杭州大天10B系统加工中心调试及操作说明
- 格式:pdf
- 大小:411.74 KB
- 文档页数:19
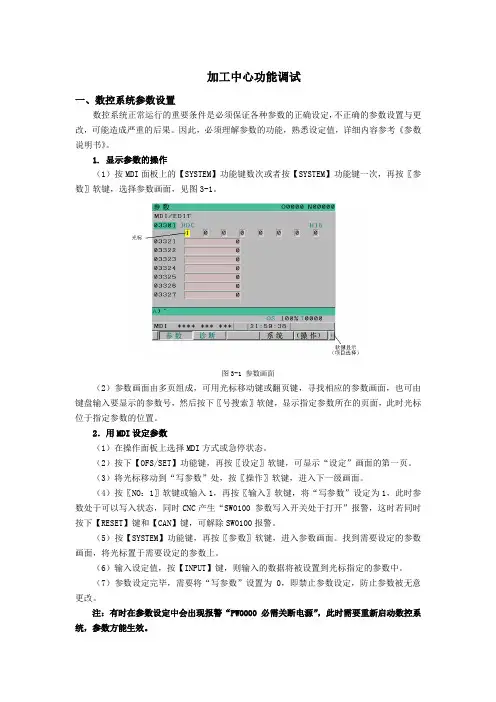
7
SYNTEC
M52
刀盘推出
M53
刀盘退回
M99
程式返回
新代技术文件 刀盘推出,自动换刀时动作流程的动作之一,建议不要写入加工程式中 刀盘退回,自动换刀时动作流程的动作之一,建议不要写入加工程式中 系统核心处理 M_code ,非梯形图处理 ,程式执行遇 M99 即结束并跳回程 序首行继续执行
4.M_code 动作限制与保护 关于非梯形图执行的 M_code ,为程序执行流程控制,不执行机床的相关运行动作,所以不需要作出限制和保护。 但是对于梯形图处理的 M_code 动作,执行相关运行动作,当执行不当时可能发生危险,所以需要作出限制和保护。 (1)M03-主轴正转
新代科技 2010
新代技术文件 6
SYNTEC 011 012 013 014 015
主轴定向 刀盘反转 刀盘推出 刚性攻牙 刀盘退回
016
冲屑
017
018
019
020
021
022
023
024
025
026
027
028
029
030
031
NO NO NO NO NO 第二块输入端子板 TB16OUT-2(对应系统 Y2 口) NO
该指令可使主轴作顺时钟方向旋转,与 S_code 一起使用,让主轴依设定转速作顺时钟方向旋转。 当执行 M03 指令时,系统根据参数 3401(主轴转速检测 <0:延时 0.1S =0:不检测 >0:百分比)的设定,确定该 指令是否执行完毕。 当 Pr3401 的值大于 0 即以该值的百分数为检测基准(±Pr3401%),实际转速与目标转速偏差在±Pr3401%值之 内,M03 指令执行完毕(例如 Pr3401 设定位 5,那么执行 M03S1000 指令时,当主轴转速到达 1000RPM 的±5%转 速偏差范围即 950~1050RPM 内,系统认为 M03 执行执行完毕)。 当 Pr3401 的值小 0 即以该值的绝对值的 0.1S 为单位执行延时(不检测转转速),主轴启动正转并保持正转 Pr3401*0.1S 的时间,系统认为 M03 指令执行完毕(例如 Pr3401 设定位-10,那么执行 M03S1000 指令时,当主轴正 转启动并保持 10*0.1S=1S,系统认为 M03 执行执行完毕)。 当 Pr3401 的值等于 0,系统不检测主轴转速,不延时,并认 M03 执行完成。 当 Pr3401 的值大于 0 即以该值的百分数为检测基准(±Pr3401%),主轴保持 M03 正转运行时,主轴转速不在 基准范围内(当 Pr3401 设为 5 时,即主轴正常转速范围是目标转速的 95%~105%)并保持 5S,即触发“主轴转速不 正常警报”,暂停执行程式,主轴停止运转,复位可解除。 (2)M04-主轴反转 该指令可使主轴作逆时钟方向旋转,与 S_code 一起使用,让主轴依设定转速作逆时钟方向旋转。 保护和检测见 M03 说明,并与其保持一致。 (3)M05-主轴停止 解除主轴正转或反转。 (4)M06-准备换刀 与 T_code 同行书写,用与换刀(亦可直接使用 T_code) 其作用位保持一贯的编程习惯 (5)M08-切削液开启 开启切削液并保持开启状态。面板切削液启停按键或者 M09 解除。 (6)M09-切削液关闭 关闭切削液。 (7)M19-主轴定向 启动主轴定向,用于自动换刀时主轴的换刀角度定位。面板主轴定向按键或者主轴控制按键(正转,反转,停 止,定向)均可解除。 (8)M29-主轴定向(用于刚性攻牙) 刚性攻牙时启动主轴定向,以保证多次重复攻牙时的攻牙主轴起点角度一致。一般在刚性攻牙 G84 的前行书写 M29S___,以确定攻牙起始角度和转速。
开启和关闭切削液
启动排屑机正转
启动排屑反正转
只有在手动模式下,该按键功能才能执行
只有在手动模式下,该按键功能才能执行
只有在手动模式下,该按键功能才能执行
开启和关闭手轮模拟功能
新代科技 2010
4
SYNTEC I95/O95
I96/O96
I97/O97
I98/O98
I100/I101/I1 02/I103
新代技术文件
3.M_code 动作序列
序列号 执行功能
M00
单节停止(B-stop)
M01
选择停止(B-stop)
M02
程序结束
M03
主轴正转
M04
主轴反转
M05
主轴停止
M06
换刀准备
M08
切削液开启
M09
切削液关闭
M19
主轴定向
M29
主轴定向(刚性攻牙时使
用)
M30
程式结束并倒转
M50
松刀
M51
夹刀
手动快速进给
手动以快速进给速度进给(点动执行,按住有效,松开无 效) 轴向选择结合 X/Y/Z/A 轴的按键
新代科技 2010
3
SYNTEC I81/O81 I82/O82 I83/O83 I84/O84 I85/O85
I86/O86
I87/O87 I88/O88 I89/O89 I90/O90 I91/O91 I92/O92 I93/O93 I94/O94
新代科技 2010
1
SYNTEC 1.面板按键说明 该系统面板配置为 SK4-M 面板,其按键分布如下图所示
新代技术文件
按键功能列表
按照 I/O 点位序列排布
(I 指面板按键输入点位,O 点指面板按键指示灯输出点位)
I/O 点位序列 按键标识 功能
备注
I64/O64
冲屑
开启和关闭冲屑
I65/O65 I66/O66
单节停止 选择跳跃 主轴正转 主轴停止
新代技术文件 开启改功能,程式中遇到 M01,系统即停止(B-stop)
开启改功能,程式中遇到“/”(反斜杠)即会跳过不执行 关闭该功能,程式中遇到“/”(反斜杠)依然执行
主轴正向运转启动 注1
停止主轴运转 注1
切削(手动,寸动)进给倍率
I104/I105/I1 06
手轮模式
手轮进给模式
自动执行模式
在该模式下可启动加工
单击执行
单节执行加工程式,每执行一个程式单节(一行程式)即 停止(B-stop)
工作灯
开启和关闭工作灯
主轴反转 主轴定向 刀盘推出 刀盘退停止键或者主轴正转键可解 除反转 注1 主轴定向到主轴换刀角度(镗孔退刀主轴角度),按主轴正 转,反转和停止键,主轴定向键可解除定向 注1 该按键功能只有在开启手动调整刀库(参数 3407 设为 1) 时才能执行。刀库推出时必须把 Z 轴抬到换刀位置以上, 主轴无刀,主轴定向三个条件 注1 该按键功能只有在开启手动调整刀库(参数 3407 设为 1) 时才能执行。刀库退回时必须把 Z 轴抬到换刀位置以上, 主轴无刀,主轴定向三个条件 注1 只有在手动模式下,该按键功能才能执行
主轴转速进给倍率
注 1:在程式运行中该按键无效,防止撞刀
2.输入输出点分布
输入点位 I 分布
I 点序列
定义
I00
紧急停止
I01
X 轴正向限位
I02
X 轴负向限位
I03
Y 轴正向限位
I04
Y 轴负向限位
点位形态(常开:NO 备注 常闭:NC)
第一块输入端子板 TB16IN-1(对应系统 X1 口) NC NC NC NC NC
新代科技 2010
5
SYNTEC I05 I06 I07 I08 I09 I10 I11 I12 I13 I14 I15
I16 I17 I18 I19 I20 I21 I22 I23 I24 I25 I26 I27 I28 I29 I30 I31
Z 轴正向限位
NC
Z 轴负向限位
NC
X 轴原点
NC
X 轴原点
I74/O74 I75/O75 I76/O76 I77/O77
I78/O78
I79/O79 I80/O80
手动 Z 轴正向进给
新代技术文件 只有在手动模式下,该按键功能才能执行
手动 Y 轴正向进给
只有在手动模式下,该按键功能才能执行
手动第四轴正向进给
只有在手动模式下,该按键功能才能执行
原点模式
轴向回原点模式
快速进给倍率(G00)递减 快速进给倍率(G00)可分为 F0,25%,50%,100%四档,按 该键即以此四档倍率递减至 F0
快速进给倍率(G00)递增 快速进给倍率(G00)可分为 F0,25%,50%,100%四档,按 该键即以此四档倍率递增至 100%
新代科技 2010
2
SYNTEC I67/O67 I68/O68 I69/O69 I70/O70 I71/O71 I72/O72 I73/O73
杭州大天新代系统调试及操作文件
10B 分离式+SK4M+迈信伺服驱动+蒙德变频+斗笠式刀库 加工中心
编撰:新代科技 日期:2010-05-17 版本:V1.01
SYNTEC
新代技术文件
目录
1. 面板按键说明................................................................................................................................................ 2 2. 输入输出点分布............................................................................................................................................ 5 3.M_code 动作序列............................................................................................................................................7 4.M_code 动作限制与保护................................................................................................................................8 5. 梯形图相关参数说明.................................................................................................................................... 9 6.斗笠式刀库的换刀动作规划........................................................................................................................ 11