晶闸管式弧焊整流器
重点问题:
1 可控整流电路优缺点及应用
2 电路结构
3不同负载(阻性/感性)、不同触发角的整流输出波形绘制;
4不同负载下的移相范围;
5 触发脉冲位置,晶闸管导通顺序及时间
6输出电压的平均值Ud;
7自然换相点的位置。
预备知识
1、晶闸管的触发、触发角和导通角的概念。
触发(延迟)角:从自然换相点开始到晶闸管被触发时刻的电相位角度。
导通角:晶闸管的实际导通的电角度
2、三相交流电的线电压、相电压及相位关系。
1)三个相电压分别相差120度电相位角;
2)在任意时刻,线电压的值等于相应的两个相电压的差;
3)线电压超前相电压30度电相位角。
3、三相整流电路的自然换相点与过零点。
换向点:两个相/线电压的交点(过零30度;相电压过零30度相当于线电压过零60度)过零点:相电压等于零的点
4、晶闸管的共阳极、共阴极接法。
即阴,阳极共位点
三相半控桥式整流电路
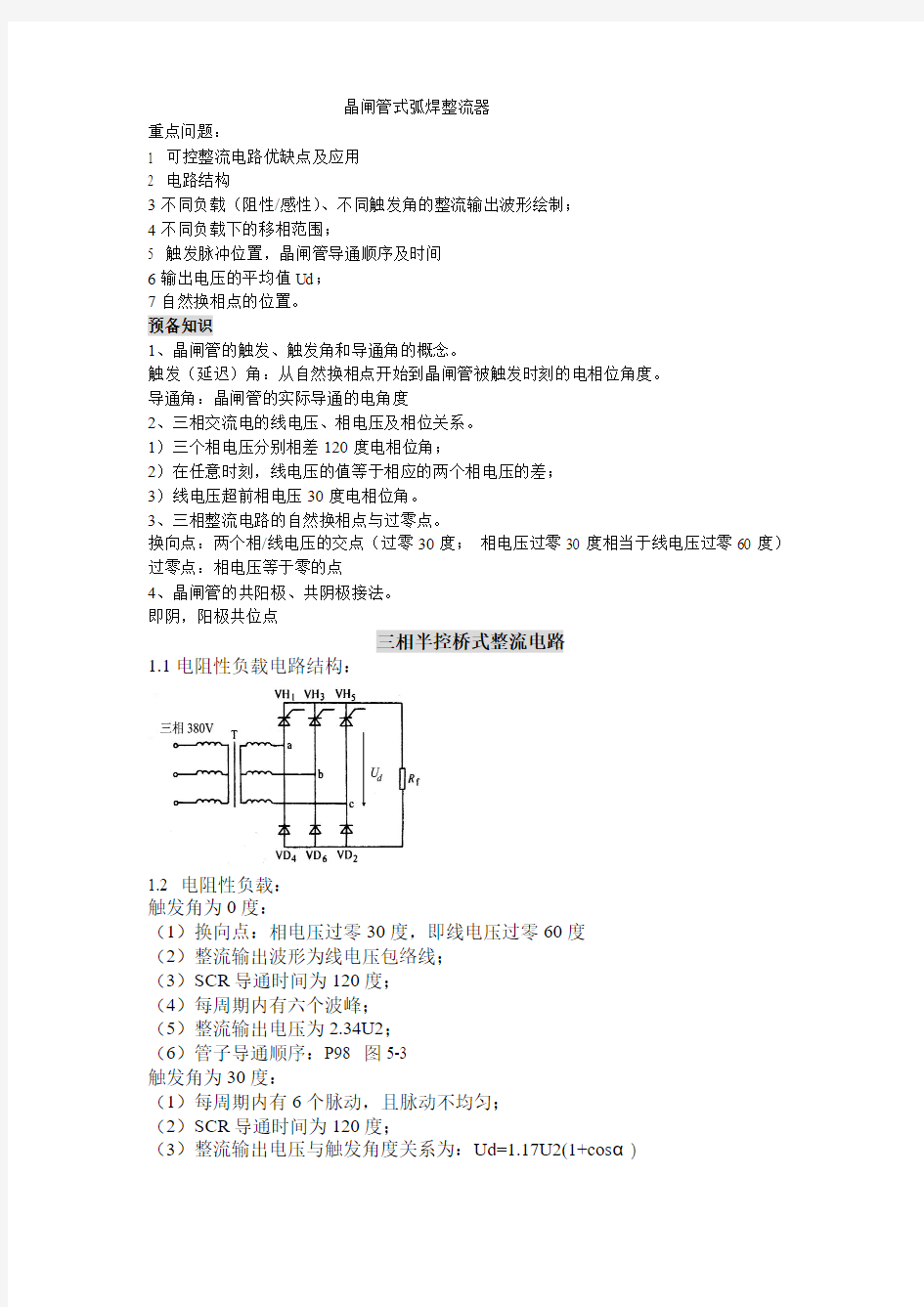
1.1电阻性负载电路结构:
1.2 电阻性负载:
触发角为0度:
(1)换向点:相电压过零30度,即线电压过零60度
(2)整流输出波形为线电压包络线;
(3)SCR导通时间为120度;
(4)每周期内有六个波峰;
(5)整流输出电压为2.34U2;
(6)管子导通顺序:P98 图5-3
触发角为30度:
(1)每周期内有6个脉动,且脉动不均匀;
(2)SCR导通时间为120度;
(3)整流输出电压与触发角度关系为:Ud=1.17U2(1+cosα)
触发角为60度:
(1)SCR触发点与二极管的自然换相点相重合;
(2)SCR导通时间为120度;
(3)每周期内有3个脉动,脉动较大;
(4)整流输出波形临界连续
(5)整流输出电压与触发角度关系为:Ud=1.17U2(1+cosα)
触发角为90度:(大于60度即类似)
(1)SCR触发点为换向点之后90度
(2)SCR导通时间为90度;
(3)每周期内有3个脉动,脉动较大;
(4)整流输出波形不连续;
(5)整流输出电压与触发角度关系为:Ud=1.17U2(1+cosα)
1.3 触发脉冲移向范围:180度
根据Ud=1.17U2(1+cosα),当触发角为零时,晶闸管处于全导通状态;随α增大,Ud减小;当α为180度是,Ud为0。
2.1电阻电感性负载电路结构:见图上
(1)对于三相半控桥式整流电路,为了防止SCR在触发角大于60度后失控,需要有续流二极管。
(2)当α>60度,整流输出电压Ud某个时刻开始变为零,此时,续流二级管提供电流通道,保证了相应的SCR按时可靠关断。
(3)加续流二极管后,其输出波形与电阻性负载一致;续流二级管只有在α>60度后才起作用
2.2 移向范围0—120度
3 三相半控桥式整流电路特点:
1)优点:只用三只晶闸管和三个触发脉冲单元,线路简单、可靠,易于调试;2)缺点:低电压(小电流)时,输出脉动大,需配备大的输出电抗器。
3)理论移相范围:0-180度。每只晶闸管导通时间为120度;
4)α=60度时,输出电流临界连续;
5)输出整流电压Ud=1.17U2(cosα+1)。
4 改进:解决脉动大,不连续问题
(1)加大输出电抗器L
(2)增加附加电路:
附加小电流电路-----维持电弧燃烧的小电流;附加高压电路,提高空载电压,改善引弧性能。
三相全控桥式整流电路
三相半控桥式整流电路在导通角大于60度时,每个周期只有三个波峰,输出电压波动较大,为改善,采用三相全控桥式整流电路。
以线电压波形表示:
1 电路结构:见上图
为了获得每个周期六个波峰的输出电压,需要相间隔的触发两组晶闸管,即同组晶闸管的的触发脉冲相位互差120度,两组之间差60度。这样每隔60度按续触发一个晶闸管,输出电压每个周期出现Uab Uac Ubc Uba Uca Ucb六个波峰
2 .1 电阻性负载:
触发角为0度:
(1)换向点:线电压过零60度
(2)整流输出波形为线电压包络线; (3)SCR 导通时间为120度;固定
(4)每周期内有六个波峰; (5)整流输出电压为2.34U2; (6)管子导通顺序:P101 图5-10
触发角为30度:注意与半控波形不一样 (1).整流输出波形为线电压的一部分; (2)SCR 导通时间为120度;
(3)电流连续,每周期内有六个波峰,脉动较小而均匀; (4)需要同时触发相应桥臂上的两个SCR 。 (5)Ud=2.34U2cosα. 触发角为60度:
(1)整流输出波形为线电压的一部分; (2)SCR 导通时间为120度;
(3)α>600,电流不连续,每周期内有六个波峰,脉动较小而均匀; (4)输出电压Ud (见书P103)触发角为90度:(大于60度即类似) 2.2 移向范围120度 2.3 电阻感性负载
(1)a<60度时,电感负载的工作情况及输出波形与电阻性负载相同;但电流波形更加平稳;
(2)a>60度后,只要电感足够大,输出电流仍然连续; (3)a=90度,输出平均电压为零; (4)其最大移相范围:0-90度。
3(1)三相桥式全控整流电路的输出电压每周有六个波峰,脉动较小,所需配用的输出电感的电感量也较小。
(2)电阻负载下移相范围为0-120度, a=60度输出临界连续;电感负载下其有效移相范围是0-90度。
(3)其缺点是要用六个SCR 管,触发电路复杂,增加了调试和维修的难度。 (4)该电路是目前应用较多的电路之一,美国米勒公司生产的焊机以及国内ZX5-400B 型晶闸管弧焊整流器都采用了此电路。
4 桥式整流电路的缺点:任意时刻,回路电流都要流经两个功率开关管,在大电流焊机应用中,管压降损耗很大。
αcos 34.22U U d
=
六相半波可控整流主电路结构---电路图见书P104 次级侧共有六个绕组(相),每个铁芯上两个,分为三组;所有绕组有一个公共端,呈星形接法。
每个绕组(相)串联一只SCR,所有SCR接成共阴(阳)极形式。
电弧负载连接在共阴极端与变压器次级的公共端O之间。
阻性负载:
触发角为0度时,波形为相电压包络线
触发角在0—60度之间:
1.整流输出波形是6个相电压的一部分;每周期有6个脉动。
2.每个SCR导通60度时间,变压器与SCR利用率较低。
3.α=60度时,输出波形临界连续。
4.移相范围:0-120度。
5.Ud=1.35U2cosα。(触发角小于60度)
6 自然换向点在相电压过零60度
电阻电感性负载:
1.a<60度时,电感负载的工作情况及输出波形与电阻性负载相同;但电流波形更加平稳;
2. a>60度后,只要电感足够大,输出电流仍然连续;
3. a=90度,输出平均电压为零;
4.移相范围:0-90度。
5.电流连续的情况下:Ud=1.35U2cosα。
六相半波可控整流主电路特点及应用
1)与桥式整流电路类似,都需要6个SCR管子,整流输出波形也类似。
2)触发电路相对简单,容易设计和调试。
3)每个SCR一个周期内只导通60度时间,利用率低,但散热条件好。
4)在大功率弧焊电源中采用较多,如林肯的DC-600,大功率次级整流的电阻焊机等。
带平衡电抗器的双反星形整流电路
如果能让两个半桥同时各有一个管子导通,则可以增加电流输出能力的同时提高变压器和管子的利用率。
1.实现两个半桥并联导电;
2.每个管子连续导通120度,提高了管子和变压器的利用率;
3.可以获得大而平稳的输出电流。
工作特点:@=0度 1.1)自然换相点在各自相电压过零300处;
1.2)每周期也有6个波峰,但是脉动程度更低,输出电流波形更平滑;
1.3)整流输出电流(压)是两个半桥的平均值;
1.4)每个SCR导通120度0,每隔60度0有一个SCR换相;
1.5)输出电压为:Ud=1.17U2。
导通角为30度
2.1)α=30度0时,每半桥的输出电压波形临界连续,而总输出电压波形脉动依然很小;
2.2)每周期有6个脉冲;
2.3)每个SCR导通120度;电阻负载下的移相范围为120度;
2.4)输出电压为:Ud=1.17U2cosα触发角在零到60度之间
3) 电阻电感性负载
3.1、在电感性负载下,α=600时,每半桥的输出电压波形出现负值,而总输出电压波形临界连续;
3.2、α=900时,各半桥的输出电压波形正负半波对称,总输出电压为零;
3.3、电阻电感负载时的移相范围为0~900;
3.4、输出电压为(波形连续):Ud=1.17U2cosα(α<90度)
关于平衡电抗器:
要保证平衡电抗器上产生的感生电动势能够平衡掉任意时刻正负两个半桥导通晶闸管之间的电压差,LB必须要有足够的电感量。经验表明,电感量要满
U2:变压器二次绕组电压;
Idmin:最小输出电流;
关于空载电压:应该注意的是,若负载电流小于某一定值(称为临界电流,约为额定负载电流的2%~5%),而达不到LB铁心中建立上述三角波电压所需磁通的励磁电流时,则LB上的电压达不到所要求值,这样将不能维持两组三相半波电路并联工作。在极限情况下,LB已失去作用,电路将工作于六相半波整流状态。其输出的电压平均值也就升高至1.35U2,即为空载电压。
双反星形可控整流电路的特点
l)它相当于两组三相可控半波整流电路并联。它各相电流时间可延长至120°2)有六个晶闸管,触发电路比三相半控桥式整流电路的要复杂,比三相全控桥式整流电路的简单;
3)整流电压波形为每个周波六个波峰,其脉动程度比三相半控桥式电路的小,最低谐波为六次,要求输出电感的电感量及体积都较小。
4)需用平衡电抗器,为保证电路能正常工作,其铁心不能饱和。为此,应避免该铁心被直流成份所磁化,从而要求其抽头两边线圈的直流安匝相互抵消,即两组整流电路的参数(主要是变压器的匝数和漏感)应对称,这就对变压器等的制造和元件的挑选提出更高的要求。
双反星形可控整流电路的应用
该整流电源特别是在大功率的埋弧焊整流电源方面应用十分广泛。国产的ZX5系列焊机就采用这种电路结构。
弧焊电源复习题(本科)(2006年10月) 名词解释 1.名词解释:(20分) 1、撞击电离 2、热电离 3、电子发射 4、焊接电弧的动特性 5、弧焊电源的外特性 2.名词解释:(20分) 1、气体原子的电离 2、热发射 3、重离子撞击发射 4、光电离 5、焊接电源的额定负载持续率 3.名词解释:(20分) 1、气体原子的激发 2、光电发射 3、强电场作用下的自发射 4、焊接电弧的静特性 5、弧焊电源的负载特性 第一章焊接电弧的电特性 4.画图说明焊接电弧的压降分布? 5.焊接电弧的静特性曲线呈什么形状(分为哪几段)?是怎么形成的? 6.说明焊接电弧的静特性曲线的各区段分别对应哪些焊接工艺方法? 7.交流电弧连续燃烧的条件是什么?如何提高交流电弧的稳定性? 8.影响交流电弧稳定燃烧的因数有哪些? 第二章焊接电源的电特性 9.对电源-电弧系统的稳定性的静态和动态(受到干扰消失后自动回到平衡点)条件进行描述及分析。 10.电源外特性大致可分为哪几种?分别适用于哪些弧焊工艺方法? 11.分别分析手工电弧焊、粗丝埋弧焊、细丝CO2气体保护焊对弧焊电源外特性的要求? 12.试分析等速送丝控制系统熔化极电弧焊对电源外特性的要求? 13.在细焊丝CO2焊接短路过渡并采用平特性电源的情况下,电源动特性及其优劣的含义是什么? 第三章弧焊变压器 14.写出弧焊变压器的详细的电压平衡方程式(既其外特性方程式)及其简化式,并据此画出弧焊变压器的简化矢量图以及外特性曲线。 15.用矢量图分析同体式弧焊变压器次级绕组与电抗绕组进行顺连或反连时,中间磁轭磁通量大小的不同,并说明采用那种连接方法合理。 16.画出动铁心式弧焊变压器在负载时的磁通分布图,并写出总漏抗的表达式?17.动绕组式弧焊变压器的结构有哪些特点?焊接电流如何调节? 第五章磁放大器式硅弧焊整流器 18.画图分析磁放大器式弧焊整流器采用双铁心结构的原因。 19.根据磁放大器式弧焊整流器换相时出现电压面积缺失的现象推导该类电源的外特性曲线方程式。 20.写出磁放大器式弧焊整流器外特性曲线方程式,并据此在磁化曲线平面上分析无反馈磁放大器得到下降外特性曲线的机理。 21.写出磁放大器式弧焊整流器外特性曲线方程式,并据此在磁化曲线平面上分析全部内反馈磁放大器得到平外特性曲线的机理。 第六章晶闸管弧焊整流器 22.晶闸管弧焊整流器的主要特点有哪些?
1、电源按照控制技术分为哪些?每种类型各举一例。 1)交流弧焊电源弧焊变压器矩形波弧焊电源 2)直流弧焊电源直流弧焊发电机弧焊整流器 3)脉冲弧焊电源与焊接方法结合使用 4)逆变式弧焊电源 IGBT式逆变式弧焊电源 控制方式:机械式控制、电磁式、电子式、数字式(单片机控制、PLC/PLD控制、ARM 、DSP )2、脉冲弧焊电源的特点是什么?适用于哪些方面的焊接? 脉冲弧焊电源的特点是电源输出电流是周期性变化的,脉冲频率、脉冲电流等脉冲参数可调。调节脉冲参数可以调节焊接工件的热输入量、焊丝的熔滴过渡形式等,有利于对热输入比较敏感的材料、薄板和全位置的焊接。故大部分弧焊电源中都包含脉冲弧焊电源。 、什么是焊接电弧?电弧中最基本的物理现象是什么? 焊接电弧是一种强烈的持久的气体放电现象,是气体放电的一种形式。气体的电离和电子的发射时电弧中最基本的物理现象。 、什么是焊接电弧的静特性?静特性曲线的形状是什么?常用电弧焊接方法的电弧特性曲线是什么形状? 一定长度的电弧在稳定状态下,电弧电压Uf与电弧电流If之间的关系,称为焊接电弧的静态伏安特性,简称伏安特性或静特性,其曲线形状类似于U型,可称之为U形曲线。包括下降特性、平特性、上升特性三部分曲线形状。 不同的焊接方法,在其正常使用范围内,其电弧静特性曲线只是整个电弧“U”形静特性曲线的某一部分。常用电弧焊接方法的电弧特性如下: 焊条电弧焊、埋弧焊等焊接电弧基本工作在电弧静特性的水平段; TIG焊、微束等离子弧焊、等离子弧焊的焊接电弧也基本工作在电弧静特性的水平段,但当电流很小时,如微束等离子弧焊、微束TIG焊的焊接电弧则工作在电弧静特性的下降段;熔化极气体保护焊(MIG焊或CO2焊等)和水下焊接等焊接电弧基本上工作在电弧静特性的上升段。 、什么是焊接电弧的动特性?焊接电弧存在动特性的本质原因是什么? 一定弧长的电弧,当电弧电流以很快速度连续变化时,电弧电压瞬时值与电流瞬时值之间的关系称为电弧动态伏安特性,简称为电弧动特性。 热惯性:当电流快速增加或减小时,游离作用或消游离作用来不及变化,使得弧柱温度的变化相对滞后。 、与直流电弧相比,交流电弧燃烧的特点是什么? 1)交流电弧的电流、空载电压存在极性变化,最常见的交流电弧是工频正弦波交流电弧。该电弧一般是由50Hz按正弦规律变化的电源供电,每秒钟内电弧电流变换极性50次,100次经过电流的零点。电流经过零点的瞬间,电弧熄灭,过零点后电弧重新引燃。能否引燃主要取决于电源电压和再引燃电压之间的关系 2)交流电弧的再引燃过程使交流电弧放电的物理条件和电、热物理过程也随之改变,这对电弧的稳定燃烧和弧焊电源的特性有很大的影响。 3)对于电阻型弧焊电源其焊接电流是不连续的,如要使得焊接电流连续,应串联一个足够大的电感 、影响交流电弧稳定燃烧的因素有哪些?提高稳定性的措施? 1)空载电压U0: U0愈高,在同等大小的引弧电压下,熄弧时间愈短,电弧愈稳定; 2)引燃电压Uyh:Uyh愈高,电弧愈不稳定,引弧困难; 3)电路参数:增大电感L,减小电阻R可使电弧趋向稳定燃烧; 4)电弧电流:电流愈大,产热愈多,而且电流变化率dif/ dt愈大,热惯性作用明显,电弧愈稳定;
第一章焊接电弧及其电特性 (填空) 焊接电弧的特性:电压最低,电流最大,温度最高,发光最强 三种电离:撞击电离,热电离,光电离 四种电子发射:热发射,光电发射,重粒子撞击发射,强电场作用下的自发射 1.弧焊电源可分为哪几类?按什么分类? 答:(1)弧焊电源及其控制技术的分类:交流弧焊电源、直流弧焊电源、脉冲弧焊电源、逆变式弧焊电源 (2)弧焊电源的控制技术分类:机械式控制、电磁式控制、数字式控制、电子式控制。2弧焊电源的压降如何分布? 答:电弧沿其长度方向分为三个区:阳极区、阴极区、弧柱区,这三个区的电压降分别称为阳极压降Uy、阴极压降Ui、弧柱压降Uz。它们组成了总的电弧电压Uf,且Uf=Uy+Ui+Uz。阳极压降基本不变,而阴极压降在一定条件下基本上也是固定的数值,弧柱压降则在一定气体介质下与弧柱长度成正比。则,弧长不同,电弧电压也不同。 3.弧焊电源的静特性、动特性是指什么? 答:电弧静特性:电极材料、气体介质、弧长一定的电弧在稳定状态下,电弧电压Uf与电弧电流If之间的关系。Uf=f(If) 电弧动特性:在一定的弧长下,当电弧电流很快变化的时候,电弧电压与电流瞬时值之间的关系为:Uf=f(if) 4.焊条电弧焊、埋弧焊、CO2气体保护焊得电弧静特性是怎样的? 答:焊条电弧焊:多半工作在静特性的水平段。 埋弧焊:多半工作在静特性的水平段。 CO2气体保护焊:基本上工作在上升段。(虚线的是二氧化碳的,实线的是Ar弧焊的)
5.交流电弧有什么特点?为保护交流电弧连续燃烧电路参数应当怎样配合? 答:特点:a.电弧周期性的熄灭引燃 b.电弧电压和电流波形发生畸变 c.热惯性作用较为明显 (2)a.交流电弧连续引燃的条件之一: 即当ωt=π时,使电弧电流if 正好过零点,if=0,从而得到: b.连续引燃条件之二: 即在ωt=0时,弧焊电源电压Uy 应大于电弧引燃电压Uyh ,即: 综上分析: 为保证交流电弧连续燃烧必须保证电路中各项参数:电源空载电压U0、电弧电压Uf 及引燃电压Uyh 之间必须保持一定的关系。 即: 6.有哪些因素影响交流电弧燃烧的稳定性? 答:1)空载电压Uo :Uo 越高,电弧越稳定。 2)引燃电压Uyh :Uyh 越高,引燃电弧越难,电弧越不稳定。 3)电路参数:增大L 或减小R ,均可使电弧趋向稳定的连续燃烧。 4)电弧电流:电弧电流越大,电弧的稳定性提高。 5)电源频率f :f 提高,电弧的稳定性提高。 6)电极的热物理性能和尺寸。 第二章 焊电源的基本要求 1.弧焊工艺对电源电气性能提出的要求是什么? 答:a.对弧焊电源空载电压的要求 b.对弧焊电源外特性的要求 c.对弧焊电源调节特性的要求 d.对弧焊电源动特性的要求 2.“电源-电弧”系统的稳定条件是什么?如何表示? 答:所谓“电源-电弧”系统的稳定性应包含两方面的含义: 1)系统在无外界因素干扰下,能在给定电弧电压和电流下维持长时间的连续 电弧放电,保持静态平衡,此时应有如下关系:Uf=Uy ;If=Iy 2)当系统一旦受到瞬时的外界干扰,破坏了原来的静态平衡,造成了焊接参数的变化。但当干扰消失之后,系统能够自动地恢复稳定平衡,使得焊接规范重新恢复。 m f U U 2cos π?=yh m U U ≥?sin 4212220π+≥f yh f U U U U
*2.焊接电弧的静特性:一定长度的电弧在稳定状态下,电弧电压Uf 与电弧电流If 之间的关系。动特性:在一定的弧长下,当电弧电流很快变化的时候,电弧电压与电流瞬时值之间的关系:uf=f (if )。电流变化速度愈小,静、动特性曲线就愈接近。 3.交流电弧的特点:电弧周期性地熄灭和引燃,电弧电压和电流波形发生畸变,热惯性作用较为明显。 4.钨极交流氩弧焊接铝时,在负极性的半周时叠加高电压。 *5.哪些因素影响交流电弧的稳定燃烧?采用何种措施稳弧? 答:电弧连续燃烧条件方程式为:42122 20 π+≥f yh f U U U U ,因此影响交流电弧稳 定燃烧的因素有:1.空载电压U 02.引燃电压U yh 3.电路参数4.电弧电流 5.电源频率f6.电极的热物理性能和尺寸。措施:提高弧焊电源频率;提高电源的空载电压;改善电弧电流波形;叠加高压电。 7.交流电弧的功率(有功功率)是指交流电弧在半个周期(π)内的平均功率。交流电弧的功率因数?f 是交流电弧的有功功率Pf 与电弧电压和电弧电流有效值乘积之比值,即:?f=Pf/(Uf*If ) *8.在电源参数一定的条件下,改变负载时,电源输出的电压稳定值 Uy 与输出的电流稳定值Iy 之间的关系 Uy=f(Iy),称为电源的外特性(静特性)。弧焊电源的动特性是指电弧负载状态发生突然变化时,弧焊电源输出电压与电流的响应过程,可以用弧焊电源的输出电流与电压对时间的关系表示:uf=f (t ),if=f (t )。 9.弧焊工艺对弧焊电源的要求:保证引弧容易;保证电弧稳定;保证焊接规范稳定;具有足够宽的焊接规范调节范围。 *10.电源——电弧系统的稳定条件: 定性分析:电弧静特性曲线在工作点上的斜率 必须大于弧焊电源外特性曲线在该工作点上的斜率 。 11.陡降外特性和平外特性的优点和缺点:1.优点:焊接电流偏差小,焊接参数稳定,电弧弹性好。缺点:垂直下降特性时引弧困难,熔滴过渡困难;过于平缓时短路电流过大,飞溅大,电弧不稳定,电弧弹性差。2.优点:电弧自身调节作用强烈,短路电流大,易引弧。缺点:会引起严重的飞溅。 12.根据生产经验规定了工作电压与工作的关系为一条缓升直线,称为负载特性。 13.对弧焊电源空载电压的要求:保证引弧容易,保证电弧的稳定燃烧,保证电弧功率稳定,有良好的经济性,保证人身安全。 14.对弧焊电源调节性能的要求:弧焊电源能满足不同工作电压、电流的需求的可调节性能称为电源调节性能。保证在所需的宽度范围内均匀而方便地调节参数,并能满足保证电弧稳定,焊缝成型好等工艺要求。 15.对电弧动特性的要求:弧焊电源对负载瞬变要有一定的适应能力。保证良好的引弧、燃弧和熔滴过渡状态,得到满意的焊缝质量。 *16.负载持续率FS 来表示负荷状态,即FS=负载持续运行时间t/(负载持续运
1.概述 1.1基本要求和技术指标 63MW晶闸管整流电源是大功率电弧加热设备的主要组成部分,主要为专用大功率电弧加热设备提供电源。该电源由主回路、控制系统构成。 主回路由交流进线部分、晶闸管整流器、直流回路等部分构成。 控制系统由模型计算机、整流器控制器、信号检测装置、触发隔离电路、保护电路等部分构成。 整流电源的主要数据为 额定输入电压:10 kV 额定输出电流:3 kA 输出功率:63MW 分组数量: 4 单组最大功率:16MV A 单组额定输出:3000A,5500V 主要技术指标 恒流特性输出时要求 调压范围:0-空载电压连续可调 恒流偏差:1 电流调节响应时间:20ms~40ms(能人工设定) 调节时间:300mS-3000mS(能人工设定) 电流调节超调量:<20% 调节过程中动态偏差:<5% 回升时间:100mS 晶闸管整流电源其它功能要求 (1)供电特性 电源输出电压能够自动平滑调节; 电源的整体控制能满足加热设备不同工艺要求; 电流给定,起弧电压给定以及各反馈环节工作可靠,性能稳定,相同状态下电参数应准确重复;
(2)运行工况 63MW电源采取负极接地方式。可分为两套独立的电源同时或单独运行。并满足以下运行工况: (3)机组组合和运行方式 整流机组可以通过串、并联输出满负荷运行,供电参数如下指标: 也能满足电弧加热器的主要工作点
单组运行时构成12相或以上整流,全系统构成24相或更多相整流。 多机组串联运行时,应允许在试验过程中一组或多组退出运行,允许若干组机组交流侧不供电投运,该机组作为其它机组串联运行通道使用。允许在实验过程中,投入新的机组 多机组串并联运行时,电源调节方式应满足以下要求: a.加热设备启动时采取等α角控制; b.运行过程中(含启动过程),允许一组机组定α角运行(即恒压运行)其
摘要: 电焊机是金属焊接加工领域主要的耗能用电设备,已被列为国家12类高耗能产品之一。在对各类电弧焊机输入、输出参数进行大量测试的基础上,重点分析了国内目前常见的交流弧焊机、整流式 直流弧焊机、 逆变式直流弧焊机的效率、功率因数、能耗对比。针对电弧焊机在使用过程中状态转换频繁、长期空载运行等现状,指出了节能降耗在电弧焊机设计过程中应解决的问题。关键词: 电弧焊机;节能;降耗中图分类号:TG434 文献标识码: C 文章编号: 1001-2303(2010)06-0001-04第40卷第6期2010年6月 Vol.40No.6Jun.2010 Electric Welding Machine 司立峰1,潘 颖2,杨庆轩2 (1.中国质量认证中心,北京100070;2.成都三方电气有限公司,四川成都610052) The current situation and development of arc welding energy SI Li-feng 1,PAN Ying 2,YANG Qing-xuan 2 (1.China Qulity Certification Centre ,Beijing 100070,China ;2.Chengdu Sanfang Electrical Appliance Co.,Ltd.,Chengdu 610052,China) Abstract :Electric welding machine , as a major electricenergy-consuming equipment in the field of metal welding ,has been listed as one of the 12national high energy consuming products.This paper ,based on an extensive test of the input and output parameters of various arc welding machines ,mainly analyzes the efficiency ,power factor ,and electric energy consumption comparison of AC arc welder ,rectifier DC arc welding machine ,inverter DC arc welding machine ,all of which are currently very common in China.Furthermore , for the problem of Arc welder changing its mode frequently and running long-term no-load ,this paper presents problems to be solved concerning energy-saving in the designing process of Arc welder Key words :arc welding machine ;energy conservation ;saving energy 收稿日期:2009-11-18 作者简介:司立峰(1977—),男,河北大名县人,硕士,工程师, 主要从事电器产品检测和认证工作。 0前言 作为世界上人口最多、经济增长最快的发展中国家,我国的能源形势面临着长期的挑战,目前已 经成为煤炭的第一消费大国,油、 电的第二消费大国[1-2],并且随着我国的经济规模进一步扩大,对能源的需求还会持续增加,能源问题已成为制约我国 经济发展的重要因素。 受技术水平、制造水平、产品价格等因素的影响,我国能源利用效率远低于发达国家。为此,国家出台了“能源开发与节约并举,把节约放在首位”的能源战略方针;在党的十六届五 中全会上提出把节约资源作为基本国策;在“十一·五”规划《纲要》中确定的国家节能指标为:“十一·五”时期单位GDP 能耗降低20%左右。 电焊机是金属焊接加工领域主要的耗能用电设备,45%左右的钢材和大量的有色金属(如:Cu 、Al 、Ti)以及部分非金属(如:塑料)都是通过焊接加工成 为构件而付诸使用,素有 “钢铁缝纫机”之称,而电弧焊机在电焊机产品中应用最为广泛。据2008年中国电器工业协会电焊机分会对全国41家主要电 焊机、 切割机制造厂的调查统计,电弧焊机的产量约196.7万台,占我国全年电焊机行业电弧焊机总产量的97.1%[3]。在过去的几年中,电焊机的耗电量占全国发电总量的比例较高,已被列为国家12类 电弧焊机能耗研究现状及其发展 专题综述
● 能力知识点 3 全部内反馈磁饱和电抗器式弧焊整流器 ● 1.结构 基本电路如 图3-18所示 ● 2.工作原理 ● (1)外特性 单相原理与接线如图3-19所示 图3-18 全反馈磁饱和电抗器式弧焊整流器 基本电路图
推广到三相,其外特性如图3-21所示。 (2)调节特性 全部内反馈式磁饱和电抗器式弧焊整流器的外特性是水平的,即输出电压基本保持不变。如何调节输出电压的高低,就是该电源的调节特性。其调节特性将如图3-22中的曲线1所示。 (a) 原理图 图3-19 单相全部内反馈式磁饱和电抗 (b) 接线图 图3-21 全反馈磁饱和电抗器式 弧焊整流器的外特性
● 由该图可看出,当输出电压由最高调到最低时,就要将 由 调至﹣ ,即不仅需要调节 的大小,还要改变方向,这将 给控制带来不便。为此需设法避免改变的方向。只要在磁饱和电抗器铁心上加一偏移绕阻,如图3-23 ● 加偏移绕组后的调节特性如图3-22中曲线2所示。 图3-23 偏移绕组的接线 图3-22 全反馈磁饱和电抗器式 弧焊整流器的调节特性
● 3.产品介绍 全部内反馈磁饱和电抗器式弧焊整流器国内定型产品有ZPG1-500、ZPG1-1500、ZPG2-500、GD-500等型号。这种弧焊整流器适用于二氧化碳或惰性气体及混和气体保护下的熔化极电弧焊。 ZPG1-500型弧焊整流器可用于焊丝直径为0.8~2.0mm 的二氧化碳气体保护焊或混合气体保护焊等。它的电弧自调性能良好,输出电压可以远距离无级调节,而且可以补偿网路电压的波动,使工作电压比较稳定。 能力知识点 4 部分内反馈磁饱和电抗器式弧焊整流器 ● 1.结构 ● 基本电路如图3-24所示 比较图3-12、图3-18与图3-24,无反馈式、全部内反馈式与部分内反馈式在结构上的差别,主要是磁饱和电抗器中的交流绕阻之间m 、n 两点的接法不同。无反馈式的m 、n 两点是短路连接,全部内反馈式m 、n 两点是开路,部分内反馈式m 、n 两点间接了一个内桥电阻。 ● 2.工作原理 ● (1)外特性 根据上述三种电源的结构对比可知,无反馈磁饱和电抗器式弧焊整流 器、全反馈磁饱和电抗器式弧焊整流器、只是部分内反馈磁饱和电抗器弧焊整流器的两种特殊情况。当部分内反馈磁饱和电抗器式弧焊整流器中的 =0时,即m 、n 两点用导线短接,就相当于是无反馈磁饱和电抗器式弧焊整流器,据前可知,它的外特性是陡降的。当 =∞,即m 、n 两点断开,就相当于全部内反馈磁饱和电抗器式弧焊整流器,它的外特性是水平的。 ● 可推断,部分内反馈磁饱和电抗器式弧焊整流器的外特性介于两者之间,即具有缓 降的外特 性(如图3-25所示),并且随着内桥电阻由零逐渐增大时,外特性将由陡降逐渐趋于平缓 图3-24 部分内反馈磁饱和电抗器式弧焊整流器基本电路n R n R
1.焊接电弧的物理本质的气体放电。 2.焊接引弧分:接触引弧、非接触引弧。 3.焊接电弧静特性:一定长度的电弧在稳定状态下,电弧电压U f与电弧电流I f 之间的关系,即焊接电弧的静特性伏安特性,可表示为:U f= f ( I f ) . 4.焊接电弧动特性:在一定的弧长下,当电弧电流很快变化的时候,电弧电压与电流瞬时值之间的关系,可表示为:u f= f ( i f ) . 5.电弧焊、埋弧焊多半工作在静特性的水平段;非熔化极气体保护焊、微束等离子弧焊、等离子弧焊多半工作在水平段,当焊接电流较大时才工作在上升段;熔化极气体保护焊(MAG、CO2焊)、水下焊基本工作在上升段。 6.交流电弧的特点:①电弧周期性地熄灭和引燃;②电弧电压和电流波形发生畸变;③热惯性作用较为明显。 8.影响交流电话稳定燃烧的因素:⑴空载电压U0,U0愈高,同等大小的引弧电压下,熄弧时间t x愈短,电弧就愈稳定;⑵引燃电压U yh,U yh愈高,引燃电弧愈短,电弧愈不易稳定;⑶电路参数,增加L或减小R,使比值增大,可使电弧趋于稳定燃烧;⑷电弧电流,电弧电流愈大,可导致U yh降低,电弧的稳定性提高;⑸电源频率f,f的提高,周期和电弧熄灭的时间t x1相应缩短,热惯性 作用增强,提高了电弧稳定性;⑹电极的热物理性能和尺寸,电极有较大的热容量和热导率,或尺寸较大,熔点较低,则电极散热较快,温度较低,U yh较大,电弧稳定性下。 9.提高交流电弧稳定性的措施,①提高弧焊电源频率;②提高电源的空载电压; ③改善电弧电流的波形;④叠加高压电。 10弧焊工艺对弧焊电源要求:①保证引弧容易;②保证电弧稳定;③保证焊接参数稳定;④具有足够宽度的焊接参数调节范围。 11.弧焊电源电气性能四个考虑方面:①对弧焊电源空载电压的要求;②对弧焊电源外特性的要求;③对弧焊电源调节性能的要求;④对弧焊电源动特性的要求。 12.电源外特性:在电源参数一定的条件下,改变负载时,电源输出的电压稳定值U y与输出电流稳定值I y之间的关系。 必须大于弧焊电源外特性曲线在该工 作点上的斜率 14.对弧焊电源外特性工作区段曲线的要求:⑴焊条电弧焊应采用缓降外特性的弧焊电源,有时采用恒流带外拖特性的弧焊电源,它能体现恒流特性使焊接参数
上次课内容 1、集成功放及应用。(了解) 2、变压器耦合功放的分析。(理解) 3、功放管的散热。(了解) 4、功率放大器一章习题课。 本次课内容(2学时)(可视学时情况选择讲授或不讲) 第七章 直流电源 §7-1 可控硅及其伏安特性 7-1-1 可控硅的结构和符号 图1 可控硅的结构 全称是硅可控整流元件,又名晶闸管。外形有平面型、螺栓型,还有小型塑封型等几种。图1(a)是常见的螺栓型外形,有三个电极:阳极a、阴极k 和控制极g。图1(b)是可控硅的符号。图1(c)是内部结构示意图。 图1(c):可控硅由、、、四层 半导体组成。从引出的是阳极a、从引出的 是阴极k、从引出的是控制极g;内部有三个结,分别用、和表示。 7-1-2 可控硅的工作原理 1P 122N P N 1P 2N 2P PN 1J 2J 3J 图2 可控硅工作特点的实验 演示电路如图2(a),阳极a 接电源正极、阴极k 接电源负极;开关S 断开,H 不亮,可控硅不导通。S 闭合,即控制极g 加正向电压,如图2(b),灯H 亮,可控硅导通。可控硅导通后,将S 断开,灯仍亮,如 图2(c),表明可 控硅仍导通,说明 可控硅一旦导通 后,控制极就失去 了控制作用。要关 断可控硅,可去掉正向电压或减小正向电流到可控硅难以维持导通,则可控硅关断。
如可控硅加反向电压,则无论是否加控制极电压,可控硅均不会导通。若控制极加反向电压,则无论可控硅阳极与阴极之间加正向还是反向电压,可控硅均不会导通。 可控硅的工作特点: 1、可控硅导通必须具备两个条件:一是可控硅阳极与阴极间必须接正向电压,二是控制极与阴极之间也要接正向电压; 2、可控硅一旦导通后,控制极即失去控制作用; 3、导通后的可控硅要关断,必须减小其阳极电流使其小于可控硅的维持电流。 H I 图3 可控硅工作原理分析 图3为可控硅的内部结构示意图: 可控硅可以看成由一只NPN 型三极管 与一只PNP 型三极管组成。如仅在阳 极a 和阴极k 之间加上正向电压,由 于三极管发射结无正偏电压而无 法导通。若a、k 间加上正向电压,并 在管的基极g 加上正向电压,使产生基极电流,此电流经管放 大以后,在集电极上产生2T 1T 1 T G I 1T 1T G I 1β的电流,又因为的集电极电流就是的基极电流,所以经过再次放大,在管的集电极电流就达到1T 2T 2T 2T G I 21ββ,而此电流又重新反馈到管作为的基极电流又一次被放大,如此反复下去,与两管之间因为有如此强烈的正反馈,使两只三极管迅速饱和导通,即可控硅阳极a 与阴极k 之间完全导通。以后由于基极上自动维持的正反馈电流,所以即使去掉基极g 上的正向电压,和仍能继续保持饱和导通状态。可控硅导通时,、饱和导通总压降约1V 左右,如果阳、阴极之间正向电压太低,使流过阳极的电流难以维持导通,、就截止,从而可控硅关断。 1T 1T 1T 1T 2T 1T 1T 1T 2T 1T 2T 1T 2T 可控硅控制极的电压、电流比较低(电压只有几伏,电流只有几十至几百毫安),但被控制的器件可以承担很大的电压和通过很大的电流(电压可达几千伏,电流可大到几百安以上)。可控硅是一种可控的单向导电开关,常用于以弱电控制强电的各类电路中。 7-1-3可控硅的主要参数 1、额定正向平均电流 在规定的环境温度和散热条件下,允许通过阳极和阴极之
目录 1.引言 (3) 2.原始资料和数据 (3) 3.电路组成和分析 (4) 3.1工作原理 (4) 3.2对触发脉冲的要求 (5) 3.3晶闸管的选型 (6) 3.4参数计算 (7) 3.5二次相电压U2 (7) 3.6一次与二次额定电流及容量计算 (8) 4.触发电路的设计 (9) 5保护电路的设计 (10) 5.1电力电子器件的保护 (10) 5.2过电压的产生及过电压保护 (11) 5.3过电流保护 (11) 6.缓冲电路的设计 (12) 7.总结 (14) 参考文献 (15) 晶闸管可控整流技术直流电机调速系统设计 摘要:可控整流电路技术在工业生产上应用极广。如调压调速直流电源、电解及电镀的直流电源等。把交流电变换成大小可调的单一方向直流电的过程称为可控整流。整流器的输入端一般接在交流电网上。为了适应负载对电源电压大小的要求,或者为了提高可控整流装置的功率因数,一般可在输入端加接整流变压器,把一次电压U1,变成二次电压U2。由晶闸管等组成的可控整流主电路,其输出端的负载,可以是电阻性负载、大电感性负载以及反电动势负载。以上负载往往要求整流能输出在一定范围内变化的直流电压。为此,只要改变触发 电路所提供的触发脉冲送出的早晚,就能改变晶闸管在交 流电压U2一周期内导通的时间,这样负载上直流平均值就可以得到控制。 该系统以可控硅三相桥式全控整流电路构成系统的主电路,采用同步信号为锯齿波的触发电路,本触发电路分成三个基本环节:同步电压形成、移相控制、脉冲形成和输出。此外,还有双窄脉冲形成环节。同时考虑了保护电路和缓冲电路,通过参数计算对晶闸管进行了选型,也对直流电动机进行了简单的介绍。 关键词:可控整流晶闸管触发电路缓冲电路保护电路 1.引言 当今,自动化控制系统已在各行各业得到广泛的应用和发展,而自动调速控制系统的应用在现代化生产中起着尤为重要的作用,直流调速系统是自动控制系统的主要形式。 由可控硅整流装置供给可调电压的直流调速系统(简称KZ—D系统)和旋转变流机组及其它静止变流装置相比,不仅在经济性和可靠性上有很大提高,而且在技术性能上也显示出较大的优越性。 可控硅虽然有许多优点,但是它承受过电压和过电流的能力较差,很短时间的过电压和过电流就会把器件损坏。为了使器件能够可靠地长期运行,必须针对过电压和过电流发生的原因采用恰当的保护措施。为此,在变压器二次侧并联电阻和电容构成交流侧过电压保护;在直流负载侧并联电阻和电容构成直流侧过电压保护;在可控硅两端并联电阻和电容构成可控硅关断过电压保护;并把快速熔断器直接与可控硅串联,对可控硅起过流保护作用。 随着电力电子器件的大力发展,该方面的用途越来越广泛。由于电力电子装置的电能变换效率高,完成相同的工作任务可以比传统方法节约电能10%~40%,因此它是一项节能技术,整流技术就是其中很重要的一个环节 2.原始数据: 1、输入交流电源:
2.焊接引弧分:接触引弧、非接触引弧。 3.焊接电弧静特性:一定长度的电弧在稳定状态下,电弧电压U f与电弧电流I f 之间的关系,即焊接电弧的静特性伏安特性,可表示为:U f = f ( I f ) . 4.焊接电弧动特性:在一定的弧长下,当电弧电流很快变化的时候,电弧电压与电流瞬时值之间的关系,可表示为:u f = f ( i f ) . 5.电弧焊、埋弧焊多半工作在静特性的水平段;非熔化极气体保护焊、微束等离子弧焊、等离子弧焊多半工作在水平段,当焊接电流较大时才工作在上升段;熔 焊)、水下焊基本工作在上升段。 化极气体保护焊(MAG、CO 2 6.交流电弧的特点:①电弧周期性地熄灭和引燃;②电弧电压和电流波形发生畸变;③热惯性作用较为明显。 8.影响交流电话稳定燃烧的因素:⑴空载电压U0,U0愈高,同等大小的引弧电压下,熄弧时间t x愈短,电弧就愈稳定;⑵引燃电压U yh,U yh愈高,引燃电弧愈短,电弧愈不易稳定;⑶电路参数,增加L或减小R,使比值增大,可使电弧趋于稳定燃烧;⑷电弧电流,电弧电流愈大,可导致U yh降低,电弧的稳定性提高; ⑸电源频率f,f的提高,周期和电弧熄灭的时间t x1相应缩短,热惯性作用增强,提高了电弧稳定性;⑹电极的热物理性能和尺寸,电极有较大的热容量和热导率,或尺寸较大,熔点较低,则电极散热较快,温度较低,U yh较大,电弧稳定性下。 9.提高交流电弧稳定性的措施,①提高弧焊电源频率;②提高电源的空载电压; ③改善电弧电流的波形;④叠加高压电。 10弧焊工艺对弧焊电源要求:①保证引弧容易;②保证电弧稳定;③保证焊接参数稳定;④具有足够宽度的焊接参数调节范围。 11.弧焊电源电气性能四个考虑方面:①对弧焊电源空载电压的要求;②对弧焊电源外特性的要求;③对弧焊电源调节性能的要求;④对弧焊电源动特性的要求。 12.电源外特性:在电源参数一定的条件下,改变负载时,电源输出的电压稳定值U y与输出电流稳定值I y之间的关系。 必须大于弧焊电源外特性曲线在该工作点上的斜率 14.对弧焊电源外特性工作区段曲线的要求:⑴焊条电弧焊应采用缓降外特性的弧焊电源,有时采用恒流带外拖特性的弧焊电源,它能体现恒流特性使焊接参数稳定的特点,又可通过外拖性增大短路电流,提高了引弧性能和电弧熔透能力; ⑵熔化极弧焊(包括埋弧焊、气体的混合气体保护焊(MAG)等),①等速送丝控制系统的熔化极弧焊,在焊丝中电流密度较大,电弧静特性为上升的条件下,应尽可能采用平的弧焊电源外特性,此时自身调节作用才足够强烈,可使焊接规范
目录 1 绪论 (1) 1.1 课题背景 (1) 1.2 直流电动机调压调速可控整流电源设计简介 (1) 1.3 课题设计要求 (1) 1.4 课题主要内容 (2) 2 主电路设计 (3) 2.1 总体设计思路 (3) 2.2 系统结构框图 (3) 2.3 系统工作原理 (4) 2.4 对触发脉冲的要求 (5) 3 主电路元件选择 (6) 3.1 晶闸管的选型 (6) 4 整流变压器额定参数计算 (8) 4.1 二次相电压U2 (9) 4.2 一次与二次额定电流及容量计算 (13) 5 触发电路的设计 (15) 6 保护电路的设计 (18) 6.1 过电压的产生及过电压保护 (18) 6.2 过电流保护 (19) 7 缓冲电路的设计 (20) 8 总结 (23)
1 绪论 1.1 课题背景 当今,自动化控制系统已在各行各业得到广泛的应用和发展,而自动调速控制系统的应用在现代化生产中起着尤为重要的作用,直流调速系统是 自动控制系统的主要形式。 由可控硅整流装置供给可调电压的直流调速系统(简称KZ—D系统)和旋转变流机组及其它静止变流装置相比,不仅在经济性和可靠性上有很大 提高,而且在技术性能上也显示出较大的优越性。 可控硅虽然有许多优点,但是它承受过电压和过电流的能力较差,很短时间的过电压和过电流就会把器件损坏。为了使器件能够可靠地长期运 行,必须针对过电压和过电流发生的原因采用恰当的保护措施。为此,在 变压器二次侧并联电阻和电容构成交流侧过电压保护;在直流负载侧并联 电阻和电容构成直流侧过电压保护;在可控硅两端并联电阻和电容构成可 控硅关断过电压保护;并把快速熔断器直接与可控硅串联,对可控硅起过 流保护作用。 随着电力电子器件的大力发展,该方面的用途越来越广泛。由于电力电子装置的电能变换效率高,完成相同的工作任务可以比传统方法节约电 能10%~40%,因此它是一项节能技术,整流技术就是其中很重要的一个环 节。 1.2 直流电动机调压调速可控整流电源设计简介 该系统以可控硅三相桥式全控整流电路构成系统的主电路,采用同步信号为锯齿波的触发电路,本触发电路分成三个基本环节:同步电压形成、 移相控制、脉冲形成和输出。此外,还有双窄脉冲形成环节。同时考虑了 保护电路和缓冲电路,通过参数计算对晶闸管进行了选型。 1.3 课题设计要求 1、输入交流电源: 2、三相140V f=50Hz 3、直流输出电压:50~150V 5、直流输出电流额定值50A 6、直流输出电流连续的最小值为5A
ZX5系列晶闸管整流弧焊机使用说明 承蒙贵厂购买ZX5系列晶闸管整流弧焊机,在此谨表谢意。 请使用前必须详细阅读本使用说明书,阅读后请妥加保管,以使日后便于查阅. 1、用途 ZX5-630、1000、1250型整流弧焊机(以下简称焊机)是具陡降外特性的晶闸管式直流焊机。 焊机提供柔和、稳定的电弧,焊接性能优良,能获得高质量的焊缝,电子控制线路有效地补偿电网电压的波动,保证了焊接电弧的稳定性。焊机主要用作在焊药层下进行自动埋弧焊的焊接电源,亦可作为药性焊丝和炭弧气刨的电源。 2、焊机简解 2.1焊机由三相变压器、三相全可控晶闸管整流器、输出电抗器、电子控制 线路板、电流反馈传感器、通风机组、接触器和各类电源开关组成。 2.2焊机外形尺寸,见图1、图2、图3。
图 1 图 2 图 2 图1
图 3 图 3 2.3焊机结构,见图4、图5、图6 1.多芯插座 2.霍尔传感器 3.输出接线板 4.控制面板 5.输入接线板 6.风冷机组 7.主变压器 8.输出电抗器 9.主控制板 10.晶闸管
图 4 1.多芯插座 2.霍尔传感器 3.输出接线板 4.控制面板 5.输入接线板 6.风冷机组 7.主变压器8.输出电抗器9.主控制板10.晶闸管 图 5 1.多芯插座 2.霍尔传感器 3.输出接线板 4.控制面板 5.输入接线板 6.风冷机组 7.主变压器8.输出电抗器9.主控制板10.晶闸管 图 6
2.4负载特性率,见图7。 焊机的负载持续率是10分钟周期的百分比,某一给定的焊接电流在相应的负载持续率下工作不会引起焊机的过热或焚坏,焊机的额定负载持续率是60%。这意味着焊机的在10分钟周期内,以额定负载运行6分钟,空载运行4分钟,以便焊机得到适当的冷却。如果焊接电流减小,负载持续率可增加,反之,如果焊接电流增加,负载持续率应减小,图3负载持续率曲线图能使操作者决定在不同负载持续率情况下的焊机输出电流值。 负载持续率(%)图7 2.5焊机静外特性曲线,见图8。 图8.a ZX 5-630 200 300 400 500 630 800 1000 1250 1600 焊接电流(A )
《计算机仿真技术》课程大作业 自动化112 雷禧生 1102100409 3、假设调速系统中采用三相桥式晶闸管整流装置,直流电动机:220V , 14A ,1500r/min ,C e =0.12V/(r/min ),允许过载倍数λ=1.5;晶闸管装置:K s =80;电枢回路总电阻:R=6.5Ω;时间常数:T 1=0.02s ,T m =0.25s ,反馈系数:α=0.004V/(r/min),β=0.4V/A ;反馈滤波时间常数:T oi =0.005s ,T on =0.005s ,对系统进行仿真。 4、要求参照例14.4.1 完成仿真实验,记录仿真结果,并计算转速超调量。 1、基本原理 (1)电动机数学模型 他励直流电动机的回路电压和转矩平衡的微分方程为: E dt dI L RI U d d d ++=0 dt dn GD T T L e ? =-3752 2)晶闸管整流装置的数学模型 晶闸管触发与整流装置可以看成是一个具有纯滞后的放大环节,考虑到失控时间很小,忽略其高次项,则其传递函数可近似成一阶惯性环节。
()()1 0+≈ s T K s U s U s ct d (3)双闭环调速系统的数学模型 2、控制器设计 双闭环调速系统的电流调节器和转速调节器即ASR 和ACR ,均采用PI 调节器。 其中取1i T τ=,1 ,2I s oi i i K T T T T ==+∑ ∑ ,I i i s K R K K τβ= 电流调节器: ()1 i ACR i i s W s K s ττ+=转速调节器: ()1 n ASR n n s W s K s ττ+=其中取5n n T τ=?∑,2on n i T T T =+∑∑,()12e m n n h C T K haRT β+=∑
题目内容: 1. 晶闸管弧焊电源的组成和特点是什么? 2. 晶闸管式弧焊整流器主电路形式、工作原理及其特点是什么? 3. 移相触发脉冲信号传输方式有哪几种? 4. 晶闸管式脉冲弧焊电源的主要特点有哪些? 主观题答案分数:(20分) 1. 答:一般晶闸管式弧焊整流器的组成包括:主电路由三相主变压器、晶闸管组和输出直流电感组成;维弧电路由二极管组和限流电阻构成;控制电路由给定电路、检测电路、比较电路和触发电路组成。主要特点:1)控制性能好可以用较小功率的触发信号,实现对大功率整流器的输出控制。2)动特性好,响应速度快内部电感小得多,系统时间常数只有十几个毫秒,电磁惯性小,其动特性可以采用电子电抗器加以控制和调节。3)调节性能好可通过不同的反馈方式实现对弧焊电源外特性形状的任意控制,焊接电流、电压可在较宽的范围内进行调节,并易于实现网压补偿。4)节能、省材。 2. 答:晶闸管式弧焊整流器主电路主要有三种:三相桥式半控电路、三相桥式全控电路以及带平衡电抗器双反星形电路。三相桥式半控电路只用三个晶闸管和三个触发单元,因而线路比较简单、可靠、经济
和较易调试,其整流变压器为普通三相降压变压器,易于制造。主要缺点是调至低压或小电流时波形脉动较明显,为满足对直流弧焊电源规定的脉动系数的要求,需配备大电感量的输出电路。三相桥式全控整流电路的输出电压每周有六个波峰,脉动较小,所需备用的输出电感量也较小,缺点是要用六只晶闸管,六套触发电路,电路复杂,增加了调试和维修的难度。带平衡电抗器双反星形可控整流电路相当于两组三相半波整流电路并联,同时有两个晶闸管并联导电,每管分担1/6的负载电流;有六个晶闸管,触发电路比三相桥式半控整流电路的要复杂;整流电压波形为每个波形六个波峰。 3. 答:1)电磁耦合采用脉冲变压器来传输脉冲信号。脉冲变压器的目的是在触发脉冲电压一定的情况下,触发电路由晶闸管门级导通电阻决定;在触发多个晶闸管时,可输出多路隔离的触发脉冲,并可改变脉冲的正负极性,实现主电路和控制电路之间的电气隔离。2)光电耦合由发光元件和光敏元件组成在一体的器件,采用光电耦合传递信号。有以下优点:驱动晶体管不承受感性负载产生的反电压,工况得到改善;以输出任意波形脉冲信号;光电耦合器件与脉冲变压器比,成本低,体积小,易于在电路板上安装焊接。3)直接传输将移相触发电路的脉冲信号经功率放大后,直接输出到主电路的晶闸管,结构简单但是控制电路和主电路之间没有隔离,已产生干扰。 4. 答:1)输出的脉冲电流波形为方波或带前沿尖峰的方波;2)脉冲电流和基本电流都是由同一电源供给,即是一体式脉冲弧焊电源;
焊接理论试题 一、选择题(每题四个选项,只有一个是正确的,将正确的选项号填入括号内) 1. 焊接就是通过加热或加压,或者两者并用,并且用或不用填充材料,使焊件达到( A )结合的一种加工方法。 A原子 B分子 C中子 D电子 2.属于压力焊的焊接方法是( C )。 A埋弧焊 B钨极氩弧焊 C冷压焊 D CO 气体保护焊 2 3.属于熔化焊的焊接方法是( B )。 A扩散焊 B电渣焊 C锻焊 D爆炸焊 4.焊接结构具有较高的( A )。 A密封性和强度 B止裂性 C塑性 D加工精度 5.焊接结构不具有( B )的优点。 A节省金属材料,减轻结构重量 B劳动强度低,劳动条件好 C较好的密封性 D容易实现机械化和自动化 6.电弧燃烧的必要条件是( C )。 A阳极电子发射 B带电导体的存在 C气体电离及阴极电子发射 D气体电离及阳极电子发射 7.常用焊接方法中,采用非接触引弧的是( A )。 A钨极氩弧焊 B二氧化碳焊 C焊条电弧焊 D气焊 8.非接触引弧一般借助于( B )脉冲装置。 A低频高压 B高频高压 C低压高频 D大电流 9、焊条电弧焊在正常的焊接电流范围内,电弧电压主要与(C )有关。A焊接电流 B焊条直径 C电弧长度 D电极材料 10.焊条药皮中加入( D )物质,能增加电弧的稳定性。
A KCl B NaCl C CaF D CaO 2 11.可以提高焊接电弧稳定性的方法是( B )。 A减小焊接电流 B减小弧长 C采用交流电源 D在焊条药皮中加入氯化物 12.不会影响焊接电弧稳定性的因素是( D )。 A焊接电流的种类 B电源空载电压 C焊条药皮 D焊接速度 13.不会引起电弧偏吹的因素是( D )。 A焊条偏心B气流的干扰 C磁场的作用D电流的变化14.造成电弧磁偏吹的原因是( C )。 A焊条偏心B焊工技术不好 C磁场的作用D气流的干扰15.焊接接头不包括( D )。 A焊缝 B熔合区 C热影响区 D退火区 16.焊接接头的4种基本形式不包括( B )接头。 A对接 B卷边 C搭接 D角接 17.在焊接结构中采用最多的一种接头形式为( A )接头。 A对接 B卷边 C角接 D搭接 18.按空间位置不同,可将焊缝分为( C )。 A平焊缝、横焊缝、角焊缝、对接焊缝 B对接焊缝、角焊缝、塞焊缝、端接焊缝 C平焊缝、横焊缝、立焊缝、仰焊缝 D连续焊缝、断续焊缝、端接焊缝、塞焊缝 19.水平固定管的对接焊缝,包括了( A )焊接位置。 A平焊、立焊和仰焊 B平焊、立焊和横焊 C平焊、横焊和仰焊 D横焊、立焊和仰焊 20.中厚板对接接头中,最常用的坡口形式是( A )坡口。 A V形 B K形 C U形 D 双U形 21.当焊件厚度较大,只能单面焊接时,为提高生产率,可采用( B )