不锈钢的表面粗糙度标准
- 格式:docx
- 大小:14.04 KB
- 文档页数:1
不锈钢的表面粗糙度标准如下:
1. Ra≤0.05μm:这是最高的精细等级,表面非常光滑,通常通过抛光、电解抛光等方法来获得,这种粗糙度等级适用于高端电子、光学、医疗设备等对表面要求极高的领域。
2. 0.05μm 3. Ra≤1.6μm:适用于一般要求较高的场合,如化工设备、食品加工设备等。 4. Ra≤3.2μm:适用于对表面粗糙度要求较低的场合,如建筑装饰、工作台、工具等。
不锈钢的表面粗糙度标准如下:
1. Ra≤0.05μm:这是最高的精细等级,表面非常光滑,通常通过抛光、电解抛光等方法来获得,这种粗糙度等级适用于高端电子、光学、医疗设备等对表面要求极高的领域。
2. 0.05μm 3. Ra≤1.6μm:适用于一般要求较高的场合,如化工设备、食品加工设备等。 4. Ra≤3.2μm:适用于对表面粗糙度要求较低的场合,如建筑装饰、工作台、工具等。
表面粗糙度标准
表面粗糙度是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性。宏观几何形状误差、表面波度误差、表面粗糙度三者之间的区别,通常以一定的波距与波高之比来划分,如图所示。一般比值大于1000者为宏观几何形状误差;小于40者为表面粗糙度;介于两者之间者为表面波度误差。
1. 表面粗糙度的图形符号及含义
符号名称
图形符号
说明
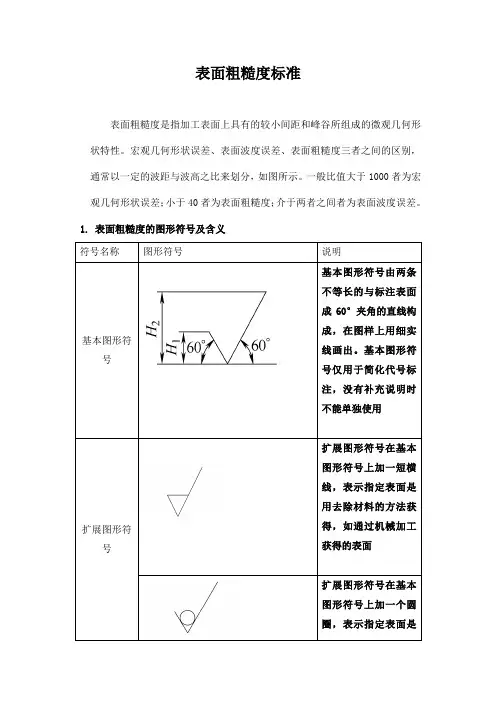
基本图形符号
基本图形符号由两条不等长的与标注表面成60°夹角的直线构成,在图样上用细实线画出。基本图形符号仅用于简化代号标注,没有补充说明时不能单独使用
扩展图形符号
扩展图形符号在基本图形符号上加一短横线,表示指定表面是用去除材料的方法获得,如通过机械加工获得的表面
扩展图形符号在基本图形符号上加一个圆圈,表示指定表面是用不去除材料方法获得,此图形符号也可用于表示保持上道工序形成的表面,不管这种状况是通过去除或不去除材料形成的
完整图形符号 完整图形符号在以上各种符号的长边上加一横线,以便标注表面结构特征的补充信息
2. 表面粗糙度参数及其他补充要求在图形符号中的注写位置
(1) 位置a:注写表面结构的单一要求。
(2) 位置a和b:注写两个或多个表面结构要求。
在位置a注写第一个表面结构要求,方法同(1),在位置b注写第二个表面结构要求。如果要注写第三个或更多个表面结构要求,图形符号应在垂直方向扩大,以空出足够的空间。扩大图形符号时,a和b的位置随之上移。
(3) 位置c:注写加工方法、表面处理、涂层或其他加工工艺要求等。如“车”、“磨”、“镀”等。
(4) 位置d:注写所要求的表面纹理和纹理的方向,如“=”、“X”、“M”等。
(5) 位置e:注写所要求的加工余量,以毫米为单位给出数值。
表面粗糙度:指加工表面具有的较小间距和微小峰谷不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。表面粗糙度越小,则表面越光滑.表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面:
① 表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快.
② 表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度.
③ 表面粗糙度影响零件的疲劳强度.粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。
④ 表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。
⑤ 表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏.此外,表面粗糙度对零件的外观、测量精度也有影响.
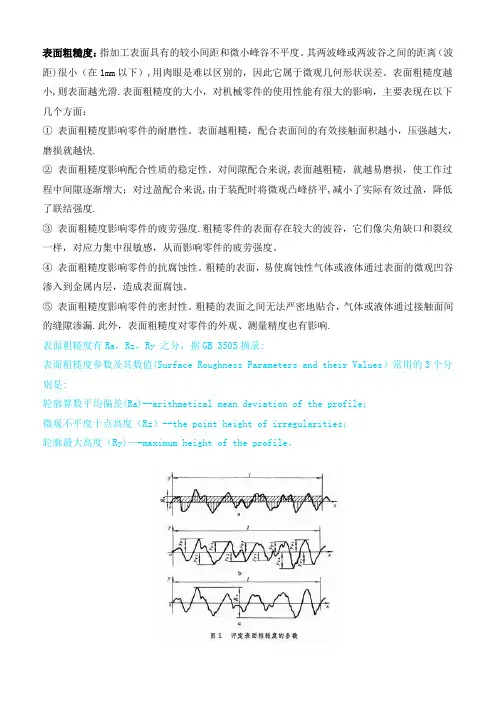
表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录:
表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是:
轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile;
微观不平度十点高度(Rz)--the point height of irregularities;
轮廓最大高度(Ry)—-maximum height of the profile。
Ra——在取样长度L内轮廓偏距绝对值的算术平均值。
Rz—-在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和.
Ry——在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。
日佳力机电工业(昆山)有限公司
主题:粗糙度检验规范 文件编号:WI/ZB
修改状态:A0 生效日期:2011.02.01 页 次:1/1 IKARI
标题:粗糙度检验规范
文件编号:WI/ZB
版本:A
APPROVED BY
核 准 REVIEWED BY
审 核 PREPARED BY
制 订
日佳力机电工业(昆山)有限公司
主题:粗糙度检验规范 文件编号:WI/ZB
修改状态:A0 生效日期:2011.02.01 页 次:2/2 IKARI
修 订 履 历 表
项次 修订页次 版次 修订前内容 修订后内容 修订日期 备 注
日佳力机电工业(昆山)有限公司
主题:粗糙度检验规范 文件编号:WI/ZB
修改状态:A0 生效日期:2011.02.01 页 次:3/3 IKARI
1.0 目的
对来自于外购模具、工装、治具、夹具等零配件、本厂加工的模具、工装、治具、夹具等零配件按要求进行表面粗糙度检验,以确保模具、工装、治具、夹具等零配件满足预期的要求。
2.0范围
适用于所有组成模具、工装、治具、夹具的零配件,包括委外和内部加工的零配件。
3.0定义
3.1表面粗糙度:表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。无论采用哪种加工方法所获得的零件表面,都不是绝对平整和光滑的,放在显微镜(或放大镜)下观察,都不得可以看到微观的峰谷不平痕迹,一般是受刀具与零件间的运动、摩擦,机床的振动及零件的塑性变形等各种因素的影响而形成的。表面上所具有的这种较小间距和峰谷所组成的微观几何形状特征,称为表面粗糙度。
3.2表面粗糙度对工件的影响:
3.2.1表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。
3.2.2表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。
第2O卷第4期 2012年8月 安徽建筑工业学院学报(自然科学版) Journal of Anhui Institute of Architecture&Industry Vo1.20 No.4 Aug.2012
高速车削不锈钢1 Cr1 8 Ni9 Ti表面粗糙度研究
王继梅, 张 莹, 于军华
(山东商业职业技术学院,济南250103)
摘要:不锈钢具有良好的综合性能,并且价格相对低廉,因此不锈钢的应用范围越来越广泛。然而,不锈钢 的切削加工性较差,使用传统的加工方法,其加工质量差、生产效率低。随着数控技术和新刀具的发展,对不 锈钢等难加工材料进行高速切削加工来实现高质量、高效率切削加工已成为可能。高速切削加工时,表面质 量的变化规律与普通切削不同,为了减小加工表面粗糙度值,选择不同材料的刀具和切削参数,对不锈钢 1Cr18Ni9Ti进行精加工车削实验,根据实验结果对1CrlSNi9Ti进行表面粗糙度的分析和研究。 关键词:高速切削;表面粗糙度;切削速度;进给量 中图分类号:TG506.71 文献标识码:A 文章编号:1006—4540(2012)04—044—04
Study of surface roughness for High speed cutting stainless steel 1Crl 8Ni9Ti
WANG Ji—mei, ZHANG Ying, YU Jun-hua (Shandong commercial professional technology instituteJinan 250103,China)
Abstract:Stainless steel has good comprehensive performance,And relatively inexpensive,Therefore the ap—
plication range of the stainless stee1 more and more widel ̄However,stainless steel cutting machining is bad, Use the traditional processing method,the processing quality is poor,the production efficiency is low.Along