窄间隙埋弧自动焊坡口形式
- 格式:doc
- 大小:153.50 KB
- 文档页数:7

窄间隙GMAW(NG-GMAW)横向焊接概述1 窄间隙GMAW焊接技术1.1 窄间隙焊接1963年美国巴特尔(Battelle)研究所就提出了窄间隙焊接技术。
到1966年,窄间隙焊接(NGW, Narrow Gap Welding)这个词首次被使用,随后被大量使用在焊接文献中[1]。
窄间隙焊接是基于现有的弧焊技术,采用I型或U型小尺寸坡口,进行的多层单道或多层多道焊接[2]。
窄间隙焊接是对GMAW、GTAW、SAW、SMAW等焊接方法进行的特殊应用,基本的焊接原理、技术特性还是相同的。
与传统的焊接方法相比,窄间隙焊接有以下优势[3]:焊接材料与电能消耗减少;焊接接头的残余应力、残余变形减小;接头力学性能更好。
1.2 窄间隙GMAW特点窄间隙焊接方法在实际使用时主要是NG-GMAW(窄间隙熔化极气体保护焊)、NG-SAW (窄间隙埋弧焊)和NG-TIG(窄间隙钨极氩弧焊)这三种方法。
其中,NG-GMAW更具有应用优势和前景。
[4]NG-TIG 低无高能NG-GMAW 高无较高能NG-SAW 较高有一般不能在现有的各种窄间隙焊接技术中,综合评价认为NG-GMAW应是相对更优越的技术。
从焊接生产率上看,NG-GMAW与NG-SAW的生产效率差不多,但成倍地高于NG-TIG技术;从空间位置上看,NG-GMAW可以全位置焊接;其次NG-GMAW热输入范围宽且可很低,使得该技术可在无需采用特别技术如焊前预热、道间温度控制、焊后热处理等条件下,尤其适合低合金高强钢、超高强钢焊接[5]。
但是,在实际生产中窄间隙GMAW技术常常会遇到以下困难[6]:(1)侧壁熔合不良。
这个是窄间隙焊普遍存在的问题,由于窄间隙的坡口深而窄,电弧覆盖范围有限,对侧壁热输入量不足,容易产生熔合不良。
(2)气保护要求高。
为了保证焊接过程中始终有良好的气保护作用,需要气保护尽可能的靠近电弧。
(3)焊接飞溅对工艺稳定性影响大。
GMAW焊接过程中不可避免的会出现飞溅,一旦飞溅落到导电嘴、保护气通道、焊枪,容易造成焊接过程的不稳定,甚至是焊枪的损坏。
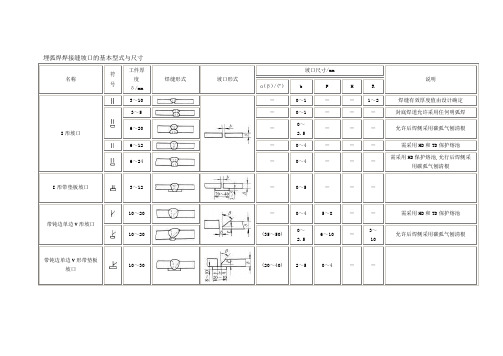
摘要:根据焊件的壁厚、材质、机加工能力、焊件制造工艺流程,设计对应的窄间隙埋弧焊坡口形式及尺寸,其主要目的是在保证焊缝质量、方便施焊的前提下,尽量减少焊接填充量,提高生产效率,降低生产成本。
关键词:窄间隙埋弧焊;坡口形式;焊接工艺中图分类号:TG445文献标识码:B 文章编号:1001-2303(2009)08-0094-03第39卷第8期2009年8月Vol.39No.8Aug.2009Electric Welding Machine白金生,李伟武,段世新(中信重工机械股份有限责任公司焊接工艺研究所,河南洛阳471039)Exploration on joint configuration and dimensions in narrowgap welding with SAW processBAI Jin-sheng ,LI Wei-wu ,DUAN Shi-xin(CITIC HIC Welding Procedure Research Institute ,Luoyang 471039,China)Abstract :The design of joint configuration and dimensions for narrow gap welding with SAW process is based on wall thicknessand material of weldment ,availability of machining facilities ,and manufacturing procedure so as to reduce quantity of filler metal ,heighten efficiency and lower cost of production ,while ranking the consideration to ensure weld quality and benefit welding operation at top of the design.Key words :narrow gap welding with SAW ;joint configuration ;welding precess收稿日期:2009-03-30作者简介:白金生(1957—),男,河南洛阳人,工程师,主要从事焊接工艺研究与开发,获国家专利两项,河南省部级科技进步奖3项。