塑料管材挤出模具设计共126页
- 格式:ppt
- 大小:13.63 MB
- 文档页数:126
第6章塑料挤出成型模具设计重点:管材挤出成型模具结构典型,应用广泛,是挤出成型的基础,必须掌握其挤出工艺过程、结构要求、结构组成与作用以及各部分设计要点。
内容:介绍塑料管材挤出成型模具的结构和设计,简要介绍薄膜、棒材、板材、电线电缆覆层、异形截面型材挤出模具的结构特点和设计要点。
目的:使学生了解挤出成型模具的基本结构,初步掌握挤出成型模具的设计方法。
作业:P240页6-4、6-56.1 概述一、挤出成型过程塑料挤出成型------在挤出机上用加热或其它方法使塑料成为熔融状态,在一定压力下通过挤出机头、经定型获得连续型材的成型方法。
挤出成型过程大致分为三个阶段。
(1)塑化通过挤出机加热器的加热和螺杆、料筒对塑料的混合、剪切作用所产生的摩擦热使固态塑料变成均匀的粘流态塑料。
(2)成型粘流态塑料在螺杆的推动下,以一定的压力和速度连续地通过成型机头,从而获得一定截面形状的连续形体。
(3)定型通过冷却等方法使已成型的形状固定下来,成为所需要的塑料制品。
挤出成型用途:可用于塑料管材、薄膜、棒材、板材、电线电缆覆层、单丝以及异形截面型材等的加工。
挤出成型还可用于塑料的混合、塑化、脱水、造粒和喂料等准备工序或中空制品型坯等半成品加工。
挤出成型几乎能加工所以的热塑性塑料和部分热固性塑料。
二、挤出成型机头的作用挤出的主要设备是挤出机。
常用的是卧式单螺杆挤出机。
它由三部分组成,即:传动系统、加热冷却系统和挤出系统。
挤出系统包括螺杆、机头和口模。
通常把机头以及装于机头上的口模合并起来,统称为机头。
螺杆的作用是把原料从粉状或粒状经过料筒外的加热和螺杆转动时的摩擦生热把原料熔化并通过螺杆的压缩和推进使熔体在压力下流入机头。
机头是挤出模的主要部件,有如下四个方面的作用:(1)熔体由螺旋运动转变为直线运动;(2)产生必要的成型压力,保证挤出制品密实;(3)熔体在机头内进一步塑化。
(4)熔体通过口模成型,获得所需截面形状的制品。
第9章挤出模具设计9.1 概述塑料挤出成型是用加热的方法使塑料成为流动状态,然后在一定压力的作用下使它通过塑模,经定型后制得连续的型材。
挤出法加工的塑料制品种类很多,如管材、薄膜、棒材、板材、电缆敷层、单丝以及异形截面型材等。
挤出机还可以对塑料进行混合、塑化、脱水、造粒和喂料等准备工序或半成品加工。
因此,挤出成型已成为最普通的塑料成型加工方法之一。
用挤出法生产的塑料制品大多使用热塑性塑料,也有使用热固性塑料的。
如聚氯乙烯、聚乙烯、聚丙烯、尼龙、ABS、聚碳酸酯、聚砜、聚甲醛、氯化聚醚等热塑性塑料以及酚醛、脲醛等热固性塑料。
挤出成型具有效率高、投资少、制造简便,可以连续化生产,占地面积少,环境清洁等优点。
通过挤出成型生产的塑料制品得到了广泛的应用,其产量占塑料制品总量的三分之一以上。
因此,挤出成型在塑料加工工业中占有很重要的地位。
一、挤出成型机头典型结构分析机头是挤出成型模具的主要部件,它有下述四种作用:(1)使物料由螺旋运动变为直线运动;(2)产生必要的成型压力,保证制品密实;(3)使物料通过机头得到进一步塑化;(4)通过机头成型所需要的断面形状的制品。
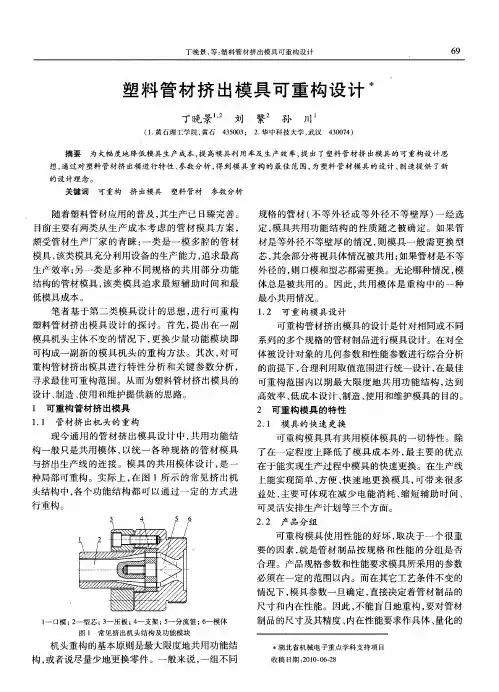
现以管材挤出机头为例,分析一下机头的组成与结构,见图8-1所示。
1.口模和芯棒口模成型制品的外表面,芯棒成型制品的内表面,故口模和芯棒的定型部分决定制品的横截面形状和尺寸。
2.多孔板(过滤板、栅板)如图8-2所示,多孔板的作用是将物料由螺旋运动变为直线运动,同时还能阻止未塑化的塑料和机械杂质进入机头。
此外,多孔板还能形成一定的机头压力,使制品更加密实。
3.分流器和分流器支架分流器又叫鱼雷头。
塑料通过分流器变成薄环状,便于进一步加热和塑化。
大型挤出机的分流器内部还装有加热装置。
分流器支架主要用来支撑分流器和芯棒,同时也使料流分束以加强搅拌作用。
小型机头的分流器支架可与分流器设计成整体。
4.调节螺钉用来调节口模与芯棒之间的间隙,保证制品壁厚均匀。
5.机头体用来组装机头各零件及挤出机连接。