国外螺旋焊管机组概况
- 格式:docx
- 大小:94.76 KB
- 文档页数:23

国外天然气高压输送技术、油气管道钢管制造技术及相关问题中国石油物资装备(集团)总公司黄志潜福建LNG项目输气管道钢管技术研讨会. 2003年9月5日目录•引言•第一部分:国外天然气输送管道技术进展•第二部分:国外油气输送管道用螺旋埋弧焊接钢管制造技术的发展•第三部分:对当前若干热点问题的分析引言•近15年来,国外天然气管道输送技术发展迅速,表现在:高压输送及富气输送技术;X80~X120高钢级管线钢的开发与应用;钢管制造技术;管道机械化施工技术;干线管网自动控制技术;….•西气东输管道工程的实施,标志着我国输气管道技术全面提升到了一个新的高度。
引言•西气东输管道的建设,也使我国管线钢和钢管制造技术取得重大突破,达到了一个新的水平。
•中国海洋石油总公司进行的广东和福建液化天然气项目是我国首次应用LNG的重大工程,具有开创性的意义。
•福建LNG项目具有后发优势,有可能利用我国多年管道建设尤其是西气东输管道建设的经验和技术成果,达到适用、可靠和经济的目的。
•本文简要介绍近年来国外输气管道技术的进展、国内外钢管制造技术的发展和作者对当前若干热点问题的讨论。
第一部分国外天然气输送管道技术进展(本节摘自1999赴加拿大和德国考察报告,个别数据作了更新)I.国外天然气高压输送管道典型示例-Alliance天然气管道II.国外天然气输送管道的设计技术I.国外天然气高压输送管道典型示例-Alliance天然气管道(1)Alliance天然气输送管道概况⏹走向:自加拿大不列颠哥伦比亚省北部至美国芝加哥地区⏹主要参数:年输气量137亿方,全长2990km,直径914mm占2650km,1067mm占340km。
最大允许工作压力12Mpa,材料X70,沿线共14个压气站,按等间距布臵(193km)⏹管道标准•加拿大境内为加拿大标准协会标准CSA Z662:Onshore Pipeline Regulations•美国境内为美国运输部标准Pipeline SafetyRegulations(1)Alliance天然气输送管道概况(续)⏹钢管标准•加拿大境内为CSA Z245.1-98:Steel LinePipe (Oil and Gas Industry System andMaterial),该标准与API Spec 5L相当•美国境内为API Spec 5L⏹总投资:45亿加元(合30亿美元),其中富气回收厂5.5亿加元(3.7亿美元)Alliance天然气输送管道的走向返回(1)Alliance天然气输送管道概况(续)Alliance 管道的管径、壁厚与长度国家管道管径(mm)壁厚(mm)长度(km)加拿大干线91414.2312201067 11.43340 集气管道114~610 -0.3~142 (37条)美国干线91415.81428加拿大段单根管长24m,降低了施工费用。
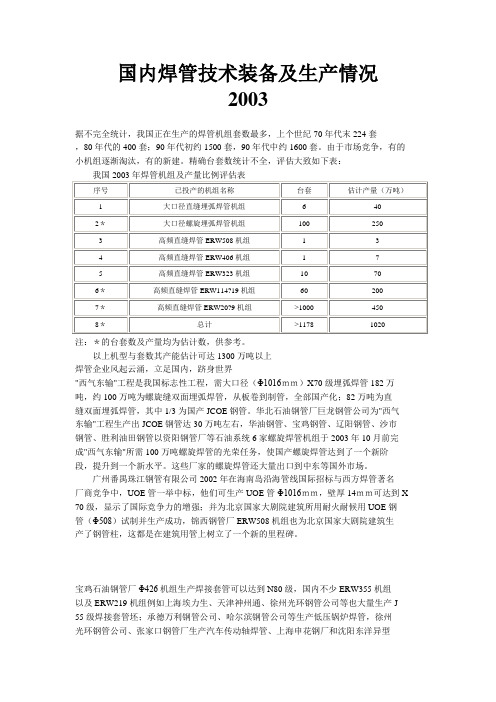
国内焊管技术装备及生产情况2003据不完全统计,我国正在生产的焊管机组套数最多,上个世纪70年代末224套,80年代的400套;90年代初约1500套,90年代中约1600套。
由于市场竞争,有的小机组逐渐淘汰,有的新建。
精确台套数统计不全,评估大致如下表:注:*的台套数及产量均为估计数,供参考。
以上机型与套数其产能估计可达1300万吨以上焊管企业风起云涌,立足国内,跻身世界"西气东输"工程是我国标志性工程,需大口径(Φ1016mm)X70级埋弧焊管182万吨,约100万吨为螺旋缝双面埋弧焊管,从板卷到制管,全部国产化;82万吨为直缝双面埋弧焊管,其中1/3为国产JCOE钢管。
华北石油钢管厂巨龙钢管公司为"西气东输"工程生产出JCOE钢管达30万吨左右,华油钢管、宝鸡钢管、辽阳钢管、沙市钢管、胜利油田钢管以资阳钢管厂等石油系统6家螺旋焊管机组于2003年10月前完成"西气东输"所需100万吨螺旋焊管的光荣任务,使国产螺旋焊管达到了一个新阶段,提升到一个新水平。
这些厂家的螺旋焊管还大量出口到中东等国外市场。
广州番禺珠江钢管有限公司2002年在海南岛沿海管线国际招标与西方焊管著名厂商竞争中,UOE管一举中标,他们可生产UOE管Φ1016mm,壁厚14mm可达到X 70级,显示了国际竞争力的增强;并为北京国家大剧院建筑所用耐火耐候用UOE钢管(Φ508)试制并生产成功,锦西钢管厂ERW508机组也为北京国家大剧院建筑生产了钢管柱,这都是在建筑用管上树立了一个新的里程碑。
宝鸡石油钢管厂Φ426机组生产焊接套管可以达到N80级,国内不少ERW355机组以及ERW219机组例如上海埃力生、天津神州通、徐州光环钢管公司等也大量生产J 55级焊接套管坯;承德万利钢管公司、哈尔滨钢管公司等生产低压锅炉焊管,徐州光环钢管公司、张家口钢管厂生产汽车传动轴焊管、上海申花钢厂和沈阳东洋异型管厂生产精密异型焊管、无锡玉龙钢管厂、上海佳艺钢管厂、汉口轧钢厂生产大中型方矩形管,浙江金洲钢管公司生产钢塑复合管,使ERW焊管产品跃上了新台阶;此外,天津双街钢管公司、利达钢管公司等生产ERW系列焊管产品大量用于出口。

螺旋缝双面埋弧焊钢管的生产工艺及质量控制一、螺旋缝双面埋弧焊钢管的生产工艺及质量控制我公司螺旋缝双面埋弧焊钢管机组是采用现阶段较先进的工艺装备,在钢管外观、标称几何尺寸及椭圆度、直度控制上,优势明显。
螺旋缝双面埋弧焊钢管比其它焊管具有很多的优点: (一)、该焊管有相重叠的内外两条螺旋焊缝,起到增加刚性的作用,承压力也相应提高。
(二)、采用埋弧焊工艺,熔渣保护效果好。
因此,具有良好的冲击韧性和低温使用性能。
(三)、利用同等宽度的钢带可生产不同直径和长度的钢管,而且直度好。
易调整,尺寸精确,焊后不需定径和矫直。
该焊管还可以根据不同的材质,选用与之相匹配的焊接材料和焊接工艺,可适用于各种规格的焊管生产。
二、我公司生产机组结合国内许多厂家机组的特点,借鉴德国进口机组的设计,机组的适用范围、产品质量、都具有八、九十年代国际先进水平,也完全代表了国内先进水平,该机组前摆式主机,内承式成型机与外抱式成型机组,具有成型机理更合理,降低了管壁的残余应力,提高了钢管的承压能力,调整简便的优点。
机组采用上卷辊式成型、双面焊接的先进工艺,焊接设备采用美国林肯焊机,配备有管端自动平头倒棱机、X射线探伤机、自动超声波探伤机、500吨水压机,生产检测手段齐全,年生产能力可达20万吨,通过ISO9001国际质量体系认证,建立了持续有效的质量保证体系,产品质量达到现阶段国内比较先进的水平。
1、采用标准我国国家和行业标准:GB/T9711.1-97 SY/T5037-20002、质量体系(1)质量方针以加强管理为基础,以满足客户需要为目的,确保产品质量,追求企业的持续改进。
(2)人员资格制定了中期、长期、年度职工培训、教育计划,有完整的组织领导机构,有考核、奖罚管理制度,建有职工培训教育档案,对每个岗位人员的职责、资格和操作水平有严格要求,并经考核进行了上岗资格认证。
对焊接及检测岗位工作人员有特殊要求,需持考核证才能上岗。
(3)工序控制a.特殊工序:生产工序规定焊接、成型为特殊工序,每个特殊工序都相应建立质量控制点,进行重点控制管理。
后摆式螺旋焊管成型机组工艺设备特点范海龙【摘要】介绍了后摆式螺旋焊管的生产工艺流程和其主要工艺设备特点.太原重工股分有限公司通过采用后摆式螺旋焊管成型机组,使焊管产能及质量得到大幅提高.【期刊名称】《山西冶金》【年(卷),期】2011(034)002【总页数】2页(P60-61)【关键词】螺旋焊管;成型机组;工艺设备【作者】范海龙【作者单位】太原重工股份有限公司,山西太原030024【正文语种】中文【中图分类】TG335.75螺旋焊管是一种主要的钢管种类,广泛应用于水、油、天然气等流体输送及结构、打桩等工程领域。
由于螺旋焊管可以由一种宽度的钢卷连续生产,容易实现生产自动化,并采用双面埋弧自动焊接,生产过程中可采用超声波探伤、磁粉探伤、水压试验等多种检测手段对其质量进行有效控制,因此螺旋焊管得到了广泛的应用。
螺旋焊管的成型机组主要有前摆式和后摆式2种,前摆式机组将工艺准备段设备安装于可围绕成型回转点转动的前桥上,通过调整前桥的摆动设置所需成型角度;后摆式机组成型角度的调整则是通过可围绕成型回转点转动的后桥调整,其工艺准备段设备安装于飞焊车上,可实现连续不间断生产。
螺旋焊管的生产工艺流程为:吊卷→翻卷→备卷→开卷→直头→矫平→焊铣→夹送→活套→过渡辊→粗铣边→递送→精铣边→预弯→成型→内外焊→切管→出管→测径→清渣→内检和内修磨→管端齐头→补焊→内外焊缝修磨→管端扩径→消磁→X 光检测→管端拍片→水压试验→平头倒棱→管体、焊缝超探→人工手探→外观检查测长、称重→喷标→成品入库[1]。
备卷车将行车吊来的钢卷送入开卷机,开卷机将钢卷夹紧并提起对中,铲头压紧钢卷后钢卷带头沿铲头托轮进入三辊直头机,三辊直头机将带头初步矫直送入矫直机。
由矫直机将钢带矫直并送入剪铣焊机。
剪铣焊机将带头、带尾切齐并铣坡口后对焊钢带,使带钢能连续向前递送、成型。
在钢板进行剪切、铣坡口和对焊时钢板与剪铣焊机为相对静止状态,保证成型焊接的连续性。
焊管及UOE JCOE 与RBE直缝埋弧焊管按成型方式分为UO(UOE)、RB(RBE)、JCO(JCOE)等多种。
将钢板在成型模内先压成U形,再压成O形,然后进行内外埋弧焊,焊后通常在端部或全长范围扩径(Expanding)称为UOE焊管,不扩径的称为UO焊管。
将钢板辊压弯曲成型(Roll Bending),然后进行内外埋弧焊,焊后扩径为RBE焊管或不扩径为RB焊管。
将钢板按J 型-C型-O型的顺序成型,焊后进行扩径为JCOE焊管或不扩径为JCO焊管。
在运输业高度发达的今天,管道运输已经成为现代运输体系(公路、铁路、海运、航空、管道运输)的一个重要组成部分,作为现代管线工业技术进步的重要标志,大口径、高输送压力、长距离输送已经成为管线工业发展的总趋势。
在此形势下,我国在近几年进行了大规模的大口径制管机组改造和引进,这为高等级、高品质的管线用管的生产提供了一定的基础。
对常输管线钢管来说,焊接工艺非常关键。
从生产工艺上来分,焊接钢管主要分为电阻焊管ERW(Electric Resistance Welding)、螺旋埋弧焊管SSAW(Spirally Submerged Arc Welding)和直缝双面埋弧焊管LSAW(Longitudinally Submerged Arc Welding)。
虽然近10年来ERW发展很快,但仍然属于中小口径的焊管,例如日本的ERWΦ610、Φ660生产线、我国大庆建成的ERWΦ660生产线。
在一定时期内,适应当前发展的大口径焊管仍然要由SSAW 和LSAW工艺所生产。
螺旋埋弧焊管存在工艺缺陷螺旋焊管一般是以热轧钢带卷作管坯,经螺旋成型,采用高频电阻焊法或埋弧焊接成型。
该工艺能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
成型工艺如图1所示。
在上世纪五六十年代,螺旋焊管在油气管道输送中占据统治地位,但从七八十年代开始,螺旋焊管受到大口径UOE焊管和中小口径ERW焊管的严重挑战。
直缝焊接管与螺旋焊接管比较天津大学船舶与海洋工程摘要螺旋焊管强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
1引言焊接钢管:它是由钢带切割成窄钢条,然后用模具冷加工裹成管状。
然后专用焊机接着将一条管缝焊接。
20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。
焊接钢管比无缝钢管成本低、生产效率高。
我国海洋油气管道工程中广泛采用,需求量逐年增加。
《“十二五”发展纲要》明确提出,到2015年输油气管道总长度将超过15万公里,这将比2010年增长90%。
焊接钢管按焊缝形状分类可分为直缝焊管和螺旋焊管,本文从不同方面,对二者进行比较。
2螺旋缝埋弧焊管与直缝埋弧焊管的比较2-1焊管简介2-1-1 直缝焊接管用热轧或冷轧钢板或钢带卷焊制成的钢管在焊接设备上进行直缝焊接得到的管子都叫直缝焊管。
(由于钢管的焊接处成一条直线故而得名)。
2-1-2螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。
螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。
螺旋焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定2-2焊接工艺直缝钢管生产工艺比较简单,主要有高频直缝焊管和埋弧焊直缝焊管。
高频直缝焊接钢管是通过高频焊接机组将一定的规格的长条形钢带卷成圆管状并将直缝焊。
高频焊是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。
螺旋缝埋弧焊管
制管车间编
华北石油管理局第一机械厂
国外螺旋焊管机组概况
目录
螺旋焊管发展动向…………………………………………2~8
有关国家概况………………………………………………9~12 日本大直径螺旋缝焊管生产………………………………13~21
螺旋缝焊管发展方向
国外有关国家螺旋管机组情况
续上表
日本的大直径螺旋焊管生产
螺旋焊管是用成卷的带钢或者单张钢板对焊后卷成螺旋形而焊成钢管的方法。
这种方法于十九世纪末在美国发明。
但是,由于当时技术水平的限制,几乎不能生产出合格的钢管。
1955年,美国发明埋弧焊接方法以来,在美国阿姆克钢公司,西德赫施公司,奎根公司等的螺旋焊管机出现了,才逐渐使螺旋焊管法发展起来。
日本自1960年起从西德赫施公司引进了螺旋焊管法。
十几年来经过各种技术改造和不断的努力,在生产质量方面已达到了直缝焊管的水平。
新日铁公司和住友金属工业公司取得的成绩尤其显著,他们不仅掌握了引进的机组,而且创新了螺旋焊管机组,向国外输出。
日本的螺旋焊管生产的发展集中在六十年代,到七十年代发展缓慢,主要是因为在这段时间内日本的宽厚板生产迅速的发展起来,因而使大直径直缝焊管得到了快速的发展。
日本的螺旋焊管机组的主要性能列于表
由于螺旋焊管生产具有下列特点,所以尽管其单机的产量低,但仍然使焊接技术和焊接质量方法得到了很大的发展,可以生产出与直缝焊管比美的优质高压螺旋焊管。
其特点是:
①可以用较窄的带钢生产直径比较大的钢管,这是螺旋焊管法最突出的优点。
同时,
也可以用改变成型角的办法,用同样板宽的板材生产不同直径的钢管。
②可以生产出尺寸精确的钢管。
日本生产的螺旋焊管的尺寸精度见表
③螺旋形的内外焊缝可承受较大的内应力
④螺旋焊管生产可连续进行,可生产出任意长度的钢管。
设备重量轻、占地面积小、投资少。
典型的螺旋焊管车间的平面布置示于下图。
其生产工艺过程如下:
螺旋焊管是以热轧带钢作原料,热轧带钢在开卷机上开卷,其前端被切成直角后与前一卷带钢的后端用自动埋弧焊连续对焊起来。
然后在矫直机上矫直,再经过圆盘剪按所定的宽度进行剪切,再用刨或铣出1~3︒的焊接坡口,然后带钢用一组递送辊送入弯曲辊而被成型。
在带钢边部接上之后用自动埋弧焊下坡焊接,旋转180︒或540︒后,也可用自动埋弧焊进行外焊。
焊接出的钢管用限位开关控制其长度,用自动气割切断。
最后用超声波、x 射线等进行焊缝无损探伤检查。
同时,为保证钢管质量每根钢管都要进行水压试验、外部检查和尺寸检查。
日本螺旋焊管机组的生产指标列于有关表中
日本螺旋焊管尺寸精度
下面将日本住友金属公司和新日铁公司的新型螺旋焊管机子的特点作简要介绍。
日本住友金属公司和西德布罗姆沃斯公司进行技术合作,生产具有世界先进水平的螺旋焊管设备。
该设备的最大特点是:
1、采用了以内径为基准的成型法。
过去都是从外部加压保持管子型状的以外径为基准的成型法。
而该设备则相反,这样不但降低了成型辊和管壁的压缩应力,还可减小残余应力。
因而能使管径尺寸误差减到API 5L所规定的数值的一半以下。
2、进料部分设备(成型之前的设备)采用以设备中心线为基准的方式。
过去进料部分的带钢处理设备都是以设备边缘为基准的。
改为中心线为基准后,能够减少制管过程中带钢的爬行状态,制管操作稳定。
3、采用强力开卷机,可以使板厚25.4毫米的钢卷顺利开卷。
4、采用三丝埋弧焊能提高焊接速度。
5、过去都采用高速等离子切管法,但在粉尘处理方面有困难,因此该设备采用了特殊切割喷嘴,使用LPG+氧气进行快速而安全的切管。
新日铁公司自引进西德奎根公司的螺旋焊管机组以来,经过多年的努力,积累了丰富的生产经验,在此基础上发展了自己的螺旋焊管设备,能够生产19毫米的厚壁螺旋焊管。
其设备特点按如下:
1、采用了双轴式开卷机,防止产生滑伤,而且在生产中对带钢卷施以张力。
同时开卷操作简单,所以减少了带钢卷更换的停歇时间。
2、三辊弯曲机和一号交送辊的棍子配置合理,所以能够矫平带钢卷尾部,可以防止带钢在焊接时挠曲。
3、五辊矫直机能垂直于带钢前进方向移动,根据钢板的宽度,调整位置,使矫直机的中心与板宽中心始终复合,使之负荷平稳,保证良好的矫直效果。
4、为了提高生产效率,将成型器安装在小车上,变于快速更换。
5、成型部分的入口导板采用固定式,无论是在变更钢板宽度或者变更成型角时都无须进行任何的调整。
6、设置了外面刨边装置和焊头位置调整装置及焊接间隙控制装置,可使焊管操作速度提高,并能保证提高焊缝质量。
日本螺旋焊管生产发展的特点是:
1、生产钢管规格范围逐渐扩大。
目前可以生产最大外径为2540毫米,最大壁厚为25.4毫米的钢管。
2、成型技术大大发展。
目前三辊弯曲成型已成为主要的成型方式,成型后的残余应力较小。
同时带钢前进方向与辊自回转方向一致,所以在成型辊和管体上不存在推力,可以进行非强迫成型。
而且最新建设的焊管机都在成型辊前面设置了予弯边装置,以克服带钢在成型时边部在轧制方向上的弯曲,提高钢管质量。
3、提高焊接速度。
与直缝焊管一样,螺旋焊管的内外焊都由双丝焊向三丝焊发展,以提高焊接速度和改善焊缝质量。
此外还发展了在成型作业线上只进行焊缝的予焊,其内外埋弧焊在另外的作业线上进行。
这可以提高焊管的生产能力。
4、发展高钢级输送管。
现在已能生产X70级螺旋焊管,正向X80级和更高级发展。
在轧制带钢方面采用控制轧钢,在炼钢方面,在碳锰钢中加添微量的Nb或V。
与直缝焊管一样也努力研制寒冷地带用螺旋焊输送管。
接下页
[20]
[21]
[22]。