挤压丝锥的底孔尺寸
- 格式:docx
- 大小:81.09 KB
- 文档页数:2

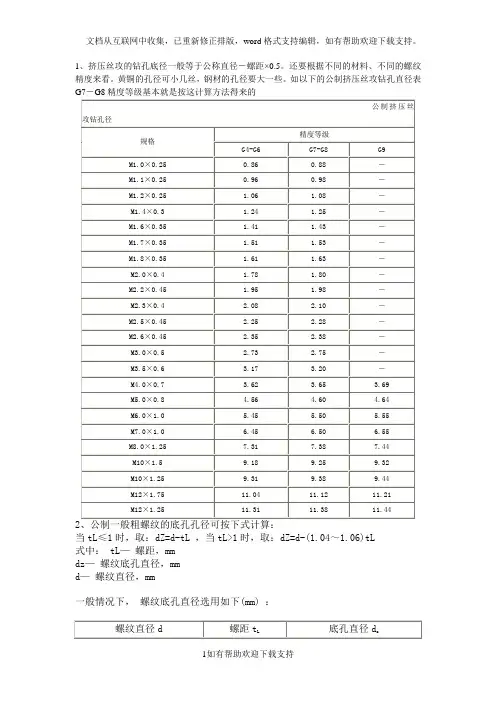
挤压丝锥攻牙的底孔确定
挤压丝锥一般要求材料加工时的延伸率>10%。
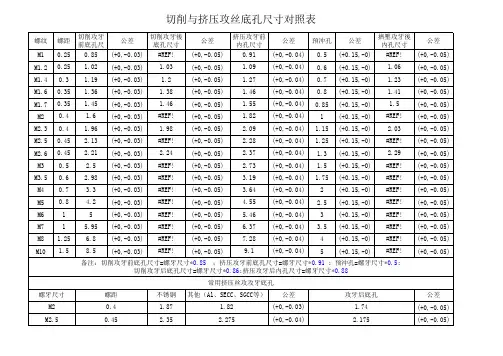
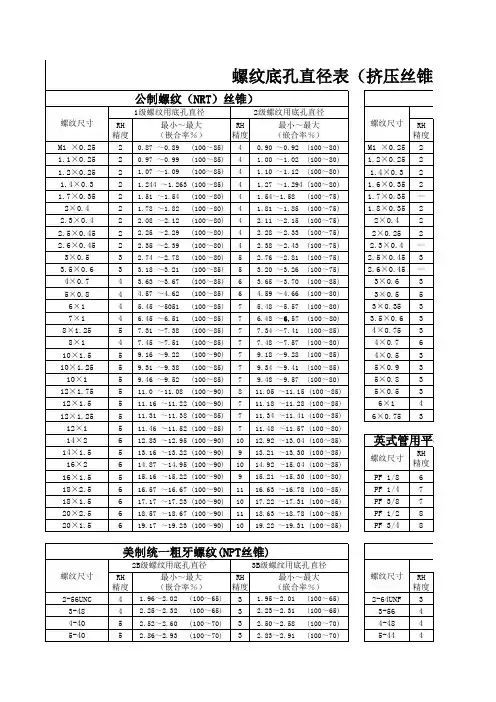
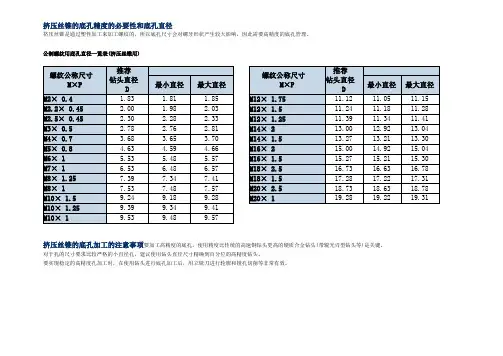
底孔应按体积不变原则选择,所以不同的直径、螺距、牙型角、齿顶齿底削平高度甚至螺纹公差都会对底孔选择有影响。
下面是ISO米制普通螺纹粗牙,6H公差:
M1.6底孔:1.45±0.02;
M2 底孔:1.80±0.02;
M2.5底孔:2.30±0.02;
M3 底孔:2.75±0.03;
M4 底孔:3.65±0.03;
M5 底孔:4.60±0.03;
M6 底孔:5.55±0.04;
M8 底孔:7.40±0.04;
M10 底孔:9.30±0.05;
M12 底孔:11.10±0.05;
M14 底孔:13.10±0.05;
M16 底孔:15.10±0.05;
M18 底孔:16.90±0.05;
M20 底孔:18.90±0.05;
M22 底孔:20.90±0.05;
M24 底孔:22.65±0.05;
M27 底孔:25.65±0.05
如果正确加工,挤压攻丝的牙型与普通攻丝的牙型没有什么区别,但两者的组织不同。
挤压成型的纤维是连续的,而普通切削丝锥则切断了纤维。
如果牙型高度不足,挤压丝锥极易造成顶部Y形。