外观判定标准(OK)
- 格式:ppt
- 大小:1001.50 KB
- 文档页数:14

标题五金件外观判定标准(一般要求)文件编号WI-MQC-083版次 A修订号00生效日期15-JAN-2012 页码3/94.0外观等级的定义(一般要求):4.1 A 级面:也叫一级面,客户用于光机上的前面、正面。
例如:仪器、设备的面板、顶壳以及有通纸面要求的表面。
4.2 B 级面:也叫二级面,客户外装的侧面、背面。
这些表面在基本使用状态下能时常看到的范围。
另外,用户虽然看不见,但会影响机能的零件,也纳入 B 级面来管理。
4.3 C 级面: 也叫三级面,在使用状态下看不见,但在维修、处理简单故障时可以看到的范围。
客户外装的底面也属三级面。
4.工程图纸指定有外观等级的按照图纸要求来执行。
A 级面、B 级面、C 级面的分类标准(一般要求)B 级面(侧面)A 级面(正面)(顶面)C 级面(底面)B 级面(背面)14.2轴类外观判定标准:轴工作面:A:伤、凸、毛边、打痕、黑点、凹大小在0.5mm2 以下,不判为不良。
但是,即使在基准内,对机能、性能有影响时也判不良。
B:破损、弯曲、变形发生不可C:锈(五金类)白布擦拭无锈迹,对机能、性能无影响时判OK。
其它面:A:伤、凸、毛边、打痕、黑点、凹大小在0.5mm2 以下,不判为不良。
但是,即使在基准内,对机能、性能有影响时也判不良。
(异常音、动作不良、左右松动、磨损)B:破损、弯曲、变形发生不可C:锈(五金类)白布擦拭无锈迹,对机能、性能无影响时判OK。
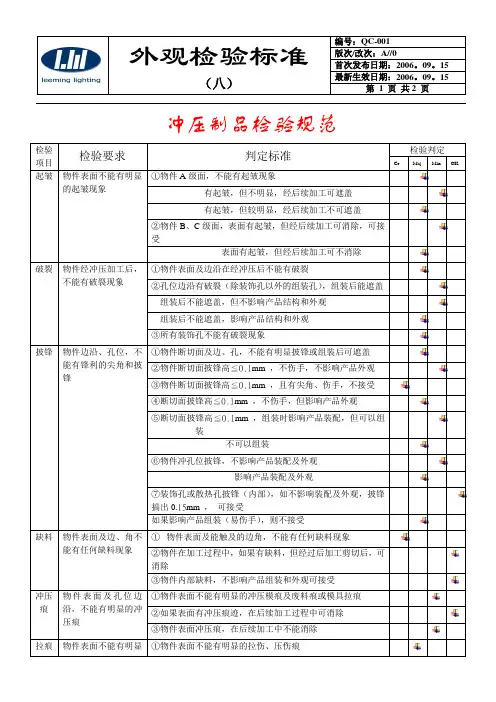
(八)最新生效日期:2006。
09。
15第 1 页共2 页冲压制品检验规范检验项目检验要求判定标准检验判定Cr Maj Min OK起皱物件表面不能有明显的起皱现象①物件A级面,不能有起皱现象有起皱,但不明显,经后续加工可遮盖有起皱,但较明显,经后续加工不可遮盖②物件B、C级面,表面有起皱,但经后续加工可消除,可接受表面有起皱,但经后续加工可不消除破裂物件经冲压加工后,不能有破裂现象①物件表面及边沿在经冲压后不能有破裂②孔位边沿有破裂(除装饰孔以外的组装孔),组装后能遮盖组装后不能遮盖,但不影响产品结构和外观组装后不能遮盖,影响产品结构和外观③所有装饰孔不能有破裂现象披锋物件边沿、孔位,不能有锋利的尖角和披锋①物件断切面及边、孔,不能有明显披锋或组装后可遮盖②物件断切面披锋高≦0.1mm ,不伤手,不影响产品外观③物件断切面披锋高≦0.1mm ,且有尖角、伤手,不接受④断切面披锋高≦0.1mm ,不伤手,但影响产品外观⑤断切面披锋高≦0.1mm ,组装时影响产品装配,但可以组装不可以组装⑥物件冲孔位披锋,不影响产品装配及外观影响产品装配及外观⑦装饰孔或散热孔披锋(内部),如不影响装配及外观,披锋搞出0.15mm ,可接受如果影响产品组装(易伤手),则不接受缺料物件表面及边、角不能有任何缺料现象①物件表面及能触及的边角,不能有任何缺料现象②物件在加工过程中,如果有缺料,但经过后加工剪切后,可消除③物件内部缺料,不影响产品组装和外观可接受冲压痕物件表面及孔位边沿,不能有明显的冲压痕①物件表面不能有明显的冲压模痕及废料痕或模具拉痕②如果表面有冲压痕迹,在后续加工过程中可消除③物件表面冲压痕,在后续加工中不能消除拉痕物件表面不能有明显①物件表面不能有明显的拉伤、压伤痕(八)最新生效日期:2006。
09。
15第 2 页共2 页的拉、压痕②物件表面拉痕的长≦10mm ,宽≦0.1mm ,深≦0.05mm10mm<长≦20mm , 宽≦0.1mm , 深≦0.05mm10mm<长≦20mm , 宽>0.1mm , 深≦0.05mm10mm<长≦20mm , 宽>0.1mm ,0.05mm<深≦0.1mm③表面拉痕,在后续加工过程中可消除④表面拉痕,在后续加工过程中不能完全消除,或不可消除损伤物件表面及孔边不能有任何损伤①物件表面无任何损伤现象②物件表面损伤面积5mm²且较轻,可修复物件表面损伤面积5mm²且较重,不可修复物件表面损伤面积>5mm²,不可接受③孔位边沿损伤,在后续装配过程中可遮盖孔位边沿损伤,在后续装配过程中不可遮盖变形物件边口及表面、孔边不能有冲压变形现象①物件表面及边口变形明显,不能接受②物件表面及边口变形,在50cm 处观察不明显,可接受③孔位冲压变形,组装后可遮盖,不影响产品外观,可接受④孔位冲压变形,组装后不能遮盖,影响产品外观尺寸产品重要配合尺寸,满足设计要求①产品配合尺寸,符合设计要求②产品重要求尺寸,符合设计要求③产品配合尺寸,超过其最大公差值≦0.1mm,可接受产品配合尺寸,超过其最大公差值>0.1mm,,但不影响装配或后续作业产品配合尺寸,超过其最大公差值>0.1mm,,影响装配或后续作业④孔位尺寸,经实测值大于最大公差值,不影响产品外观、结构孔位尺寸,经实测值大于最大公差值,影响产品外观、结构⑤产品尺寸小于设计尺寸或孔位尺寸小于设计尺寸,影响产品组装或不能组装⑥孔位尺寸偏斜,组装后不影响整体外观和结构,可接受孔位尺寸偏斜,组装后影响整体外观和结构,不接受。
外观质量评定标准外观质量评定标准是对产品外观进行评定的一项重要标准。
在现代社会,产品的外观质量往往是消费者选择商品的首要考量因素之一。
因此,制定科学合理的外观质量评定标准对于企业提高产品质量,提升竞争力具有重要意义。
首先,外观质量评定标准应当包括产品的整体外观、表面光洁度、色泽一致性、图案和标识的清晰度等方面。
产品的整体外观应当端正、美观,没有明显的缺陷和污染。
表面光洁度应当符合产品的要求,不能有划痕、凹凸不平等表面缺陷。
色泽一致性要求产品在不同光源下呈现一致的颜色,不能出现色差。
图案和标识的清晰度要求产品上的图案和标识清晰可辨,不模糊、不虚化。
其次,外观质量评定标准应当具有科学性和可操作性。
科学性是指评定标准应当符合产品的实际使用要求和消费者的审美需求,不能是主观臆断或片面追求某种效果。
可操作性是指评定标准应当具有可操作性,能够在实际生产中进行准确、有效的评定,避免主管部门和生产企业之间的争议。
最后,外观质量评定标准应当具有权威性和公正性。
权威性是指评定标准应当由具有权威性的部门或专家制定,经过科学论证和实践检验。
公正性是指评定标准应当公平、公正,不偏袒任何一方,保障消费者和生产企业的合法权益。
在制定外观质量评定标准时,需要充分考虑产品的特点和消费者的需求,结合实际情况制定科学合理的标准。
同时,评定标准的执行和监督也是至关重要的,需要建立健全的监督机制,确保评定标准得到有效执行。
总之,外观质量评定标准对于产品质量的提升和市场竞争力的增强具有重要意义。
只有制定科学合理、具有权威性和公正性的评定标准,才能真正保障消费者的合法权益,推动企业不断提高产品质量,实现可持续发展。
希望各相关部门和企业能够重视外观质量评定标准的制定和执行,共同为提升产品质量和促进消费者满意度而努力。
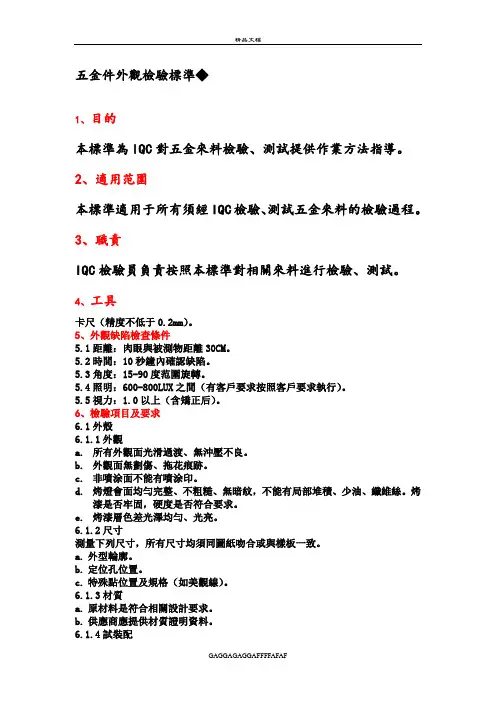
五金件外觀檢驗標準◆1、目的本標準為IQC對五金來料檢驗、測試提供作業方法指導。
2、適用范圍本標準適用于所有須經IQC檢驗、測試五金來料的檢驗過程。
3、職責IQC檢驗員負責按照本標準對相關來料進行檢驗、測試。
4、工具卡尺(精度不低于0.2mm)。
5、外觀缺陷檢查條件5.1距離:肉眼與被測物距離30CM。
5.2時間:10秒鐘內確認缺陷。
5.3角度:15-90度范圍旋轉。
5.4照明:600-800LUX之間(有客戶要求按照客戶要求執行)。
5.5視力:1.0以上(含矯正后)。
6、檢驗項目及要求6.1外殼6.1.1外觀a.所有外觀面光滑過渡、無沖壓不良。
b.外觀面無劃傷、拖花痕跡。
c.非噴涂面不能有噴涂印。
d.烤燈會面均勻完整、不粗糙、無暗紋,不能有局部堆積、少油、纖維絲。
烤漆是否牢固,硬度是否符合要求。
e.烤漆層色差光澤均勻、光亮。
6.1.2尺寸測量下列尺寸,所有尺寸均須同圖紙吻合或與樣板一致。
a.外型輪廓。
b.定位孔位置。
c.特殊點位置及規格(如美觀線)。
6.1.3材質a.原材料是符合相關設計要求。
b.供應商應提供材質證明資料。
6.1.4試裝配將零件與相應的組件試裝應配合良好。
7、檢驗方法7.1外觀使用目測法檢查被檢品的外觀。
檢測過程中,產品應被傾斜、搖動、移動,以使待測平面能獲得不同的光線,而非在燈光下以常規方式檢驗。
當缺陷在某一特定的光線下被觀察到時,應翻轉產品至少5度,以確保能在此時的下能觀察到該缺陷。
缺陷至少能在兩種光線下能被檢查得到。
7.2尺寸使用卡尺測量被檢品的尺寸。
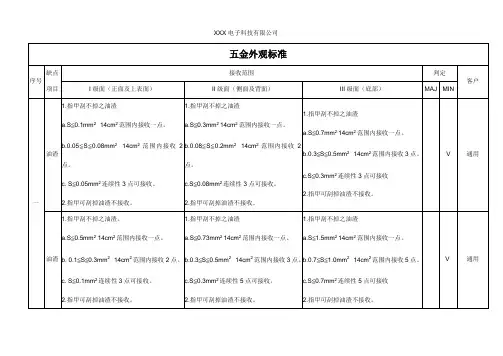
8、塑殼表面分類I級面:正面及上表面;II級面:側面及背面;III級面:底部(不作特殊要求)。
9、等級分類A級:面對公司重要客戶;B級:面對公司主要客戶;C級:面對公司一般客戶;D級:面對公司次要客戶。
10、質量評定10.1檢驗辦法五金來料按GB/T2828-87正常檢查一次抽樣方案I或II級檢查水平進行抽樣檢查。
注:有客戶要求按照客戶要求執行。
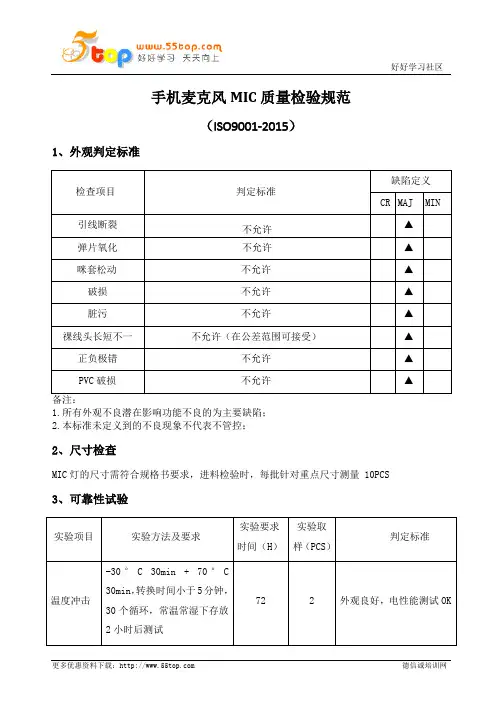
手机麦克风MIC质量检验规范(ISO9001-2015)1、外观判定标准检查项目判定标准缺陷定义CR MAJ MIN引线断裂不允许▲弹片氧化不允许▲咪套松动不允许▲破损不允许▲脏污不允许▲祼线头长短不一不允许(在公差范围可接受)▲正负极错不允许▲PVC破损不允许▲1.所有外观不良潜在影响功能不良的为主要缺陷;2.本标准未定义到的不良现象不代表不管控;2、尺寸检查MIC灯的尺寸需符合规格书要求,进料检验时,每批针对重点尺寸测量 10PCS3、可靠性试验实验项目实验方法及要求实验要求时间(H)实验取样(PCS)判定标准温度冲击-30°C 30min + 70°C30min,转换时间小于5分钟,30个循环,常温常湿下存放2小时后测试72 2 外观良好,电性能测试OK疲劳测试功能测试模式-item test-Microphone,连续播放96小时96 3疲劳后不失效,与疲劳前对比音质音量无明显恶化振动测试在振动台上,话筒经过三方向的振动,振幅1.50mm,振动频率由10Hz到50Hz循环,每分钟一次,振动2小时,其灵敏度变化在+3dB范围内3 3外观应无明显不良,电性能OK高温储存70℃,存放24 小时,常温常湿下存放2小时后测试48 2 外观良好,电性能测试OK低温储存-40±3℃48 2 外观良好,电性能测试OK 高温高温60℃、93±2%RH,常温常湿下存放2小时后测试48 2 外观良好,电性能测试OK盐雾试验35±2℃,85%RH,NaCl 百分比:5±1% ,连续喷雾时间实验完后用清水洗净晾干48H24 21. 外观良好,电性能测试正常、音质无异常2. 电镀及金属部分不能有变色、生绣、氧化等现象4、周期性测试所有MIC每个订单一个周期,当订单大于50K时,其周期性测试自动更改为50K一个周期,如有异常需及时反馈。
5、包装5.1确认包装方式是否符合要求,供应商是否为合格供应商,是否有供应商贴好的PASS标签或印章;5.2确认外包装规格型号、物料代码、数量、生产日期、生产批号是否正确;5.3外包装箱标识是否正确,不可有标识不完整,标识错误现象;5.4外包装箱不可有明显的折邹、破损、脏污、变形、受潮等不良现象;5.5变更过的物料必须做显眼标识,必须连做三批次标识,如有特殊需求,以沟通及书面通知为主;5.6包装需垫泡棉防护,有特殊需求,以沟通及书面通知为主。
外观质量评定标准外观质量是指产品在外观形态、表面质量和色泽等方面的特征。
对于不同类型的产品,外观质量评定标准也有所不同。
本文将从几个方面详细介绍外观质量评定标准的相关内容。
首先,外观形态是评定外观质量的重要指标之一。
在评定外观形态时,需要考虑产品的整体外形是否符合设计要求,是否存在变形、扭曲、破损等缺陷。
同时,还需要检查产品的尺寸、结构、装配等方面是否符合标准要求。
例如,对于汽车外观质量评定,需要检查车身是否平整、线条是否流畅、零部件的装配是否精准等。
其次,表面质量也是评定外观质量的重要指标之一。
表面质量包括产品表面的光洁度、平整度、光泽度等方面。
在评定表面质量时,需要检查产品表面是否存在凹凸不平、划痕、气泡、氧化等缺陷。
例如,对于家具产品的外观质量评定,需要检查产品表面是否光滑、无色差、无瑕疵等。
另外,色泽也是评定外观质量的重要指标之一。
色泽是指产品的颜色和光泽度。
在评定色泽时,需要检查产品的颜色是否均匀、鲜艳,光泽度是否适中。
例如,对于服装产品的外观质量评定,需要检查布料的色彩是否鲜艳、无色差,光泽度是否适中。
除了以上几个方面,外观质量评定还需要考虑产品的外观设计是否符合审美标准、是否符合市场需求等因素。
在实际评定过程中,可以根据产品的特点和行业标准,制定相应的评定标准和检测方法,以确保评定结果的客观性和准确性。
总的来说,外观质量评定标准是一个综合性的评定体系,涉及外观形态、表面质量、色泽等多个方面。
只有严格依据标准进行评定,才能有效地保障产品的外观质量,提升产品的竞争力和市场占有率。
希望本文能够帮助大家更好地理解外观质量评定标准的相关内容,为产品的外观质量评定提供一定的参考和指导。
外观质量评定标准外观质量评定标准是指对产品外观进行评定的一套标准体系,它是衡量产品外观质量优劣的重要依据。
在现代社会,产品外观质量已经成为消费者选择产品的重要因素之一,因此制定科学、合理的外观质量评定标准对于企业提升产品竞争力、满足消费者需求具有重要意义。
首先,外观质量评定标准应包括产品外观的整体设计、外观材料的选择和外观加工工艺等方面。
产品外观的整体设计应符合人体工程学原理,符合人们审美的习惯和喜好,同时要考虑产品的实用性和功能性。
外观材料的选择应符合产品的使用环境和要求,材料应具有良好的韧性、耐磨性和耐候性,能够保证产品外观长期保持良好状态。
外观加工工艺要求精细,不得存在明显的瑕疵和缺陷,保证产品外观的完美。
其次,外观质量评定标准应考虑产品外观的可持续性和环保性。
产品外观应具有一定的耐久性,不易褪色、变形或者损坏,能够保持长久的美观。
同时,外观材料应符合环保要求,不含有有害物质,能够达到国家相关环保标准。
再次,外观质量评定标准还应考虑产品外观的安全性。
产品外观设计不得存在尖锐、棱角等可能对消费者造成伤害的部分,外观材料不得释放有害物质,不得对人体健康造成危害。
最后,外观质量评定标准应包括外观检测方法和评定标准的具体规定。
外观检测方法应科学、准确,能够客观地评定产品外观的质量,包括外观尺寸、表面光洁度、色泽一致性等方面。
评定标准应具体明确,能够为生产企业和消费者提供明确的参考依据。
总之,外观质量评定标准是保证产品外观质量的重要手段,它不仅关系到企业的产品质量和品牌形象,也关系到消费者的权益和利益。
因此,制定科学、合理的外观质量评定标准对于企业和消费者都具有重要意义。
希望各相关部门和企业能够重视外观质量评定标准的制定和执行,共同为提升产品外观质量和保障消费者权益而努力。

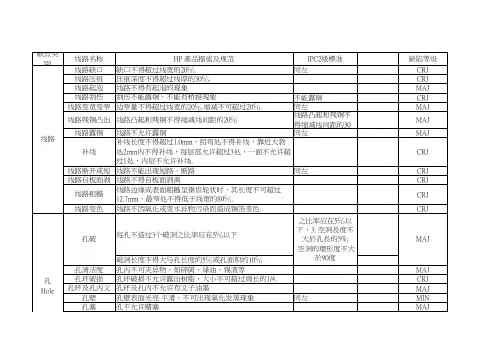
唛头检验标准一、检验比例:根据来料各规格按AQL2.5或根据辅料类型和风险抽取合适的数量进行抽样检验。
二、检验标准:三、检验方法:3.1尺寸规格:形状、尺寸规格按客户订单要求。
3.2字体(图案)质量:字体清晰,颜色准确、不允许掉色、褪色,排版工整、合理、美观。
3.3内容:准确按照客户唛头资料要求内容印刷(织造),无错漏。
3.4污渍:唛头表面无明显污点、油墨、污渍。
3.5切口:切口整齐、平直,无散边、散线、刮手、起毛、发黄现象。
3.6材质:按确认之材质、厚度、手感(客人要求批复的按客户批复的样板收货)。
3.7色差:同一批产品不可有明显色差。
3.8疵品计算方法 疵品总损耗率X= *100% 3.9色差的判定:取样板一个以客户原样或批板进行对比,用ISO 105-A03:1993灰色样卡评定色差级别。
3.10耐洗色牢度测试:(无磷洗涤剂)3.10.1水洗处理:将样品与一块规定的贴衬织物(多纤维布)放入洗衣机内后,再放入标准的洗涤剂,洗涤温度为40C °(可在ISO 3758:2005的洗涤程序内选择普通的洗涤程序使用)正确用量的洗涤剂:满足化学品限制的要求,并且最好是无磷的洗涤剂。
用量:(每个产品10g ,)40g{针对4个以上的试样}样品须5次洗水,每次洗45分钟,每洗完一次要自然晾干。
5次洗水完成晾干后进行评判。
3.10.2晾干:沿直纹方向在室内晾干,晾干后的样品,平摊在平台上轻轻拍平后进行颜色评定。
3.10.3将试样放在灯箱中,选用D65光源评定颜色变化,用ISO 105-A03:1993灰色样卡评定变色牢度,用ISO 105-A03:1993灰色样卡评定贴衬织物的沾色牢度。
3.10.4对照水洗后试样的尺寸与水洗前的尺寸,颜色变化测量水洗变化率,印刷不能脱落。
四、结果判定:当所验物料所有疵品数加在一起超出3%时,判为批不合格因疵点引起的损耗个数N1 总个数N五、包装要求:唛头(主唛,成份唛,洗水唛,条码唛):每包20扎,每扎60PCS;同款,同名称,同规格,同颜色一起包装,杜绝混装。
外观质量评定标准外观质量评定标准是衡量产品外观美观度和质量水平的重要指标,对于各行业的产品都具有重要意义。
在日常生活中,我们经常会遇到需要对产品外观质量进行评定的情况,比如购买家具、电子产品、服装等。
因此,建立科学、合理的外观质量评定标准对于提高产品质量、满足消费者需求具有重要意义。
首先,外观质量评定标准应当包括产品的外观设计、表面处理、装配质量等方面的考量。
产品的外观设计应当符合美学原则,色彩搭配和造型设计要符合产品定位和消费者审美观念。
表面处理包括产品的光洁度、表面平整度、无划痕、无气泡等要求。
装配质量则包括产品各部件之间的连接紧密度、无松动、无缝隙等要求。
其次,外观质量评定标准应当具有科学性和可操作性。
科学性是指评定标准应当建立在科学的基础上,可以通过科学手段进行验证和检测。
可操作性是指评定标准应当具有一定的操作性,可以通过简单的检测手段和方法进行评定。
这样既可以提高评定的准确性,又可以降低评定的成本和时间。
最后,外观质量评定标准应当符合行业标准和国家标准,并且要根据实际情况进行调整和完善。
各行业都有相应的产品外观质量评定标准,这些标准是行业发展的基础和保障。
同时,也要根据消费者的需求和市场的变化进行调整和完善,以适应市场的需求和发展的变化。
总之,外观质量评定标准是产品质量管理的重要环节,对于提高产品质量、满足消费者需求具有重要意义。
建立科学、合理的外观质量评定标准,不仅可以提高产品的质量水平,还可以提升企业的竞争力,促进行业的健康发展。
因此,各行业都应当重视外观质量评定标准的建立和完善,为消费者提供更加优质的产品和服务。
判定标准一、严重不良若在检查时严重不良率超过0%,则整批货判断为不合格。
1、危及人身①焊接毛刺、边缘尖锐、切削碎屑、不锈钢有剥裂、突起等。
②被判定为对人身有危险的东西。
2、不能组装①部件不足,部件错误。
②不能组装。
③各螺丝部的螺牙不良不能嵌合。
④孔位偏移不能组装。
⑤各部件焊接位置的偏移,歪斜的焊接。
⑥焊接不够,焊接脱落。
⑦轮子歪斜的装上去。
(无法顺畅的转动的)3、功能障碍①无法开闭、折叠的。
②挡块不起作用。
③不滑动(伸缩)。
④滑动板不能防滑锁住(限位块失效)。
⑤螺丝锁紧扭力在10-12㎏f.cm以内。
⑥圈不转。
⑦螺丝、铆钉等脱落。
4、严重障碍①组装后的刚性满足不了耐负荷基准。
②致命的尺寸错误(±5%以上)。
③从成型品脱色、窜色。
④有红锈。
⑤材质不一样。
5、产品名错误①POP错误②条码错误③内容错误④使用说明书错误。
6、其他和式样有明显的差异,被判断为重缺陷的。
二、中度不良若在抽检时,中度不良最终超过了2%,则整批货判为不合格。
1、表面处理不良①电镀脱落②涂装脱落③涂装表面凹凸不平,有颗粒状现象。
2、中障碍①涂装的颜色错误、涂膜明显薄。
②塑料件的色差(明显的颜色浅、颜色深)。
③网架的焊接位置偏移超过基准(基准3mm为止)。
④网架的铁丝弯曲超过基准(基准3mm为止)。
⑤网架的折叠明显紧、困难的。
⑥管子的弯曲不能满足耐负重基准(基准1%)。
⑦布料缝制部分有散开的。
⑧产品全体倾斜。
⑨拿时脚脱落,自动关闭的。
⑩转盘回转紧。
3、中欠点①肉眼看到的位置(管子内除外)有红锈、药液痕迹。
②成为晃动原因的脚浮起。
③制品上有倾斜、扭曲。
④管子翘起(基准0.2%以内)。
⑤管子和塑料件组装在基准之外(插入部位:10-20㎏;螺丝拧紧部:10-20㎏)。
⑥滑动管在基准内拉不出来的(基准1㎏f以内)。
⑦轮子4位置全部不着地的。
⑧轮子嵌合紧的(基准8-12㎏f)。
⑨管子嵌合紧的(基准10-15㎏f)。
⑩本体、毛巾架的折叠紧的(基准1.5㎏f以内)。