化工仪表事故案例1
- 格式:doc
- 大小:66.00 KB
- 文档页数:15
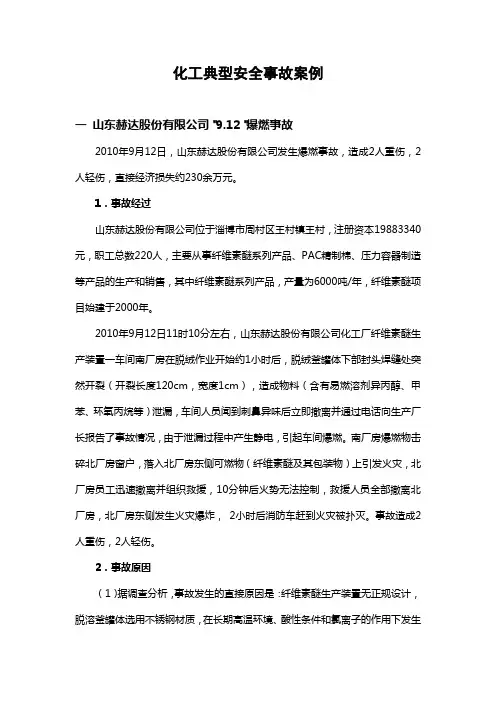
化工典型安全事故案例一山东赫达股份有限公司"9.12"爆燃事故2010年9月12日,山东赫达股份有限公司发生爆燃事故,造成2人重伤,2人轻伤,直接经济损失约230余万元。
1.事故经过山东赫达股份有限公司位于淄博市周村区王村镇王村,注册资本19883340元,职工总数220人,主要从事纤维素醚系列产品、PAC精制棉、压力容器制造等产品的生产和销售,其中纤维素醚系列产品,产量为6000吨/年,纤维素醚项目始建于2000年。
2010年9月12日11时10分左右,山东赫达股份有限公司化工厂纤维素醚生产装置一车间南厂房在脱绒作业开始约1小时后,脱绒釜罐体下部封头焊缝处突然开裂(开裂长度120cm,宽度1cm),造成物料(含有易燃溶剂异丙醇、甲苯、环氧丙烷等)泄漏,车间人员闻到刺鼻异味后立即撤离并通过电话向生产厂长报告了事故情况,由于泄漏过程中产生静电,引起车间爆燃。
南厂房爆燃物击碎北厂房窗户,落入北厂房东侧可燃物(纤维素醚及其包装物)上引发火灾,北厂房员工迅速撤离并组织救援,10分钟后火势无法控制,救援人员全部撤离北厂房,北厂房东侧发生火灾爆炸,2小时后消防车赶到火灾被扑灭。
事故造成2人重伤,2人轻伤。
2.事故原因(1)据调查分析,事故发生的直接原因是:纤维素醚生产装置无正规设计,脱溶釜罐体选用不锈钢材质,在长期高温环境、酸性条件和氯离子的作用下发生晶间腐蚀,造成罐体下部封头焊缝强度降低,发生焊缝开裂,物料喷出,产生静电,引起爆燃。
(2)事故发生的间接原因是:企业未对脱绒釜罐体的检验检测做出明确规定,罐体外包有保温材料,检验检测方法不当,未能及时发现脱绒釜晶间腐蚀现象,也未能从工艺技术角度分析出不锈钢材质的脱绒釜发生晶间腐蚀的可能性;生产装置设计图纸不符合国家规定,图纸载明的设计单位为淄博泰科工程设计有限公司,但无设计公司单位公章,无设计人员签字,未载明脱绒釜材质要求,存在设计缺陷;脱绒釜操作工在脱绒过程中升气阀门开度不足,存在超过工艺规程允许范围(0.05Mpa以下)的现象,致使釜内压力上升,加速了脱绒釜下部封头焊缝的开裂。
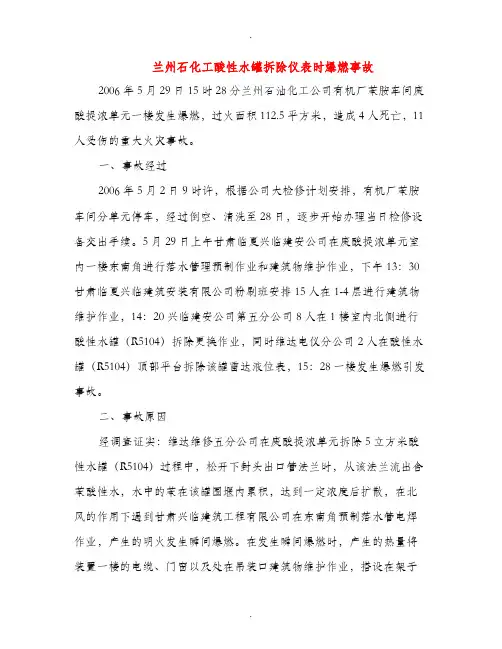
兰州石化工酸性水罐拆除仪表时爆燃事故2006年5月29日15时28分兰州石油化工公司有机厂苯胺车间废酸提浓单元一楼发生爆燃,过火面积112.5平方米,造成4人死亡,11人受伤的重大火灾事故。
一、事故经过2006年5月2日9时许,根据公司大检修计划安排,有机厂苯胺车间分单元停车,经过倒空、清洗至28日,逐步开始办理当日检修设备交出手续。
5月29日上午甘肃临夏兴临建安公司在废酸提浓单元室内一楼东南角进行落水管理预制作业和建筑物维护作业,下午13:30甘肃临夏兴临建筑安装有限公司粉刷班安排15人在1-4层进行建筑物维护作业,14:20兴临建安公司第五分公司8人在1楼室内北侧进行酸性水罐(R5104)拆除更换作业,同时维达电仪分公司2人在酸性水罐(R5104)顶部平台拆除该罐雷达液位表,15:28一楼发生爆燃引发事故。
二、事故原因经调查证实:维达维修五分公司在废酸提浓单元拆除5立方米酸性水罐(R5104)过程中,松开下封头出口管法兰时,从该法兰流出含苯酸性水,水中的苯在该罐围堰内累积,达到一定浓度后扩散,在北风的作用下遇到甘肃兴临建筑工程有限公司在东南角预制落水管电焊作业,产生的明火发生瞬间爆燃。
在发生瞬间爆燃时,产生的热量将装置一楼的电缆、门窗以及处在吊装口建筑物维护作业,搭设在架子上的竹跳板等可燃物引燃。
引燃产生的大量有毒浓烟和竹跳板等的燃烧,造成在架子四层系安全带作业的甘肃兴临建筑工程有限公司4名粉刷工窒息死亡,厂房内1-4楼作业人员中有11人不同程度被烧伤。
三、事故分析1、酸冷凝液(R-5104)中苯的来源分析,经查阅废酸提浓单元流程,岗位操作方法及相关资料后,分析酸冷凝液贮罐(R-5104)中含有水、酸和部分有机物(主要是苯和硝基本苯等)。
《废酸提浓单元岗位操作法》中描述:经闪蒸罐(R5101)闪蒸分离的气相(NxOY)及硝基苯和苯等有机物进入除雾塔(T5101),酸蒸发浓缩器(H-5102)蒸发生产的气相也进入除雾塔(T5101),在除雾塔(T5101)中与通过冷凝液循环泵(B-5103A/B)形成的喷淋接触,使过热蒸汽降温除去夹带的酸雾滴,减少酸损失,离开除雾塔(T5101)的不凝气(水蒸气、NxOY及硝基苯和苯等有机物)经蒸气冷凝冷却器(H-5103)和蒸汽尾气冷凝冷却器(H-5106)冷却,水蒸气、部分有机物气体和酸性气体被冷凝后进入酸冷凝液贮罐(H-5104)。
化工企业气化事故案例华鲁恒升近两年气化事故案例一.气化炉E炉因HV0704关闭,紧急拍停。
事故原因:中控主操作接班后按上级要求准备提E炉负荷,在调节HV0704E时,突然HV0704E关闭,气化炉和洗涤塔及管线压力很快上升,主操作慌忙中拍停,气化炉停车。
处理措施:停车处理后,检修HV0704E最后说是仪表原因,在开车生产HV0704E作为仪表和气化的特护,尽量少调节或不调节,需通知仪表相关人员监盘。
二.气化炉A炉因P0705A,机封刺漏,造成A炉降负荷事故原因:某班上中班,接班后十分钟中控打电话说现场有人发现P0705A机封刺漏,现场人员马上赶到P0705A处,发现P0705A机封刺漏很严重,雾水喷起5米高,已经无法靠近,班长通知中控A炉降低负荷,又叫人拿来两身雨衣雨裤,操作工换上,冒着淋水,热蒸汽把备泵启动起来,运行正常后,把运行泵进出口阀关闭,交保全检修。
处理措施:拆检时发现有一张叶轮片脱落,保全进行了叶轮更换,检修完毕交工艺试车备用。
三.二期灰水高压闪蒸罐入口管线短节刺漏,D炉降负荷事故原因:主要是因为灰水中含固量严重,长时间对管壁冲刷所造成。
处理措施:将气化炉的排水切往开工管线,降负荷,把高压闪蒸罐切出后对短节刺漏部位进行焊补。
四.气化炉D炉升温时发生爆鸣事故原因:D炉检修完毕,点火升温,当温度升到200°C 左右时,因蒸汽吸引压力不稳,造成回火,灭火,中控人员监盘只是发现温度快速降低,而判断失误,没有及时切断燃料气,造成炉内燃料气过多,发生爆鸣,使预热烧嘴发生倾斜。
处理措施:通知保全调整好预热烧嘴,稳定蒸汽压力,重新点火升温。
五.气化炉B炉工艺气管线泄露,造车停车事故事故原因:B炉工艺气管线在出口向下再向东的拐角处发生泄露,无法处理只好停车,主要原因是工艺气带灰严重对管壁冲刷所致。
处理措施:停车后对工艺气管线拐角处全部割下,更换焊补,经过这次教训,对其他各炉的工艺气管线的拐角处,进行了管壁及时更换。
事故名称:液位计冻住导致储罐液位抽空工段停车4小时事故经过:11月20日早,某储罐液位计显示50%左右,但操作工发现泵震动较大,下游无流量,以为泵有问题,倒副泵情况如上,导致整个工段停车后检查储罐里已经没有介质,实际液位为0,后检查发现远传液位计冻事故后果:造成工段停车4小时经验教训:1.经常检查液位计显示情况,特别是DCS趋势为一直线长期无变化时,应立即通知仪表及现场巡检现场确认,冬季尤其如此2.冬季做好仪表保温伴热工作,现场加强巡检事故名称:制氢装置LINDE PSA 变压吸附工段多个床层下线停车事故经过:仪表风中含水气量大,到天气突然变冷,易产生水气冷凝现象,导致电磁阀带水,进料调节阀关闭.造成停车事故后果:造成工段停车24小时经验教训:PSA厂房里加伴热管,同时把进出口的房门加保温门帘,故障现象有所改善.事故名称:加氢反应器顶仪表伴热堵漏时,引发火灾事故经过:加氢反应器顶仪表伴热堵漏时,发生着火现象,因为仪表引压管漏H2,而且引压管与伴热管紧贴着,引压管(白钢管)被伴热管“腐蚀”形成砂眼,引起氢气泄漏。
事故后果:加氢装置部分停车2小时。
经验教训:腐蚀严重的更换新白钢管,没腐蚀的在引压管与伴热管之间加薄石棉板隔开。
事故名称:制氧装置空冷塔液位计故障造成分子筛带水事故事故经过:空冷塔液位计采用差压变送器测量,变送器故障后输出一个值,这个值小于液位控制器设定值,使得液位调节阀一直往空冷塔里大开度的加水,造成空冷塔液位过高,使得空气带有带有大量的水进入了分子筛事故后果:制氧装置停止产氧3天。
经验教训:变送器出故障是很难在点检中发现的,这种情况下在DCS 趋势为一直线长期无变化时,工艺应立即到现场去检查。
事故名称:炼油厂催化反应器热电偶保护套管被催化剂磨穿,导致拆热偶丝的时候催化剂喷出事故经过:操作工反应催化反应器有一个热偶显示不对,仪表工去现场测量发现热偶坏,此热偶为非铠装带护管热偶,仪表工想抽出坏的热偶丝换新的,没想到护管已经被催化剂摩穿,在热偶丝拆出的一瞬间几百度的催化剂喷出,幸亏当时仪表工师傅躲的快,没被喷出的催化剂烫伤,后来仪表工带着隔热手套把热偶的盖子给拧上才堵住事故后果:在堵催化剂的时候仪表工的手被烫伤经验教训:在做一些理论上没有危险的工作时也要考虑其他引起危险的因素事故名称:烧嘴冷却水流量计前后流量差大导致气化炉停车经过检查发现事故经过:12月20日中午,烧嘴冷却水流量计三选二停车,导致气化炉停车经过检查发现现场入口流量计冻,流量计安装在气化炉两侧,本身气化炉辐射热量较高,但当天当地降温,窗户打开冷风正对着流量计,当天气温大概在-23度左右,在停车前十分钟一个流量计超上限,但操作工未发现,第二个冻导致三选二停车事故后果:造成工段停车6小时,气化炉重新开车一次经验教训:1.冬季做好仪表保温伴热工作,现场加强巡检,对重要仪表即使在室内也必须做好保温2.中控操作工加强巡检,对重要报警及时联系仪表人员处理,紧急情况先切除连锁事故名称:入汽提塔高压蒸汽安全阀启跳事故经过:工艺反应该管线压力不准,仪表工到现场检查仪表,在检看仪表时导致仪表掉电归零,结果引起投用自动的调节阀全开,导致安全阀启跳。
案例2 "11. 17',急冷油窜入烧焦线外泄事故事故经过:1997年11月17日11时35分,某装置按计划停车。
11时35分,2#裂解炉(BA102)由汽油分馏塔( DA101 )塔切出后,不久即发现DA101塔釜液位下降,室内人员联系补调质油。
11时55分,室外操作人员发现BA102的清焦罐上有急冷油飘出,立即采取紧急措施。
将BA102稀释蒸汽由放空状态切入DA101塔内,但此时已有少量急冷油飘落在BA102 废热锅炉(TLE)上,由于TLE温度较高,引起急冷油的燃烧,立即通知消防人员紧急处理,将火扑灭。
在这段时间内虽然及时补入调质油,但DA101塔釜液位仍由50%降至6%。
事故类别:生产事故。
原因分析:从清焦罐冒出的急冷油来源可以有两个,一是从裂解气管线倒窜,即急冷油从裂解气切换阀(XV-102-51)的塔侧返回至炉侧,由于当时各裂解炉均已退料,且XV-102-51的阀体内是正压,即使反窜也应是窜裂解气,因此这种可能性极小,予以排除。
另一来源是从急冷油电动阀(XV-102-30)线上流出至急冷器,这条线上有一个电动阀(XV-102-30 ),一个手阀、两个并行的急冷器出口温度调节阀(TC102-1, TC102-2)。
查操作记录,TC102-1, TC102-2于11时32分关闭,但调节阀内漏可能性非常大;XV-102-30控制室内的信号显示此阀在切炉开始即被关闭,但跑油后现场检查发现XV-102-30仍有20%的开度,该电动阀本身存在问题。
操作规程明确规定电动阀关闭后,仍要将手阀关闭。
如果手阀关闭,不可能出现如此大的急冷油泄漏。
因此,操作人员未按操作规程进行操作是发生事故的主要原因。
此外,室内操作人员不细心,判断事故能力差。
根据当时生产状况:DA101塔釜液位下降迅速;BA102急冷器出口温度偏低(正常应350℃左右,但当时低于2000C ),应该能判断出有异常情况发生,如及时正确处理,可以将此次事故降低到最低限度。
一、事故案例案例一:浓硝酸燃烧事故事故经过:某新建厂化验室刚竣工,由于室内地砖上存在建筑污垢,用普通方法难以清除干净,于是有人提议用浓硝酸,有些同志就用拖布蘸弄硝酸擦污垢,很快将污垢处理干净,但是室内弥漫大量刺激性气味使在场的人马上离开。
大约一小时后,有人发现室内冒出浓烟,蘸有浓硝酸的拖布化为灰烬。
幸亏室内没有家具和其他可燃物,否则将出现一次重大的火灾事故。
事故原因:因为浓硝酸具有强氧化性,与易燃物和有机物(如糖、纤维素、木屑、棉花、稻草或废纱头等)接触会发生剧烈反应,甚至会引起燃烧。
案例二:原子吸收分光光度计爆炸事故事故经过:某化验室新进一台独3200型原子吸收分光光度计,可该仪器在分析人员调试过程中发生爆炸,爆炸产生的冲击波将窗户内层玻璃全部震碎,仪器上的盖崩起2米多高后崩离3米多远。
当场炸到3人,其中2人轻伤,另1人由于一块长约0。
5厘米的玻璃射入眼内,而住进医院治疗。
事故原因:分析认为仪器内部用聚乙烯管连接燃气乙炔,可接头处漏气,分析人员在使用过程中安全检查不到位。
查明原因后,厂家更换一台新的原子吸收分光光度计,并把仪器内部的连接管全部换成不锈钢管。
案例三:润滑油开口闪点分析燃烧事故某厂化验室做润滑油开口闪点分析,当班化验员做实验时加热速度过快,使润滑油很快达到燃烧温度,遇火发生爆炸。
化验员当时慌了手脚,没有采用旁边的灭火器灭火,而是大叫起来,结果在通风橱风力作用下,火焰更大、烟雾弥漫,其他人听到喊叫声冲进化验室,及时用灭火器将大火扑灭。
灭火后发现整个木制通风橱被烧的面目全非,玻璃都被烧变了形。
事故原因:化验员经验少,升温速度过快,发生事故慌做一团,放在附近的灭火器忘记使用,主要是平常演习次数少,遇事不冷静。
案例四:煤油、二甲苯燃烧事故事故经过:某厂化验室做粗酚中的酚及同系物试验,需制一种溶剂煤油、二甲苯,制作过程是:煤油经硫酸洗涤并与碱中和,再进行蒸馏,切取200~300℃的馏出物,在同二甲苯混合配成5:3的溶剂。
自动化相关事故案例2018年3月12日石化企业爆炸着火事故警示信息2018年3月12日16时14分,江西九江一石化企业柴油加氢装置原料缓冲罐(设计压力0.38MPa)发生爆炸着火事故,造成2人死亡、1人轻伤。
经初步分析,事故直接原因是循环氢压缩机因润滑油压力低而停机后,加氢原料进料泵随即联锁停泵,但因泵出口未设置紧急切断且单向阀功能失效,加之操作人员未能第一时间关闭泵出口手阀,反应系统内高压介质(压力5.7MPa)通过原料泵出入口倒窜入加氢原料缓冲罐,导致缓冲罐超压爆炸着火。
事故暴露出以下突出问题:一是事故装置建成于1990年,其加氢原料进料泵出口当时没有设置紧急切断阀,在后来多次改造中也没有进行完善,本质安全水平低,埋下安全隐患。
二是设备设施维护保养不到位,未及时对泵出口单向阀进行检查维护,事故后拆检发现单向阀已失效。
三是风险管控不到位,应用HAZOP等分析工具进行风险辨识、评估和管控的能力不足,对加氢装置高压窜低压的危害认识不足。
四是应急处置不到位。
循环氢压缩机润滑油压低报警后,长时间未能排除故障,处理过程中引起润滑油压力低低联锁停机;循环氢压缩机停机后,未能第一时间关闭加氢原料进料泵出口手阀,切断高压窜低压的通路。
湖北荆州市石化总厂“3•30”环氧乙烷爆炸事故1999年3月30日,湖北省荆州市石化总厂在生产过程中发生爆炸事故,造成4人死亡,直接经济损失45万元。
事故的直接原因是:石化总厂不清楚原料特性,现场也未设流量计,不能控制进料速度,造成环氧乙烷进料速度过快,来不及与丙炔醇反应而在釜内积聚,导致釜内压力迅速上升,冲破爆破膜,高压气体急剧喷出产生静电引发爆炸。
山东石大科技石化有限公司“7.16”着火爆炸事故情况的通报2015年7月16日7时30分左右,山东省日照市山东石大科技石化有限公司(以下简称石大科技公司)液化石油气球罐区在倒罐作业过程中发生着火爆炸事故,造成2名消防员轻伤、7辆消防车毁坏、部分球罐以及周边设施和建构筑物不同程度损坏,罐区周边1公里范围内居民房屋门窗被震坏。
一、东北炼化工程公司丙烯腈装置中毒死亡事故2008年11月6日,东北炼油工程公司,抚顺工程建设第四分公司,仪表车间一名仪表维修工,在抚顺石化腈纶厂,丙烯腈装置现场处理故障过程中发生中毒死亡事故,现将事故情况进行通报。
一、事故单位概况抚顺工程建设公司第四分公司仪表车间,负责抚顺石化公司腈纶厂的仪表维护,下属分析仪表班组,共有6名职工,事发当日出勤人员为赵某和李某。
当班人员李某在10:00—11:00左右,到仪表车间四楼会议室(分析班在仪表车间三楼)张贴医疗报销票据。
二、抚顺石化腈纶厂丙烯腈装置介绍丙烯腈装置采用BP公司专利技术,以丙烯腈、氨和压缩空气为原料,主要产品为纯度99.5%以上的丙烯腈,副产品纯度99.5%以上的氢氰酸、45%左右的乙腈。
装置由中石化兰州设计院设计,1900年11月投产。
原设计年产丙烯腈5万吨,后经数次改造,现规模为9.2万吨/年。
三、事故经过1、2008年11月6日,10时05分,抚顺石化腈纶化工厂丙烯腈车间,岗位操工关某发现该装置合成泵房AA-1202PH计仪表测量值不准,打电话向仪表维修人员报修,仪表维修工赵某接到电话后,于10时20分到现场查看情况。
2、13时13分,丙烯腈车间岗位人员陈某,在巡检时发现,赵某面向下倒在合成泵房AA-1202PH计仪表柜内,立即报告厂生产调度室,拨打120急救中心进行救护,对事故现场进行警戒封闭,抚顺市第三医院救治及时赶到,经抢救无效于14时30分左右死亡。
四、事故伤亡情况死亡一人。
赵某,大专学历,26岁,男,2003年进抚顺工程建设分公司第四分公司仪表车间,仪表维修工。
五、初步原因分析(一)直接原因赵某作业之前未对所作业检修,进行危险评估和预想分析,未办理设备检修票证手续,未佩戴劳动防护用品,严重违章操作、长时间吸入较高浓度氢氰酸是该起事故的直接原因。
事故后,调取事发当天的监控录像、DCS数据、查找规章制度、作业记录以及对事故当日有关人员进行询问调查等,初步认定员工赵某在10时20分对AA-1202PH计仪表进行处理时,导致物料泄漏,瞬时局部空间氢氰酸浓度超标造成中毒,失去逃生能力。
化工仪表检修事故案例话说在一个化工厂里,有这么一套重要的生产设备,它的运行全靠那些仪表精准地监测和反馈数据呢。
有一天,仪表工小李接到任务,要对一个关键反应釜上的温度仪表进行检修。
这小李啊,平常干活也算麻利,可那天不知道是没睡醒还是咋的。
他到了现场,连基本的安全检查都做得马马虎虎。
按照流程,检修前得先切断相关设备的电源,并且挂上检修的牌子,防止别人误操作。
可小李呢,就觉得自己动作快,稍微看了一眼,觉得电源好像是断了,牌子也没挂就开始动手拆仪表。
当他正拿着工具拧螺丝的时候,突然“啪”的一声,一阵火花闪过。
原来啊,电源并没有完全切断,这一下可不得了,小李的手被电得一阵麻,工具都掉到地上了。
还好当时电压不是特别高,不然可就不是麻一下这么简单了。
这一电,把小李吓得够呛,不过也让他彻底清醒了。
他赶紧重新仔细检查电源,确定切断后,才又小心翼翼地开始检修。
但是啊,因为这一耽搁,整个生产流程都受到了影响。
反应釜的温度数据没有及时得到准确监测,导致里面的化学反应有点失控。
最后生产出来的产品质量不合格,给厂里造成了不小的经济损失。
从这事儿以后啊,小李可再也不敢这么马虎大意了。
每次检修前,都仔仔细细地做好安全检查,还会反复跟同事确认流程。
这就告诉咱们啊,在化工仪表检修这事儿上,再小的步骤都不能省,再简单的事儿也得认真对待,不然就像小李这样,一个小失误就能引发大麻烦。
厂里有个老张,那可是老仪表工了,经验相当丰富。
大家都觉得有他在,仪表检修肯定没问题。
有一次,一个压力仪表出了故障,显示的数据老是跳来跳去的。
老张接到任务后,就大摇大摆地去了检修现场。
他看了看仪表,心里想:“哼,就这点小毛病,我一眼就看出来了,肯定是传感器有点松动。
”于是,他连仪表的说明书都没看,就直接动手去拧传感器的螺丝。
可他不知道的是,这个仪表是新换的型号,和以前的有些不一样。
老张这一拧啊,直接把传感器给拧坏了。
这一下,仪表彻底不工作了。
更糟糕的是,这个压力仪表是控制一个储存危险化学品容器压力的关键设备。
化工企业事故事件案例汇编化工企业生产安全事件案例第一章工艺事件丹峰化工公司“2〃20”锅炉灭火事件一、事件经过:2月20日凌晨3:16分许~锅炉操作工发现汽包压力下降~床温下跌~从监控画面上发现锅炉西侧给煤管不下煤~立即组织查找故障~操作工采取降负荷、关闭二次风、返料风~落煤管经反复捅已疏通~但由于炉温下跌过快~打开炉门填木炭~操作工加大风量运行~不流化导致灭火。
二、事件原因:1、燃料煤长时间湿度加大形成结块~湿煤结块堵塞落煤管~长时间附着在Ф159的落煤管内壁上~使管内径逐渐缩小引起堵塞。
2、现场操作工未按巡检标准对落煤管进行检查~未对落煤管是否通畅进行确认,同时没有备好应对突发情况的基本工具~导致在救火时因工具不到位贻误时机。
三、防范措施:1、当班副操负责检查从煤场到煤仓是否有使煤增湿的因素~一经发现立即采取补救措施~防止类似事件发生。
2、巡检工按时巡检~及时对落煤管情况进行确认核实~发现存在问题立即解决~准备好必要的工具。
3、车间加大对给煤、给水、除尘等关键系统的管理~制定出相关管理制度~采取防范措施~确实做到不断煤、不缺水、不扬尘。
制定巡检落煤管、给煤机、煤仓等标准、频次以及清理落煤管的间隔时间~针对不下煤应急措施~加大监督力度。
化工分公司20吨锅炉连续两次结焦灭炉事件一、事件经过:3月31日晚班22:08左右~20吨锅炉炉温波动幅度大~大幅度降温一次~最低降至570?~通过加木炭~减风的操作控制后~没有稳定炉况~ 22:40分左右~温度降至620?~岗位人员在处臵过程中发生高温结焦~ 4月1日早班3:40~重新启炉~生产逐步加满负荷~恢复生产。
4月2日早班4:00左右~同样发生了炉温波动~处臵过程中~造成结焦停炉事件。
二、原因分析:1、20吨锅炉技术与运行管理混乱是造成20吨锅炉连续结焦的直接原因。
燃煤管理差~煤中有大块矸石~堵塞风道~未要求过筛处理,下底料管理混乱~无下料时间与数量的技术管理,给风与给煤量无技术数据~进风量与给煤量随意性大。
山东三和维信生物科技有限公司生产安全事故案例分析山东三和维信生物科技有限公司安全部二○一四年十一月案例目录1、设备、仪表工不熟悉系统擅拆阀门造成安全事故事故经过:2009年11月12日,山东省淄博市某化工厂一脱砷反应器操作人员工作时,发现仪表阀门无法调整反应器压力,便通知仪表工人到现场检修。
仪表维修工贾某到现场后,没有询问工艺技术人员管道压力以及内部物料性质,直接开排污阀检查,见无介质流出,怀疑是阀门堵塞,导致仪表失灵。
于是贾某关闭了两侧导淋阀门,登上罐顶试图打开阀门法兰检查处理堵塞故障。
法兰刚一打开便喷出大量氢气发生爆燃,来不及做准备的贾某被这突发状况惊吓倒,从罐顶坠落摔成重伤。
点评:这是一起违章操作而引发的安全生产事故。
仪表维修人员贾某在没有与技术人员沟通分析和确认故障的情况下,在不熟悉工艺流程、没有通知技术总工或车间主任的情况下,根据自己经验,贸然擅自打开带压阀门法兰,导致管内氢气外泄,遇热发生爆燃,导致事故发生;另外,在登高作业中没有按照规定佩戴安全带也是导致本事故的又一重要原因。
我们公司的设备或仪表维护人员,在维修设备、仪表过程中,对于自己不懂的工艺管道、设备、仪表一定要报告自己的主任或请教生产王经理,不能凭“自己的感觉、以往的经验”贸然行事,在打开法兰或设备、容器盖的之前,必须确认管道内物料是什么、有没有压力,自己不能确定的通知安全部进行确认,不能像案例中的贾某那样贸然打开法兰,导致物料喷溅给自己造成伤害;另外,在高度大于2米的作业时,作业人员应佩戴安全带并按照“高挂低用”规范悬挂。
2、夜间在反应釜旁睡觉造成安全事故事故经过:山东济宁某合成树脂化工厂,生产醇酸树脂制作油漆、涂料。
操作工张某是该公司老职工,具有十几年的工龄,人缘好、脾气好、技术掌握的也全面。
2009年12月31日凌晨一点左右,张某将包装箱拆开,放在自己的负责的酯化反应釜旁,取暖睡觉。
此时反应釜正处于酯化反应后期。
根据张某以往的经验,这个阶段反应釜很稳定,基本上不用人管。
化工安全事故案例汇总化工行业是一个高风险的行业,由于原材料的特殊性以及生产过程中存在的各种危险因素,化工安全事故时有发生。
本文汇总了一些近年来发生的化工安全事故案例,旨在通过这些案例的分析,总结出事故发生的原因和教训,以期能够引起相关从业人员的重视,提高安全意识,减少化工安全事故的发生。
1. 2015年天津港危险化学品仓库爆炸事故。
2015年8月12日晚间,天津港危险化学品仓库发生爆炸事故,造成173人死亡,数百人受伤,引发了全国范围内的关注。
经过调查,事故原因主要是管理混乱、违规操作、违法建设等多重因素导致的。
此次事故给我们的启示是,对于危险化学品仓库的管理必须严格执行相关法规,确保安全生产。
2. 2016年山西临汾化工厂泄漏事故。
2016年10月,山西临汾市一家化工厂发生氢氟酸泄漏事故,导致多人中毒。
事故原因是由于设备老化、维护不到位以及操作不当所致。
这次事故提醒我们,化工企业要加强设备的维护和管理,确保设备的安全运行,同时加强员工的安全培训,提高操作技能。
3. 2017年河北邢台化工厂爆炸事故。
2017年4月,河北邢台市一家化工厂发生爆炸事故,造成多人死亡、伤亡。
初步调查显示,事故是由于企业违法违规生产、安全管理不到位所致。
这次事故再次提醒我们,企业要遵守相关法规,加强安全生产管理,不得以牺牲安全为代价谋取利益。
4. 2018年江苏化工厂溶剂泄漏事故。
2018年7月,江苏省一家化工厂发生溶剂泄漏事故,造成环境污染,影响了周边居民的生活。
事故原因是由于企业在生产过程中对环境保护措施不到位,导致了溶剂泄漏。
这次事故提醒我们,企业要加强环境保护意识,严格执行环保法规,确保生产过程中不对环境造成污染。
5. 2019年广东化工厂火灾事故。
2019年12月,广东一家化工厂发生火灾事故,造成大面积厂房受损,直接经济损失巨大。
经过调查,事故原因主要是由于企业在防火措施上存在疏漏,导致火灾发生后无法及时控制。
案例2 "11. 17',急冷油窜入烧焦线外泄事故事故经过:1997年11月17日11时35分,某装置按计划停车。
11时35分,2#裂解炉(BA102)由汽油分馏塔( DA101 )塔切出后,不久即发现DA101塔釜液位下降,室内人员联系补调质油。
11时55分,室外操作人员发现BA102的清焦罐上有急冷油飘出,立即采取紧急措施。
将BA102稀释蒸汽由放空状态切入DA101塔内,但此时已有少量急冷油飘落在BA102 废热锅炉(TLE)上,由于TLE温度较高,引起急冷油的燃烧,立即通知消防人员紧急处理,将火扑灭。
在这段时间内虽然及时补入调质油,但DA101塔釜液位仍由50%降至6%。
事故类别:生产事故。
原因分析:从清焦罐冒出的急冷油来源可以有两个,一是从裂解气管线倒窜,即急冷油从裂解气切换阀(XV-102-51)的塔侧返回至炉侧,由于当时各裂解炉均已退料,且XV-102-51的阀体内是正压,即使反窜也应是窜裂解气,因此这种可能性极小,予以排除。
另一来源是从急冷油电动阀(XV-102-30)线上流出至急冷器,这条线上有一个电动阀(XV-102-30 ),一个手阀、两个并行的急冷器出口温度调节阀(TC102-1, TC102-2)。
查操作记录,TC102-1, TC102-2于11时32分关闭,但调节阀内漏可能性非常大;XV-102-30控制室内的信号显示此阀在切炉开始即被关闭,但跑油后现场检查发现XV-102-30仍有20%的开度,该电动阀本身存在问题。
操作规程明确规定电动阀关闭后,仍要将手阀关闭。
如果手阀关闭,不可能出现如此大的急冷油泄漏。
因此,操作人员未按操作规程进行操作是发生事故的主要原因。
此外,室内操作人员不细心,判断事故能力差。
根据当时生产状况:DA101塔釜液位下降迅速;BA102急冷器出口温度偏低(正常应350℃左右,但当时低于2000C ),应该能判断出有异常情况发生,如及时正确处理,可以将此次事故降低到最低限度。
案例2 "11. 17',急冷油窜入烧焦线外泄事故事故经过:1997年11月17日11时35分,某装置按计划停车。
11时35分,2#裂解炉(BA102)由汽油分馏塔( DA101 )塔切出后,不久即发现DA101 塔釜液位下降,室人员联系补调质油。
11时55分,室外操作人员发现BA102的清焦罐上有急冷油飘出,立即采取紧急措施。
将BA102稀释蒸汽由放空状态切入DA101塔,但此时已有少量急冷油飘落在BA102废热锅炉(TLE)上,由于TLE温度较高,引起急冷油的燃烧,立即通知消防人员紧急处理,将火扑灭。
在这段时间虽然及时补入调质油,但DA101塔釜液位仍由50%降至6%。
事故类别:生产事故。
原因分析:从清焦罐冒出的急冷油来源可以有两个,一是从裂解气管线倒窜,即急冷油从裂解气切换阀(XV-102-51)的塔侧返回至炉侧,由于当时各裂解炉均已退料,且XV-102-51的阀体是正压,即使反窜也应是窜裂解气,因此这种可能性极小,予以排除。
另一来源是从急冷油电动阀(XV-102-30)线上流出至急冷器,这条线上有一个电动阀(XV-102-30 ), 一个手阀、两个并行的急冷器出口温度调节阀(TC102-1, TC102-2)。
查操作记录,TC102-1, TC102-2于11时32分关闭,但调节阀漏可能性非常大;XV-102-30控制室的信号显示此阀在切炉开始即被关闭,但跑油后现场检查发现XV-102-30仍有20%的开度,该电动阀本身存在问题。
操作规程明确规定电动阀关闭后,仍要将手阀关闭。
如果手阀关闭,不可能出现如此大的急冷油泄漏。
因此,操作人员未按操作规程进行操作是发生事故的主要原因。
此外,室操作人员不细心,判断事故能力差。
根据当时生产状况:DA101塔釜液位下降迅速;BA102急冷器出口温度偏低(正常应350℃左右,但当时低于2000C ),应该能判断出有异常情况发生,如及时正确处理,可以将此次事故降低到最低限度。
整改措施:1、操作人员一定要严格执行操作规程,精心操作。
2、加强对设备、仪表的维护,及时发现并排除设备、仪表故障。
案例3 "5. 12',锅炉给水调节阀故障致全装置停车事故事故经过:2001年5月12日20时11分,某装置室操作人员发现BA-106炉汽包液位高报(LICA10601PV=73. 1% ),当时液面调节间处于自动调节状态。
20时14分,汽包液面高高报(LICA10601PV=80. 2% ),当班人员立即现场确认汽包液面,同时室发现锅炉给水流量达到32455. 3KG/H, 仪表状态开路。
20时16分,汽包液面105. 90/,现场发现汽包玻璃板液面100%,锅炉给水进料调节阀现场全开。
在当班人员现场关闭该阀下游阀的过程中,BA-106出h高压蒸汽温度下降。
20时28分,室人员发现丙烯压缩机(GB-501)和裂解气压缩机(GB-201)的驱动透平(GT-501 /GT-201)轴位移上升。
20时31分,GT-201轴位移联锁停车。
20时32分,GT-501轴位移联锁停车。
GB-501停车后,乙烯压缩机(GB-601)及分离系统相继停车。
21时40分,新、老区裂解炉全部停止进料。
事故类别:生产事故。
原因分析:BA-106炉锅炉给水调节阀FCV-106-26阀门信号线发生故障,引起汽包液面满,SS蒸汽带水,导致总管SS温度降低,致使GT-501/GT-201轴位移高联锁停车。
整改措施:1、加强联锁管理,投用新裂解炉全部联锁。
2、加强职工培训,提高职工应急应变处理能力。
案例4 “1.12”汽包液面仪表指示偏差引发对流段锅炉给水管爆裂事故事故经过:1989 年1 月12 日,某装置6#裂解炉处于正常操作状态,15 时,对流段锅炉给水管爆裂,紧急停炉。
事故类别:生产事故。
原因分析:该炉超高压蒸汽汽包的锅炉给水液面小于仪表指示液面,同时液面调节伐的实际开度小于仪表指示开度,当阀门按自动要求关小到一定程度时,给水实际已被切断,对流段炉管过热。
而当阀门增加开度时,锅炉给水直接进入已经过热的给水管而发生冷淬,导致给水管爆裂。
整改措施:1、锅炉给水阀门检修回装前,工艺、仪表双方应确认供水调节阀的最小流量限位,以避免炉管断水事故的发生;2、超高压蒸汽汽包液面应以现场玻璃板指示为准,操作工应加强巡检,及时发现问题和解决问题。
案例7 “4.8”操作不当引发裂解炉燃料气压力高联锁事故事故经过:1997 年4 月8 日9 时55 分,某装置仪表人员在检修燃料气分子量表(70AI002A/B/C)时,将三块表同时摘除,造成70AI002A/B/C 及70AI002D(A、B、C 平均值)同时回零,触发裂解炉底部燃料气压力高高联锁(10PSHH113),导致正处于高级控制的3 台裂解炉(F1001/3/5)全部停车。
事故类别:生产事故。
原因分析:仪表同时摘除70AI002A/B/C,造成热值计算失控,裂解炉燃烧处于高级控制状态下,燃料气阀迅速打开,触发压力高高联锁。
整改措施:1、仪表检修时需与工艺沟通,检修此类表时,可根据经验,对70A工002D锁定一个参考值,参与DCS部计算。
另外,在维护70A工002A/B/C时,须逐个进行。
2、工艺人员再遇类似情况,应立即摘除燃烧高级控制,用底部及侧壁燃料气控制器(lOPC108/lOPC105)自动控制燃烧量。
案例16事故"1. 30”急冷水沉降槽界面指示失灵致稀释蒸汽系统带油事故经过:2002年1月30日,某装置老区开车过程中发现工艺水(PW )、稀释蒸汽(DS)系统中严重带油,DS系统压力(PICA-150)无法控制,在0. 3-0. 8Mpa之间大幅波动,稀释蒸汽发生器EA-123壳程和汽包排污阀(FV-157)排出大量汽油,稀释蒸汽包(FA-115 )安全阀两次起跳。
事故类别:生产事故。
原因分析:经分析检查,发现急冷水沉降槽FA-120界面指示L工一141失灵,水液位指示偏高50%至60%,造成工艺水进料泵GA-109 吸入汽油,DS 系统无法操作。
整改措施:在装置开车及平时操作中,要定期检查油水界面表,发现偏差要及时通知仪表来校正,保证指示正确。
案例33"2. 18”粗氢中乙烯含量超标导致甲烷化反应器飞温事故事故经过:1991年2月18日6: 00左右,某装置操发现脱甲烷塔进料分离罐(FA-304)液位高,就注意了DC-301床层温度变化大,再看FA-304液位时,高达80,此时外操到现场处理,大约15分钟后,FA-304满罐,即手动按PB停DC-301,但此时DC-301床层温度已达370℃。
事故类别:生产事故。
原因分析:因液位(LV-311)自动调节失灵,现场卡死无法动作,操发现后处理不及时,造成FA-304 满罐,致使氢气甲烷分离罐(FA-308)满,使粗氢中乙烯含量超标,进入DC-301 发生剧烈放热反应,引起床层飞温。
整改措施:1、以卡片形式贴在仪表盘上,让每位操作工都知道LV-311 卡死后的处理步骤,以便得到及时处理;2、操换岗需进行上岗考核,合格后方能上岗;对操作工进行培训提高操作水平;3、仪表工应对仪表进行定期检查。
案例43 “4.3”C2 加氢反应器停进料后未完全切断H2 致飞温事故事故经过:1990 年4 月3 日,某装置C2 加氢反应器(DC-401)由B 切至A台时,由于A 台残留有水,导致物料出反应器后冻堵,为解冻,停DA-401 的回流,提高DA401 的塔釜加热量,使DA401 底大量物料从塔顶进入后系统,致使DA404 塔无进料(FRCA454 无量),使DC-402B 处于临时停车状态,室关FFRC-456,457。
室切断Hz,当DC-401A解冻以后,DC-402B开始进料,发生飞温。
事故类别:生产事故。
原因分析:DC402B中存有大量的H2,当DC-402停止进料后,没有按操作法切断去DC一402系统的Hz根部伐,仅室关闭了H:的两个流量调节伐,致使Hz从FA-409的充压管线以及两个流量调节伐泄漏至DC-402B之中,当DC-402B开始进料时,Hz浓度较高,从而发生飞温事故。
整改措施:反应器停车后,无论时间长短,均应按照操作规程,切断Hz的总根部伐,仪表调节伐门是不能代替切断伐门的。
案例50 "2. 6',急冷油外泄引发急冷器着火事故事故经过:1992年2月6日,某装置BA-107炉急冷器突然起火,烧毁部分仪表电缆,操作工在切32"、14“阀时,大量急冷油从烧焦罐中喷出,险些酿成恶性事故。
事故类别:火灾爆炸事故。
原因分析:BA-107炉急冷器调节阀由于焦粉冲刷造成磨损,出现裂纹,致使阀的急冷油外泄,遇炉子明火燃烧。
操作工处理时,由于火势较大,没能关闭现场两道急冷油闸阀,只从室关闭急冷油调节阀,由于此时急冷油调节阀控制电缆被烧毁,室无法控制,该阀(气关)实际上处于全开位置。
而操作工经验不足,误以为该阀关闭,物料已经切断,在进行32", 14”阀切换时,大量的急冷油从烧焦罐中喷出。
整改措施:1、停炉后,对调节阀阀体进行检查,避免因阀门磨损出现裂纹,导致急冷油泄漏;2、在急冷油总管上较安全的部位再加一道闸阀,一旦发生类似情况,可紧急处理。
案例53 “9.1”联锁管理不严导致炉膛爆燃事故事故经过:1988 年9 月1 日10 时13 分,某装置BA-109 炉送风机(底部、侧壁烧嘴空气输送设备)在正常运行中突然停车。
操作工重新启动送风机后,炉膛发生爆燃,部份炉墙被炸塌。
半月后修复投用。
事故类别:火灾爆炸事故。
原因分析:送风机停运停炉联锁MAK—109—1 未投用,当送风机突然停车时,联锁未动作,因而未切断燃料供给。
而送风机停运后,燃料气进炉未断,造成燃料燃烧不完全。
短时间启动送风机,由于炉膛高温,燃料气及大量新鲜空气的进入造成了这次爆燃。
整改措施:加强联锁管理,无特殊情况,联锁必须全部投用。
案例70 "9. 4”甲醇厂丙烯压缩机跳车事件(一)事件经过2013年9月4日4时9分35秒,甲醇厂二套管网2. SMPa压力由2. 7MPa缓慢下降,PV-8303自动打开。
4时10分20秒,PV-8303开至80%,管网压力下降至2. 34MPa ,操作人员发现后将调节阀PV8303由“自动”切至“手动”操作并逐渐开大至95%0 4时11分25秒,管网压力下降至1. 64MPa,丙烯压缩机因蒸汽压力低喘振。
4时11分45秒,管网压力突然上涨至3.12MPa, PV-8303A自动打开泄压,同时操作工将PV-8303由95%关至60%0 4时13分38秒,丙烯压缩机因喘振跳车,仪表人员检查减压阀PV8303及放空阀PV8303A阀无异常,阀门动作正常,系统恢复开车。