焊缝成形和焊接飞溅的影响。
表2-2 焊接电流保持基本不变、变换焊接电压
电压16V 18V 20V 24V 26V 30V 电流120A 120A 120A 120A 120A 120A 频率 4.16 4.16 4.16 4.16 4.16 3.57
五、实验仪器设备及材料
1)YD-500SV C02气体护焊机1台
2)计算机数据采集系统;计算机及相应的软硬件
3)TDS3012B数字式示波器1台
4)φ1.2mmH08Mn2Si焊丝
5)CO2气体1瓶,预热减压流量计1只
六、实验步骤
1)根据本实验思考题,查阅相关参考资料,预习实验内容,指定实验计划。
2)认真读本实验安全操作注意事项并切实执行。
3)熟悉实验設备和采集系玩,了解技术原理和操作规程,将波形采集系统按照图2-4接好线。
4)按照制定的计划进行熔化极CO2,弧焊实验过焊接系统调整规范参数并记录表观显示值,通过数字示波器观察和存储焊接电流和焊接电压波形。
5)在实验中注意观察比较不同焊接过程产生的飞溅状况,焊后注意了解认识熔滴过渡对焊缝成形的影响规律。
七、安全操作注意事项
1)实验前应预先了解实验仪器设备结构和安全操作要领。
2)实验中必须谨慎操作,注意避免触电等安全事故发生。
3)燃弧焊接时必须佩带焊接面罩并穿好工作服装,、以免弧光刺伤眼睛和灼烧皮肤。
八、实验报告要求
1)总结熔化极C02弧焊实验数据,并分析指出焊接规范参数对熔短路过渡频率计焊接过程稳定性的影响。
大电流区和小电流区飞溅都较小,而介于两者之间则飞溅率较大。
所以选择电流时应避开飞溅率较高的电流区域。
电流选择好后再匹配适当的电压,以保证飞溅量最小
2)比较不同熔滴过渡方式对焊缝成形和焊接飞溅的影响。
细粒自由过渡时产生飞溅的原因有二:其一,是由冶金反应引起的飞溅,焊接过程中CO2 在电弧高温作用下,易分解为一氧化碳和氧,使电弧气氛具有很强的氧化性。
熔滴和熔池中的碳氧化成CO,CO在焊接条件下不溶于金属,也不与金属发生反应,在电弧高温作用下,体积急速膨胀,压力迅速增大,使熔滴和熔池金属产生爆破,从而产生大量飞溅。
短路电流增长速度过快,会使液态小桥处的液体金属在电磁收缩力的作用下急剧收缩。
随着电流的增加和短路小桥直径的减小,短路小桥被高速增长的电流急剧加热(焦耳-愣次热),进而导致液态小桥急剧膨胀汽化发生爆炸。
由于短路小桥在熔滴下方,爆炸力排斥熔滴向熔池过渡,引起较多的细颗粒金属飞溅
九、思考题
1)熔化极CO2焊接方法的特点和适用范围。
1)焊接生产率高。
由于焊接电流密度较大,电弧热量利用率较高,以及焊后不需清渣,因此提高了生产率。
CO2焊的生产率比普通的焊条电弧焊高2~4倍。
2)焊接成本低。
CO2气体来源广,价格便宜,而且电能消耗少,故使焊接成本降低。
通常CO2焊的成本只有埋弧焊或焊条电弧焊的40%~50%3)焊接变形小。
由于电弧加热集中,焊件受热面积小,同时CO2气流有较强的冷却作用,所以焊接变形小,特别适宜于薄板焊接。
4)焊接品质较高。
对铁锈敏感性小,焊缝含氢量少,抗裂性能好。
5)适用范围广。
可实现全位置焊接,并且对于薄板、中厚板甚至厚板都能焊接。
6)操作简便。
焊后不需清渣,且是明弧,便于监控,有利于实现机械化和自动化焊接
O2焊主要用于焊接低碳钢及低合金钢等黑色金属。
对于不锈钢,由于焊缝金属有增碳现象,影响抗晶间腐蚀性能。
所以只能用于对焊缝性能要求不高的不锈钢焊件。
此外,CO2焊还可用于耐磨零件的堆焊、铸钢件的焊补以及电铆焊等方面
2)几种典型熔滴过渡形成机理和工艺条件。
短路过度:使受电弧热熔化的消耗电极(焊条)前端与母材熔池短路,边重复进行燃弧,短
路熔滴边过渡的形态叫短路过渡式,这种形式在CO2焊接与MIG焊接的小电流,低电压区焊接时尤为显著,被应用于熔深较浅的薄板焊接。
电极前端的熔融部分逐渐变成球状并增大形成熔滴,与母材熔池里的熔融金属相接触,借助于表面张力向母材过渡。
自由过渡:焊接电流较小时,熔滴的直径大于焊丝直径,当熔滴的尺寸足够大时,主要依靠重力将熔滴缩短拉断,熔滴落入熔池,熔滴的这种过渡形式称为滴状过渡。
喷射过渡:熔滴呈细小颗粒并以喷射状态快速通过电弧空间向熔池过渡的形式,称为喷射过渡,喷射过渡可分为射滴过渡和射流过渡两种形式。
熔化极电弧焊弧长自动控制和焊接规范参数调节原理。
电弧电压反馈自动调节又称为均匀调节。
当弧长波动而引起焊接规范偏离原来的稳定值时,是利用电弧电压作为反馈量,并通过一个专门的自动调节装置,强迫送丝速度发生变化。
例如:弧长增加,电弧电压就增大。
通过反馈使送丝速度相应的增加,从而强迫使弧长恢复到原来的长度,以保持焊接规范参数稳定。