生产运作管理---第十一章流水作业的排序问题
- 格式:ppt
- 大小:478.00 KB
- 文档页数:42
流水线作业排序问题/productioncontrol/200908091604.html流水作业排序问题的基本特征是每个工件的加工路线都一致。
在流水生产线上制造不同的零件,遇到的就是流水作业排序问题。
我们说加工路线一致,是指工件的流向一致,并不要求每个工件必须经过加工路线上每台机器加工。
如果某些工件不经某些机器加工,则设相应的加工时间为零。
一般说来,对于流水作业排序问题,工件在不同机器上的加工顺序不尽一致。
但本节要讨论的是一种特殊情况,即所有工件在各台机器上的加工顺序都相同的情况。
这就是排列排序问题。
流水作业排列排序问题常被称作“同顺序”排序问题。
对于一般情形,排列排序问题的最优解不一定是相应的流水作业排序问题的最优解,但一般是比较好的解;对于仅有2台和3台机器的特殊情况,可以证明,排列排序问题下的最优解一定是相应流水作业排序问题的最优解。
这里只讨论排列排序问题。
但对于2台机器的排序问题,实际上不限于排列排序问题。
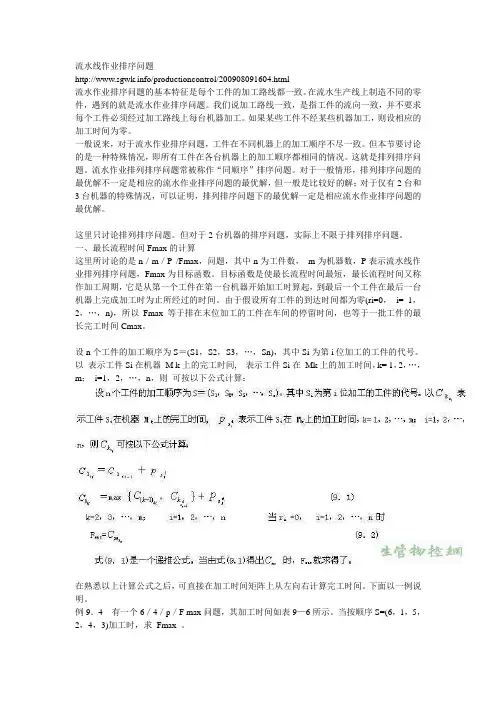
一、最长流程时间Fmax的计算这里所讨论的是n/m/P /Fmax,问题,其中n为工件数,m为机器数,P表示流水线作业排列排序问题,Fmax为目标函数。
目标函数是使最长流程时间最短,最长流程时间又称作加工周期,它是从第一个工件在第一台机器开始加工时算起,到最后一个工件在最后一台机器上完成加工时为止所经过的时间。
由于假设所有工件的到达时间都为零(ri=0,i= 1,2,…,n),所以Fmax等于排在末位加工的工件在车间的停留时间,也等于一批工件的最长完工时间Cmax。
设n个工件的加工顺序为S=(S1,S2,S3,…,Sn),其中Si为第i位加工的工件的代号。
以表示工件Si在机器M k上的完工时间, 表示工件Si在Mk上的加工时间,k= 1,2,…,m;i=1,2,…,n,则可按以下公式计算:在熟悉以上计算公式之后,可直接在加工时间矩阵上从左向右计算完工时间。
下面以一例说明。
例9.4 有一个6/4/p/F max问题,其加工时间如表9—6所示。
![[管理学]11章作业排序1](https://uimg.taocdn.com/ff734df3d15abe23492f4d1b.webp)
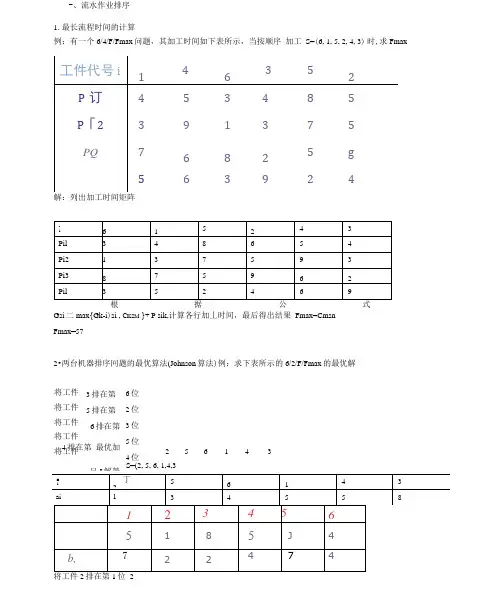
-、流水作业排序1. 最长流程时间的计算例:有一个6/4/F/Fmax 问题,其加工时间如下表所示,当按顺序 加工 S=(6, 1, 5, 2, 4, 3) 时,求Fmax工件代号i 14 6 35 2 P 订 4 5 3 4 8 5 P 「23 9 1 3 7 5 PQ7 6 8 2 5 g563924解:列出加工时间矩阵根 据 公式Gsi 二max{Gk-i )si , C KSM }+ P sik,计算各行加丄时间,最后得出结果 Fmax=CmsnFmax=572•两台机器排序冋题的最优算法(Johnson 算法)例:求下表所示的6/2/F/Fmax 的最优解将工件2排在第1位 2将工件 将工件 将工件将工件将工件 3排在第 5排在第 6排在第 4排在第 最优加6位2位 3位5位4位2 56 1 4 S=(2, 5, 6, 1,4,33由上表可计算出,Fmax =283.—般n/m/F/Fmax问题的最优算法(一)Palmar算法(入i二刀[k-(m+l)/2]P ik k二1, 2,…,m按入i不增的顺序排列」】件)例:有一个4/3/F/Fmax问题,其加工时间如下表所示,用Palmar求解.解:入i二刀[k-(3+l)/2]P ik , k=l,2 , 3入i二-Pil+ Pi3于是,入1=-PU+ P13 =-1+4=3入2二-P21+ P23 =2+5二3入3二-P31+ P33 =-6+8=2入4二-P41+ P43 =-3+2二T按入i不增的顺序排列工件,得到加工顺序(1, 2, 3, 4)和(2, 1, 3, 4 ),经计算,二者都是最优顺序,Fmax=28(二)关键工件法例:有一个4/3/F/Fmax问题,其加工时间如下表所示,用关键工件法求解.3■ ■Pa Pit 24解:由上表可知,力口 u工时间最长的是3号工件,Pil<=Pi3的工件为1和2,按Pil不减的顺序排成Sa=(l,2),Pil>Pi3 的工件为4号工件,Sb= (4),这样得到加工顺序为(1,2, 3,4 )。

第一章绪论判断题:1.制造业的本质是从自然界直接提取所需的物品。
X2.服务业不仅制造产品,而且往往还要消耗产品,因此服务业不创造价值。
×3.服务业的兴起是社会生产力发展的必然结果。
√4.有什么样的原材料就制造什么样的产品,是输入决定了输出。
×5.生产运作、营销和财务三大职能在大多数的组织中都互不相干地运作。
×6.运作管理包括系统设十系统运作和系统改进三大部分。
√7.生产运作管理包括对生产运作活动进行计划、组织和控制。
√8.运作经理不对运作系统设计负责。
×9.加工装配式生产是离散性生产。
√10.按照物流的特征,炼油厂属于V型企业。
√11.订货型生产的生产效率较低。
×12.订货型生产可能消除成品库存。
√13.中文教科书说的“提前期”与英文lead time含义不同。
√14.服务业生产率的测量要比制造业容易。
×15.纯服务业不能通过库存调节。
√16.准时性是组织生产过程的基本要求。
√17.资源集成是将尽可能多的不同质的资源有机地组织到一起。
√18.企业的产出物是产品,不包括废物。
×选择题:1.大多数企业中存在的三项主要职能是:A)运作、营销和财务2.下列哪项不属于大量生产运作?A)飞机制造3.下列哪项不是生产运作管理的目标?E)以上都不是4.相对于流程式生产,加工装配式生产的特点是:A)品种数较多5.按照物流特征,飞机制造企业属于:A)A型企业6.按照生产要素密集程度和与顾客接触程度划分,医院是:C)专业资本密集服务7.以下哪项不是服务运作的特点?C)服务过程可以与消费过程分离8.当供不应求时,会出现下述情况:D)质量和服务水平下降第二章企业战略和运作策略判断题:1.当价格是影响需求的主要因素时,就出现了基于成本的竞争。
√2.当质量成为影响需求的主要因素时,降低成本就没有意义了。
×3.成本可以无限降低。
×4.事业部战略又称为经营战略。