挤压丝锥攻牙的底孔确定
- 格式:doc
- 大小:20.50 KB
- 文档页数:1
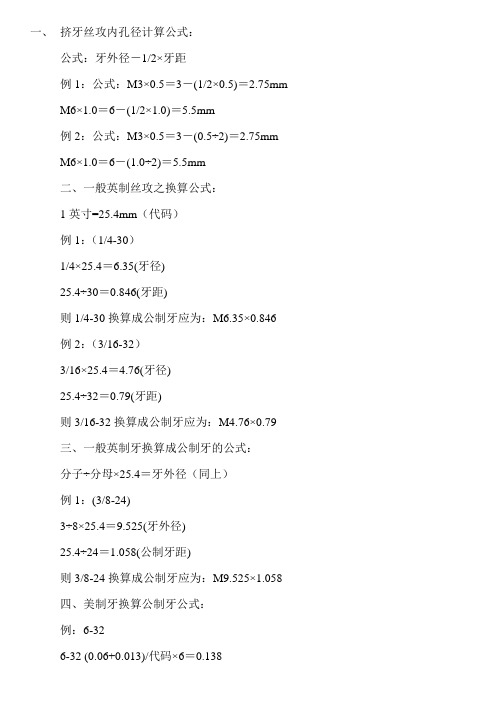
一、挤牙丝攻内孔径计算公式:公式:牙外径-1/2×牙距例1:公式:M3×0.5=3-(1/2×0.5)=2.75mmM6×1.0=6-(1/2×1.0)=5.5mm例2:公式:M3×0.5=3-(0.5÷2)=2.75mmM6×1.0=6-(1.0÷2)=5.5mm二、一般英制丝攻之换算公式:1英寸=25.4mm(代码)例1:(1/4-30)1/4×25.4=6.35(牙径)25.4÷30=0.846(牙距)则1/4-30换算成公制牙应为:M6.35×0.846例2:(3/16-32)3/16×25.4=4.76(牙径)25.4÷32=0.79(牙距)则3/16-32换算成公制牙应为:M4.76×0.79三、一般英制牙换算成公制牙的公式:分子÷分母×25.4=牙外径(同上)例1:(3/8-24)3÷8×25.4=9.525(牙外径)25.4÷24=1.058(公制牙距)则3/8-24换算成公制牙应为:M9.525×1.058四、美制牙换算公制牙公式:例:6-326-32 (0.06+0.013)/代码×6=0.1380.138×25.4=3.505(牙外径)25.4÷32=0.635(牙距)那么6-32换算成公制牙应为:M3.505×0.6351、孔内径计算公式:牙外径-1/2×牙距则应为:M3.505-1/2×0.635=3.19那么6-32他内孔径应为3.192、挤压丝攻内孔算法:下孔径简易计算公式1:牙外径-(牙距×0.4250.475)/代码=下孔径例1:M6×1.0M6-(1.0×0.425)=5.575(最大下孔径)M6-(1.0×0.475)=5.525(最小)例2:切削丝攻下孔内径简易计算公式:M6-(1.0×0.85)=5.15(最大)M6-(1.0×0.95)=5.05(最小)M6-(牙距×0.860.96)/代码=下孔径例3:M6×1.0=6-1.0=5.0+0.05=5.05五、压牙外径计算简易公式:1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径)例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径) 六、公制牙滚造径计算公式:(饱牙计算)例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径) 例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)七、压花外径深度(外径)外径÷25.4×花齿距=压花前外径例:4.1÷25.4×0.8(花距)=0.13 压花深度应为0.13八、多边形材料之对角换算公式:1.四角形:对边径×1.414=对角径2.五角形:对边径×1.2361=对角径3.六角形:对边直径×1.1547=对角直径公式2:1.四角:对边径÷0.71=对角径2.六角:对边径÷0.866=对角径九、刀具厚度(切刀):材料外径÷10+0.7参考值十、锥度的计算公式:公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数等于查三角函数值公式2:简易(大头直径-小头直径)÷28.7÷总长=度数。


挤压丝锥底孔直径表本文档提供了一份挤压丝锥底孔直径表,用于参考制定挤压丝锥顶端钻孔时所需的孔径大小。
该表格对不同尺寸的挤压丝锥提供了推荐的底孔直径范围,以确保最佳的工作效果。
请根据具体的要求和材料选择合适的孔径。
简介挤压丝锥是一种常用于金属加工中的切削工具,它通常用于在金属表面形成螺纹。
该工具的底部通常有一个小孔,用于引导丝锥在工件表面上切削出螺纹。
因此,在进行丝锥工作之前,必须先在工件上钻一个底孔。
钻底孔是一个关键步骤,其孔径的大小对于挤压丝锥的切削效果和标准螺纹的质量有重要影响。
为了提供参考,以下是一份挤压丝锥底孔直径表,可以帮助您选择合适的孔径。
挤压丝锥底孔直径表挤压丝锥类型#1 #2 #3 #4直径范围 (mm) 0.5-1 1.1-2 2.1-3 3.1-4注意:- 以上的直径范围仅作为参考,具体的要求还需根据实际情况进行调整。
- 丝锥的切削性能和工作效果可能受到工件材料的影响,建议在实际操作之前进行试验。
如何选择合适的孔径选择合适的孔径对于挤压丝锥的工作效果至关重要。
下面是一些选择合适孔径的基本指导原则:1.参考规格表:查找并参考相关的挤压丝锥规格表,通常该表会提供适用于不同直径丝锥的底孔直径范围。
这将帮助您了解常见的底孔直径推荐。
2.考虑工件材料:工件材料的硬度会对底孔的直径产生影响。
对于较硬的材料,您可能需要选择较大的底孔直径来确保合适的切削和螺纹形成。
对于较软的材料,较小的底孔直径可能更合适,以避免切削过多的金属。
3.试验和经验:在新的材料或具体应用场景中,试验是非常重要的。
为了选择最佳的底孔直径,您可以先在一块废料或样品上进行试验,以评估不同孔径的效果。
同时,借鉴其他同行的经验也是一个不错的选择。
结论以上是一份挤压丝锥底孔直径表,它为不同尺寸的挤压丝锥提供了推荐的底孔直径范围。
挑选适当的孔径对于确保切削效果和标准螺纹的质量至关重要。
请根据具体需求和工件材料选择合适的孔径,并进行试验验证,以确定最佳的底孔直径。

对于操作者来说,丝锥打孔可按公式计算出孔尺寸,而实际可根据工况在一定范围内试切以获得最佳孔。
事实上,最后孔尺寸也会不一样。
下面就一起来了解下丝锥打孔的计算方法,以及看看是否有相当好用的计算公式。
正确的挤压丝锥底孔粗略计算方法应该是:工程直径-0.5螺距。
使用挤压丝锥挤丝前的底孔直径为:d0=dw-(0.5-0.6)P。
式中dw——工件螺纹外径,mm;P——螺距。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)。
塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)。
扩展资料:底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最面上的圆形孔洞,称之为底孔。
底孔不一定是钻出来的也可以是其他方法加工的如:冲·压铸等。
若底孔直径与内螺纹直径一致材料扩张时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。
螺纹配合根据不同的国际标准,需要有相应的配合公差,可以查钳工手册。
底孔如果是沉孔还需考虑攻丝排削影响。
供加工螺母或其他机件上的普通内螺纹用(即攻丝).机用丝锥通常是指高速钢磨牙丝锥,适用于在机床上攻丝;手用丝锥是指碳素工具钢或合金工具钢滚牙(或切牙)丝锥,适用于手工攻丝。
丝锥是加工各种中、小尺寸内螺纹的刀具,它结构简单,使用方便,既可手工操作,也可以在机床上工作,在生产中应用得非常广泛。
对于小尺寸的内螺纹来说,丝锥几乎是唯一的加工刀具。
丝锥的种类有:手用丝锥、机用丝锥、螺母丝锥、挤压丝锥等。
攻丝是属于比较困难的加工工序,因为丝锥几乎是被埋在工件中进行切削,其每齿的加工负荷比其它刀具都要大,并且丝锥沿着螺纹与工件接触面非常大,切削螺纹时它必须容纳并排除切屑,因此,可以说丝锥是在很恶劣的条件下工作的。
为了使攻丝顺利进行,应事先考虑可能出现的各种问题。
如工件材料的性能、选择什么的刀具及机床、选用多高的切削速度、进给量等。

挤压丝锥攻牙的底孔确定
挤压丝锥一般要求材料加工时的延伸率>10%。
底孔应按体积不变原则选择,所以不同的直径、螺距、牙型角、齿顶齿底削平高度甚至螺纹公差都会对底孔选择有影响。
下面是ISO米制普通螺纹粗牙,6H公差:
M1.6底孔:1.45±0.02;
M2 底孔:1.80±0.02;
M2.5底孔:2.30±0.02;
M3 底孔:2.75±0.03;
M4 底孔:3.65±0.03;
M5 底孔:4.60±0.03;
M6 底孔:5.55±0.04;
M8 底孔:7.40±0.04;
M10 底孔:9.30±0.05;
M12 底孔:11.10±0.05;
M14 底孔:13.10±0.05;
M16 底孔:15.10±0.05;
M18 底孔:16.90±0.05;
M20 底孔:18.90±0.05;
M22 底孔:20.90±0.05;
M24 底孔:22.65±0.05;
M27 底孔:25.65±0.05
如果正确加工,挤压攻丝的牙型与普通攻丝的牙型没有什么区别,但两者的组织不同。
挤压成型的纤维是连续的,而普通切削丝锥则切断了纤维。
如果牙型高度不足,挤压丝锥极易造成顶部Y形。

挤压丝锥底孔直径一览表-资料类1、协议目的本协议旨在提供挤压丝锥底孔直径的详细信息,以便相关方在使用挤压丝锥时能够准确选择合适的底孔直径,确保加工质量和效率。
11 适用范围本协议适用于各类金属材料的挤压丝锥加工。
111 不适用情况对于特殊材料、特殊工艺或非常规的挤压丝锥应用,本协议可能不适用,需另行评估。
2、挤压丝锥规格与底孔直径关系21 常见挤压丝锥规格列出常见的挤压丝锥规格,如 M2、M3、M4 等。
211 每种规格对应的底孔直径详细说明每种规格的挤压丝锥所对应的底孔直径数值。
22 不同材料的影响221 软质材料如铝、铜等软质材料,其底孔直径的调整范围和特点。
222 硬质材料如钢、不锈钢等硬质材料,底孔直径的差异和注意事项。
23 精度要求的考量231 高精度需求对于精度要求较高的场合,底孔直径的选择原则和控制方法。
232 一般精度要求在一般精度要求下,底孔直径的常规选择。
3、底孔直径的测量与检验31 测量工具与方法介绍适用的测量工具,如卡尺、千分尺等,并说明正确的测量方法。
311 测量误差控制分析测量过程中可能产生的误差来源,并提出控制误差的措施。
32 检验标准与频率确定底孔直径的检验标准,包括公差范围等。
321 检验的频率设定根据生产规模和质量要求,设定合理的检验频率。
4、数据来源与可靠性41 实验数据说明部分数据来源于实验测试的条件和过程。
411 实际应用验证介绍数据在实际生产应用中的验证情况。
42 行业标准参考提及参考的相关行业标准和规范。
5、协议的更新与维护51 更新条件明确在何种情况下需要对协议中的底孔直径数据进行更新。
511 通知机制确定更新后的通知方式,以确保相关方能够及时获取最新信息。
52 维护责任指定负责协议维护和更新的责任方。
6、争议解决与解释权61 争议解决途径若在底孔直径选择和应用方面出现争议,提供解决争议的途径和方法。
611 第三方仲裁说明在必要时可引入第三方仲裁的情况。
为了减轻我司工艺工程师画展开图的工作量,同时也为了规范华为设计、文档管理以及方便后续更改,希望华为提供Pro/E模块.提供之模块必须按我方提供的如下参数建模:
1>折弯内R角统一为R0.5(除特殊情况外).
2>Pro/E模型按标准建,都能展开.
3>工艺缺口以2mm宽,孔一般为F2或F3为建模标准.
4>Pro/E模型必须与图面文档一致.
5>基本按我方提供的折弯参数表建模(参数表已发师菁处)
6>压铆类及攻丝类底孔应与我司提供的参数一致.(见下表)
压铆件、攻丝、抽牙底孔表。
挤压丝锥攻牙的底孔确定
挤压丝锥一般要求材料加工时的延伸率>10%。
底孔应按体积不变原则选择,所以不同的直径、螺距、牙型角、齿顶齿底削平高度甚至螺纹公差都会对底孔选择有影响。
下面是ISO米制普通螺纹粗牙,6H公差:
M1.6底孔:1.45±0.02;
M2 底孔:1.80±0.02;
M2.5底孔:2.30±0.02;
M3 底孔:2.75±0.03;
M4 底孔:3.65±0.03;
M5 底孔:4.60±0.03;
M6 底孔:5.55±0.04;
M8 底孔:7.40±0.04;
M10 底孔:9.30±0.05;
M12 底孔:11.10±0.05;
M14 底孔:13.10±0.05;
M16 底孔:15.10±0.05;
M18 底孔:16.90±0.05;
M20 底孔:18.90±0.05;
M22 底孔:20.90±0.05;
M24 底孔:22.65±0.05;
M27 底孔:25.65±0.05
如果正确加工,挤压攻丝的牙型与普通攻丝的牙型没有什么区别,但两者的组织不同。
挤压成型的纤维是连续的,而普通切削丝锥则切断了纤维。
如果牙型高度不足,挤压丝锥极易造成顶部Y形。