设备综合效率OEE统计表
- 格式:pptx
- 大小:332.67 KB
- 文档页数:3

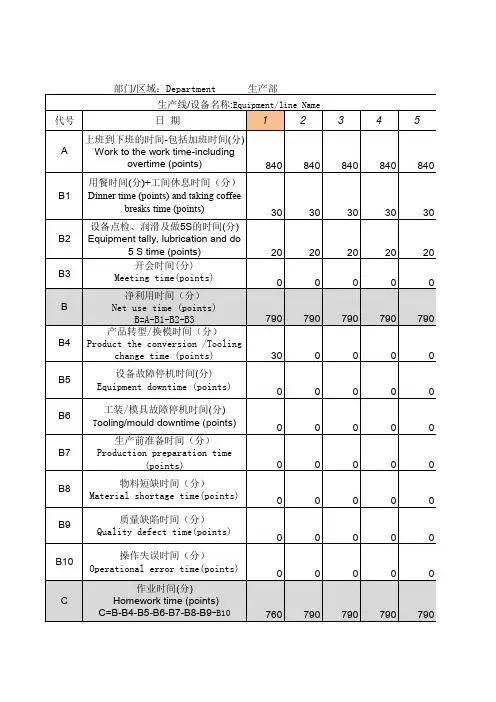
部门/区域:Department生产部生产线/设备名称:Equipment/line Name代号 日 期12345A上班到下班的时间-包括加班时间(分)Work to the work time-includingovertime (points)840840840840840B1用餐时间(分)+工间休息时间(分)Dinner time (points) and taking coffeebreaks time (points)3030303030B2设备点检、润滑及做5S的时间(分)Equipment tally, lubrication and do5 S time (points)2020202020B3开会时间(分)Meeting time(points)00000B净利用时间(分)Net use time (points)B=A-B1-B2-B3790790790790790B4产品转型/换模时间(分)Product the conversion /Toolingchange time (points)300000B5设备故障停机时间(分)Equipment downtime (points)00000B6工装/模具故障停机时间(分)Tooling/mould downtime (points)00000B7生产前准备时间(分)Production preparation time(points)00000B8物料短缺时间(分)Material shortage time(points)00000B9质量缺陷时间(分)Quality defect time(points)00000B10操作失误时间(分)Operational error time(points)00000C作业时间(分) Homework time (points)C=B-B4-B5-B6-B7-B8-B9-B10760790790790790D设备利用率Equipment utilizationD=C/B96.2%100.0%100.0%100.0%100.0%E产量 production(包括合格与不合格的)(including qualified and theunqualified)1080011600129001080010800F理想节拍时间(分)The ideal takt time (points)0.0570.0570.0570.0570.057G设备性能效率Equipment efficiencyG=(F*E)/C81.0%83.7%93.1%77.9%77.9%E1返工数量(件)Rework number (piece)108000000E2报废数量(件)Scrap amount (Piece)0350250H质量率Quality rateH=(E-E1-E2)/E0.0%99.7%100.0%99.8%100.0%MOEE目标值Desired value70%70%70%70%70%NOEE=D*G*H0.0%83.4%93.1%77.7%77.9%P设备故障停机率Equipment breakdown rateP=B5/B0%0%0%0%0%Q工装/模具故障停机率Tooling/Mould breakdown rateQ=B6/B0%0%0%0%0%

。
。 1
设备综合效率(OEE)统计表
设备名称:__________________________________
设备编号:__________________________________
月 份:__________________________________
。
。 2 白
班 08:00 09:00 10:00 11:00
12:00
产品/批次:___________________
数量:_______________________
组长签名:___________________ 5 10 15 20 25 30 35 40 45 50 55 60 5 10 15 20 25 30 35 40 45 50 55 60 5 10 15 20 25 30 35 40 45 50 55 60 5 10 15 20 25 30 35 40 45 50 55 60
12:00 13:00 14:00 15:00
16:00
5 10 15 20 25 30 35 40 45 50 55 60 5 10 15 20 25 30 35 40 45 50 55 60 5 10 15 20 25 30 35 40 45 50 55 60 5 10 15 20 25 30 35 40 45 50 55 60
中
班 16:00 17:00 18:00 19:00

格式为Word版,下载可任意编辑
第 1 页 共 3 页 OEE设备综合使用效率
影响设备综合效率的主要原因是停机损失、速度损失和废品损失。它们分别由时间开动率、性能开动率和合格品率反映出来,故得到下面设备综合效率公式:
设备综合效率=时间开动率性能开动率合格品率
这里,负荷时间为规定的作业时间除去每天的停机时间,即
负荷时间=总工作时间-计划停机时间
工作时间则是负荷时间除去那些非计划停机时间,如故障停机、设备调整和更换刀具、工夹具停机等。
【例1】若总工作时间为8h,班前计划停机时间是20min,而故障停机为20min,安装工夹具时间为20min,调整设备时间为20min。于是
负荷时间=480-20=460min
开动时间=460-20-20=400min
时间开动率=速度开动率净开动率
这里,理论加工周期是按照标准的加工进给速度计算得到的,而实际的加工周期一般要比理论加工周期长。开动时间即是设备实际用于加工的时间,也就是工作时间减去计划停机和非计划停机所得时间,或是负荷时间减去非计划停机所得时间。
实际上
从计算上看,用简化了的公式也可以得到同样的结果。之所以用速度开动率和净开动率共同表示性能开动率,是因为从计算过程更容易看出性能开动率的损失原因。
【例2】有400件零件加工,理论加工周期为0.5min,实际加工周期为0.8min。则
净开动率=0.8400/400=80%
速度开动率=0.5/0.8=62.5%
性能开动率=80%62.5%=50%
【例3】如果仍延用上面的例子,假如设备合格品率为98%,则
设备综合效率(全效率)=87%50%98%=42. 6%
我们把上面的公式和例子总结成以下的序列,得到
(A)每天工作时间=608=480min。
(B)每天计划停机时间(生产、维修计划、早晨会议等)=20min。
1 10 竭诚为您提供优质文档/双击可除
oee设备综合效率表格
篇一:oee设备综合效率三种叫法和计算公式并举例子
oee(设备综合效率)是衡量设备综合性时间损失大小的指标,反应设备在负荷时间内有
多少时间是有价值的开动时间。
叫法之一:
oee=时间开动率×性能开动率×良品率
即:
(1)〔时间开动率〕:是衡量测定因故障、准备、调整等导致停止损失大小的指标。
时间开动率=(负荷时间—停止时间)/负荷时间*100%
(2)〔性能开动率〕:是衡量因空转、小停工及速度降低等导致时间损失大小的指标。
性能开动率=(基准节拍*产量)/开动时间*100%
(3)〔良品率〕:是衡量保证充分满足消费者质量要求的指标。
2 10 良品率=合格品件数/生产总件数*100%
叫法之二:
oee=时间利用率*设备性能率*产品合格率=(合格的产品*设计速度)/负荷时间
1.时间利用率=(负荷时间-停机损失)/负荷时间*100%=(有效)利用时间/负荷时间
2.设备性能率=(生产产品数*设计速度)/利用时间*100%
3.质量合格率=(生产产品数-不合格品)/生产产品数*100%
其实:设计速度即基本节拍
工厂/车间的设备综合效率
=(1#设备综合效率*产量+2#设备综合效率*产量+…+n#设备综合效率*产量)÷总产量
叫法之三:
oee=可使用率x工作表现率x品质率
1.可使用率:指实际运转时间与可用时间(负荷时间)之比。
(1)可用时间:指从一天(或一个月)的工作时间中,减去生产计划、计划保养,以及日
常管理上必要的的停顿时间后所剩下的时间。
(2)停机时间(停止时间):指因故障、setup、调整、
3 10 更换模具等所停止的时间。
(3)公式:可使用率=(可用时间-停机时间)/可用时间x100%