圆盖注塑模设计
- 格式:doc
- 大小:749.63 KB
- 文档页数:33
根据PS的特性及制品的结构,这次设计要解决的问题是:
(1)对制件进行工艺分析,制定设计方案:塑料盖直径较大,在设计中应注意注射机选择和型腔数的确定,以免锁模力不够。然后确定注射机型号及分型面,型腔排放位置、模具类型等。
(2)进行模具设计:根据计算确定模具各部分尺寸,选择模架和零件。绘制模具装配图、零件图。
摘要
本课题主要是针对圆盖的注塑模具设计,该圆盖材料为改性PS,是工业生产中常见的一种保护盖产品。通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、侧抽机构、顶出系统、冷却系统、注塑机的选择及有关参数的校核都有详细的设计,同时并简单的编制了模具的加工工艺。通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺。根据题目设计的主要任务是圆盖注塑模具的设计,也就是设计一副注塑模具来生产塑件产品,以实现自动化提高产量。针对塑件的具体结构,该模具是点浇口的双分型面注射模具。
4.6合模导向结构机构设计12
4.7推出机构的复位13
4.8二级推出机构13
4.9侧向分型与抽芯机构设计13
4.10导滑槽设计14
4.11模架专用零件选取14
4.12推出行程的校核16
4.13注射机有关参数校核和最终选择16
第5章冷却系统设计19
第6章UG模具设计21
6.1制件分析21
6.2 UG模具设计21
在现代的模具设计生产中,通常运用UG软件进行产品的3D图形设计,UGMoldWizard是UG系统的一个独立的智能化设计注射模具的模块,按照注射模具设计过程的一般顺序来实现模具设计的整个过程。利用UG分析中的塑模部件验证对制件分析,并设置脱模方向及型芯和型腔区域。依次利用UG注塑模向导中的模具CSYS、收缩率、工件、型腔布局、分型、模架标准件、浇口流道和冷却等功能设计三维模具。并运用UGMoldWizard检验制件构的合理性,以及注射模具结构设计的可行性。最后由三维图直接生成二维图。
关键词:注塑模圆盖侧抽机构
ABSTRACT
The main topic covered for a round of injection mold design, the materials for Modified PS, is commonly found in industrial production of a protective cover products. Through the process of plastic parts for analysis and comparison, the final design of an injection mold. The product mix from technology issues, and specific mold structure of the casting mold system, mold forming part of the structure, side pumped body, top of the system, cooling system, the choice of injection molding machine and related calibration parameters are detailed design, at the same time and developed a simple process dies. Through the entire design process that the mold can be achieved by the plastic parts processing requirements. Designed in accordance with the subject's main task is to build a round plastic injection mold design, that is, the design of an injection mold to produce plastic products in order to achieve automation to increase production. Plastic parts for the specific structure of the mold is therunner double parting surface of injection mold.
塑件的体积:
(1)锥体上圆体积:其中r=83.2×(37-22.5)×sin5°=77.43mm3
锥形部分体积:V1=3.14×29.88×(83+77.43)×2 /2=15052.4mm3
(2)平底部分:V2=3.14×(77.43-2×8×cos5°)×2/2=5939.1mm3
L=3.14×8×5°/180=0.749mm
第7章模具主要零件图及加工工艺规程22
第8章模具安装与调试24
8.1模具的安装24
8.2模具的调试24
第9章模具工作过程25
结论26
参考文献27
致谢28
前言
毕业设计是高等工科院校培养计划中最重要的实践环节之一,能够综合运用所学知识,本次毕业设计的课题是塑料盖设计,可以对塑料工业有一个综合的了解。
塑料工业是一门新兴工业也是当今世界发展最快的工业之一。塑料工业始于20世纪30年代,由于其密度小、质量轻、性能稳定等优点,逐渐发展起来,应用越来越广泛,塑料成为各行各业不可缺少的原料。塑料作为一种新的工程材料,由于其被不断的开发与应用,加上成型工艺不断成熟与完善,极大的促进了成型模具的开发与制造。我国模具工业起步于20世纪50年代初期,不过发展迅速,特别是近20年来,产品和品种都大大增加,许多新颖的工程塑料已投入批量生产,模具产量和质量有了很大提高,但和国外市场仍有很大差距。一些大型和精密型模具仍依赖进口,几乎没有出口模具,而发达国家模具生产的1/3用来出口,我国的模具工业急需发展。塑料模近几年来发展迅速。模具日趋大型化,同时随着生产率提高的要求而发展为一模多腔,精度要求也越来越高,同时注射成型机和注射成型方法对塑料模也有重要的影响。
V3=3.14×2×(77.435×0.749+2×8×7.25)=1092.69mm3
In the modern mold design and production, usually by using UG software products 3D graphic design.UGMoldWizard is an independent mode of UG system to design injection mold intelligently, which uses the basic knowledge-embedded theory to realize thewholemold designing process in a normal order of injectionmold designing process.First,moldcomponentsintheUG-validationanalysison theparts,and settheparting directionandthecore and cavityregion.Then,followed by the use of the Wizard of UG injection mold mold CSYS, the contraction rate of the workpiece, cavity layout, typing, mold standard parts, gate runner and cooling functions to design three-dimensional mold.and use the UGMoldWizard to check the production the accuracy is with high characteristics of efficiency. Finally,three-dimensional molddirectlygeneratetwo-dimensionaldiagram.
(3)尽量优化设计方案,避免出现飞边、溢料等质量问题。
探讨一下塑料模CAD/CAM/CAE,了解计算机在模具设计中的应用。
(4)通过本次毕业设计,我掌握注射工艺及模具设计过程及CAE分析流程,并培养了综合运用所学知识,独立分析问题、解决问题的能力。
第1章塑料成型制件的工艺性
1.1制件原料的工艺性
PS具有的成型性能:
Key words:Injection mold;round cap;side pumped body
目录
摘要I
ABSTRACTII
前言1
第1章塑料成型制件的工艺性2
1.1制件原料的工艺性2
1.2制件的结构工艺性2
第2章初步选择注射机4
2.1成型前的准备4
2.2制品PS的注塑成型参数4
2.3塑件的形状估算其体积和质量4
2.4确定型腔数量4
2.5注射机有关参数5
2.6分型面选择5
第3章浇注系统6
Hale Waihona Puke 3.1主流道的设计63.2定位圈6
3.3分流道设计7
3.4浇口设计7
3.5流动比的校核8
3.6排溢系统8
第4章成型零件设计9
4.1凹模9
4.2凸模和滑块9
4.3型腔、型芯径向尺寸10
4.4型腔深度和型芯高度尺寸10
4.5凹模侧壁厚度和底板厚度的计算11
(1)PS成型性能优良,其吸水性小,成型前可不进行干燥。
(2)收缩小,塑件尺寸稳定。
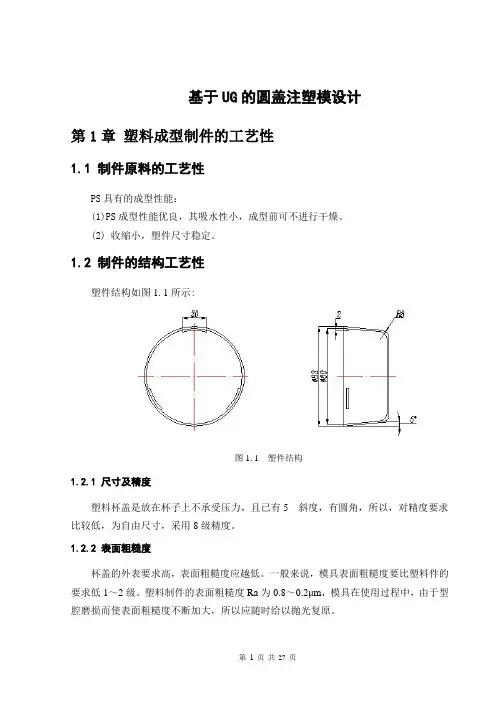
1.2制件的结构工艺性
塑件结构如图1.1所示:
图1.1塑件结构
1.2.1 尺寸及精度
(1)对制件进行工艺分析,制定设计方案:塑料盖直径较大,在设计中应注意注射机选择和型腔数的确定,以免锁模力不够。然后确定注射机型号及分型面,型腔排放位置、模具类型等。
(2)进行模具设计:根据计算确定模具各部分尺寸,选择模架和零件。绘制模具装配图、零件图。
摘要
本课题主要是针对圆盖的注塑模具设计,该圆盖材料为改性PS,是工业生产中常见的一种保护盖产品。通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、侧抽机构、顶出系统、冷却系统、注塑机的选择及有关参数的校核都有详细的设计,同时并简单的编制了模具的加工工艺。通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺。根据题目设计的主要任务是圆盖注塑模具的设计,也就是设计一副注塑模具来生产塑件产品,以实现自动化提高产量。针对塑件的具体结构,该模具是点浇口的双分型面注射模具。
4.6合模导向结构机构设计12
4.7推出机构的复位13
4.8二级推出机构13
4.9侧向分型与抽芯机构设计13
4.10导滑槽设计14
4.11模架专用零件选取14
4.12推出行程的校核16
4.13注射机有关参数校核和最终选择16
第5章冷却系统设计19
第6章UG模具设计21
6.1制件分析21
6.2 UG模具设计21
在现代的模具设计生产中,通常运用UG软件进行产品的3D图形设计,UGMoldWizard是UG系统的一个独立的智能化设计注射模具的模块,按照注射模具设计过程的一般顺序来实现模具设计的整个过程。利用UG分析中的塑模部件验证对制件分析,并设置脱模方向及型芯和型腔区域。依次利用UG注塑模向导中的模具CSYS、收缩率、工件、型腔布局、分型、模架标准件、浇口流道和冷却等功能设计三维模具。并运用UGMoldWizard检验制件构的合理性,以及注射模具结构设计的可行性。最后由三维图直接生成二维图。
关键词:注塑模圆盖侧抽机构
ABSTRACT
The main topic covered for a round of injection mold design, the materials for Modified PS, is commonly found in industrial production of a protective cover products. Through the process of plastic parts for analysis and comparison, the final design of an injection mold. The product mix from technology issues, and specific mold structure of the casting mold system, mold forming part of the structure, side pumped body, top of the system, cooling system, the choice of injection molding machine and related calibration parameters are detailed design, at the same time and developed a simple process dies. Through the entire design process that the mold can be achieved by the plastic parts processing requirements. Designed in accordance with the subject's main task is to build a round plastic injection mold design, that is, the design of an injection mold to produce plastic products in order to achieve automation to increase production. Plastic parts for the specific structure of the mold is therunner double parting surface of injection mold.
塑件的体积:
(1)锥体上圆体积:其中r=83.2×(37-22.5)×sin5°=77.43mm3
锥形部分体积:V1=3.14×29.88×(83+77.43)×2 /2=15052.4mm3
(2)平底部分:V2=3.14×(77.43-2×8×cos5°)×2/2=5939.1mm3
L=3.14×8×5°/180=0.749mm
第7章模具主要零件图及加工工艺规程22
第8章模具安装与调试24
8.1模具的安装24
8.2模具的调试24
第9章模具工作过程25
结论26
参考文献27
致谢28
前言
毕业设计是高等工科院校培养计划中最重要的实践环节之一,能够综合运用所学知识,本次毕业设计的课题是塑料盖设计,可以对塑料工业有一个综合的了解。
塑料工业是一门新兴工业也是当今世界发展最快的工业之一。塑料工业始于20世纪30年代,由于其密度小、质量轻、性能稳定等优点,逐渐发展起来,应用越来越广泛,塑料成为各行各业不可缺少的原料。塑料作为一种新的工程材料,由于其被不断的开发与应用,加上成型工艺不断成熟与完善,极大的促进了成型模具的开发与制造。我国模具工业起步于20世纪50年代初期,不过发展迅速,特别是近20年来,产品和品种都大大增加,许多新颖的工程塑料已投入批量生产,模具产量和质量有了很大提高,但和国外市场仍有很大差距。一些大型和精密型模具仍依赖进口,几乎没有出口模具,而发达国家模具生产的1/3用来出口,我国的模具工业急需发展。塑料模近几年来发展迅速。模具日趋大型化,同时随着生产率提高的要求而发展为一模多腔,精度要求也越来越高,同时注射成型机和注射成型方法对塑料模也有重要的影响。
V3=3.14×2×(77.435×0.749+2×8×7.25)=1092.69mm3
In the modern mold design and production, usually by using UG software products 3D graphic design.UGMoldWizard is an independent mode of UG system to design injection mold intelligently, which uses the basic knowledge-embedded theory to realize thewholemold designing process in a normal order of injectionmold designing process.First,moldcomponentsintheUG-validationanalysison theparts,and settheparting directionandthecore and cavityregion.Then,followed by the use of the Wizard of UG injection mold mold CSYS, the contraction rate of the workpiece, cavity layout, typing, mold standard parts, gate runner and cooling functions to design three-dimensional mold.and use the UGMoldWizard to check the production the accuracy is with high characteristics of efficiency. Finally,three-dimensional molddirectlygeneratetwo-dimensionaldiagram.
(3)尽量优化设计方案,避免出现飞边、溢料等质量问题。
探讨一下塑料模CAD/CAM/CAE,了解计算机在模具设计中的应用。
(4)通过本次毕业设计,我掌握注射工艺及模具设计过程及CAE分析流程,并培养了综合运用所学知识,独立分析问题、解决问题的能力。
第1章塑料成型制件的工艺性
1.1制件原料的工艺性
PS具有的成型性能:
Key words:Injection mold;round cap;side pumped body
目录
摘要I
ABSTRACTII
前言1
第1章塑料成型制件的工艺性2
1.1制件原料的工艺性2
1.2制件的结构工艺性2
第2章初步选择注射机4
2.1成型前的准备4
2.2制品PS的注塑成型参数4
2.3塑件的形状估算其体积和质量4
2.4确定型腔数量4
2.5注射机有关参数5
2.6分型面选择5
第3章浇注系统6
Hale Waihona Puke 3.1主流道的设计63.2定位圈6
3.3分流道设计7
3.4浇口设计7
3.5流动比的校核8
3.6排溢系统8
第4章成型零件设计9
4.1凹模9
4.2凸模和滑块9
4.3型腔、型芯径向尺寸10
4.4型腔深度和型芯高度尺寸10
4.5凹模侧壁厚度和底板厚度的计算11
(1)PS成型性能优良,其吸水性小,成型前可不进行干燥。
(2)收缩小,塑件尺寸稳定。
1.2制件的结构工艺性
塑件结构如图1.1所示:
图1.1塑件结构
1.2.1 尺寸及精度