如何提高O-sepa选粉机的选粉效率分析解析
- 格式:doc
- 大小:162.50 KB
- 文档页数:9
提⾼O-sepa选粉机选粉效率的有效途径提⾼O-sepa选粉机选粉效率的有效途径葛洲坝股份有限公司⽔泥⼚技术处杨丹安⽟丽江元华448032摘要:选粉机在粉磨系统的作⽤是及时的将⼩于⼀定粒径的细粉作为成品选出,提⾼粉磨效率,其选粉效率的⾼低是决定粉磨系统能⼒的主要因素之⼀。
通过对O-sepa选粉机的改造,不仅提⾼了选粉机的选粉效率,磨机的台时产量,也降低了吨⽔泥的能耗。
关键词:O-sepa选粉机选粉效率前⾔葛洲坝⽔泥⼚是中国最⼤的特种⽔泥⽣产基地,三峡⼯程⽔泥主供⼚家。
由于三峡⼯程采⽤较⾼的质量标准,⽔泥温控要求⽐较严,为满⾜其要求,我⼚投资将⽔泥输送系统由空⽓输送改造为⽪带输送。
此时选粉机的回粉充分暴露在我们的眼前,⾥⾯含有⼤量的成品,于是,选粉机的⼯作性能成了粉磨系统关注的焦点。
我⼚O-sepa N-2500型选粉机是⼭东建材机械⼚⽣产,于2000年安装,磨机规格为Ф3.8×13m。
在使⽤过程中,我们发现该选粉机并不象预期的那样能将细粉有效地分选出来,选粉效率低下,磨机台时产量也得不到发挥。
⼀、存在问题存在的主要问题为:1、回粉含有⼤量成品,选粉效率仅45%~50%左右;2、系统综合电耗⾼,⾼时达到49kwh/吨⽔泥。
选粉效率低也严重制约了磨机粉磨效率地发挥,影响⽣产能⼒,我们对系统进⾏了多⽅⾯地分析与研究,与选粉机⽣产⼚家进⾏了充分地交流,从⼴东引进⼀专利技术对转⼦等部件进⾏了改造,但选粉效率仍在50%左右徘徊,详见表1改造前选粉效率:由表1可见:选粉效率在50%左右,说明⼤量成品选不出去,再次进⼊了磨机,导致物料过粉磨,同时也产⽣了缓冲垫层和粘球现象,降低了粉磨效率,产量⽆法提⾼,平均吨⽔泥电耗也随之上升,严重时甚⾄达到了49kwh/t,严重影响了吨⽔泥的综合技术经济指标。
⼆、原因分析我⼚与武汉奥道克斯⾼科技有限责任公司专家经过现场测绘、取样,并进⾏系统的分析后,我们认为:选粉是⽔泥粉磨系统中⼀个独⽴的操作单元。
提高O-Sepa选粉机分级效率的措施及效果查显寿;薛建平;李邦宪【摘要】针对辊压机双闭路联合粉磨系统产能偏低的现象,将其改造成半终粉磨工艺,使其系统产量有所提高.但改造后,出现O-Sepa选粉机分级效率低,系统循环负荷大、提升机设备的电机超负荷运行等问题.通过对现有O-Sepa选粉机进行改造,提高其分级效率,从而使整个系统工艺参数得到优化的同时,又进一步提高了系统产量.【期刊名称】《水泥工程》【年(卷),期】2017(000)004【总页数】3页(P29-30,49)【关键词】高效选粉机;双闭路联合粉磨系统;半终粉磨系统【作者】查显寿;薛建平;李邦宪【作者单位】扬州海螺水泥有限责任公司,江苏扬州225321;扬州海螺水泥有限责任公司,江苏扬州225321;合肥水泥研究设计院,安徽合肥230051【正文语种】中文【中图分类】TQ172.6+33目前,水泥企业应用最多的是带辊压机的双闭路联合粉磨工艺。
据不完全统计,HL集团在线运行的双闭路联合粉磨生产线就有158条,但联合粉磨工艺系统普遍存在系统产能偏低的现象。
在生产实践中我们发现,将联合粉磨工艺系统改造为半终粉磨工艺来生产,可提升系统的产量10%以上。
以下以YZHL公司#5水泥磨为例,介绍联合粉磨工艺改半终粉磨工艺后出现的问题(主要是O-Sepa选粉机效率低问题)和措施。
YZHL公司#5水泥磨主机配置见表1,改造成半终粉磨工艺的流程见图1,目前相关生产数据见表2。
物料经辊压机挤压后喂入V型选粉机进行分级,较细的粉状物料由旋风筒收集。
联合粉磨生产工艺是将旋风筒收集的物料喂入球磨机先粉磨再分选;改造成半终粉磨工艺后,是将旋风筒收集后的物料与出球磨机的物料一起喂入O-Sepa选粉机进行分选,分选后得到的粗粉喂入球磨机再进行粉磨。
改造之前,联合粉磨工艺的系统产量为210t/h,改造成半终粉磨工艺后的系统产量提高到255t/h(P·O42.5水泥)。
O-Sepa选粉机使用中调控的先进方法0.概述选粉机作为工业粉磨系统的重要组成部分,自诞生以来已经历了三代。
第一代离心式选粉机本身的改进在于改善物料在选粉机内的分布状况,提高在气流中的分散性;第二代旋风式选粉机在于减少细粉随回风的继续循环,降低选粉室内的选粉浓度;而1979年由日本小野田株式会社研制成功的第三代O-SEPA选粉机,不仅保留了旋风选粉机外部循环的优点,而且应用平面螺旋气流选粉原理,从根本改善了选粉条件。
特别是在生产比表面积350m2/kg以上水泥成品时所表现出来的良好性能,在中国新型干法生产线上被广泛应用于生料磨和水泥磨系统中。
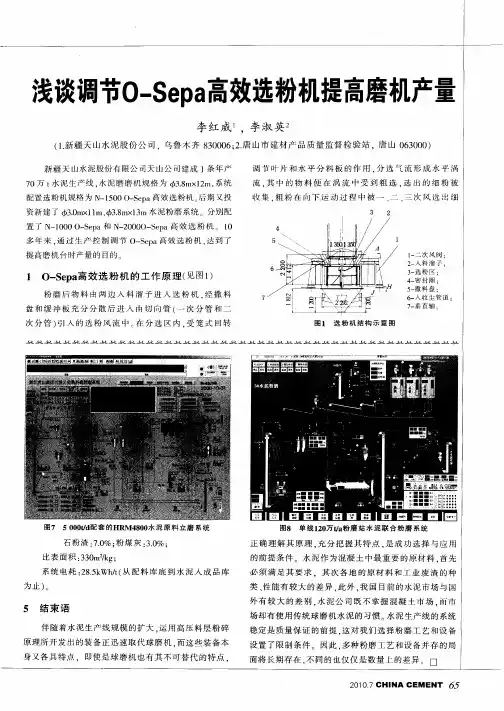
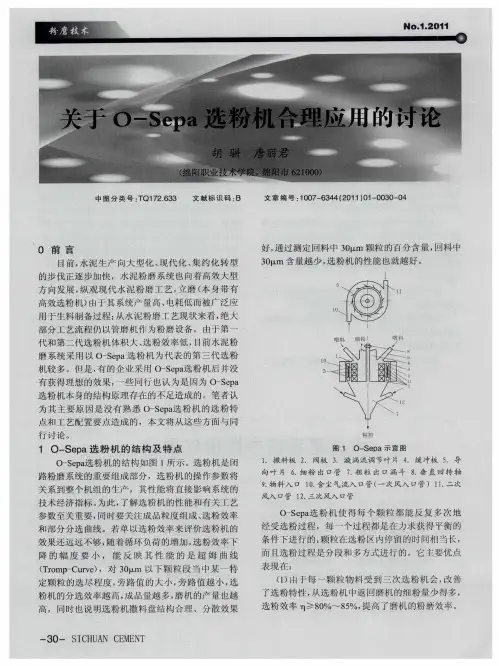
1. O-SEPA选粉机的结构及工作原理O-SEPA选粉机的基本结构如图1所示。
其工作原理是:将待选物料由上部的两个进料口喂入选粉机内,通过撒料盘、缓冲板充分分散开,落入选粉区。
选粉气流大部分来自磨机,通过切向一次风进口和二次风进口进入,经导向叶片水平进入选粉区。
在选粉机内由垂直叶片和水平叶片组成的笼子,回转时使内外压差在整个选粉区高度上下维持一定,从而使气流稳定均匀,为精确选粉创造了良好的条件。
物料自上而下,为每个颗粒提供了多次重复分选的机会,而且每次分选都是在精确的离心力和水平风力的平衡条件下进行。
细粉从外向内克服了边壁效应的不利影响。
由于选粉距离延长,最后落入锥体部分的颗粒又经过三次风再次风选,选粉效率大为提高。
2. O-SEPA选粉机的调节尽管O-SEPA选粉机有着先进的工作原理,但在中国上百家大中型水泥厂使用中,普遍发现该选粉机和人们预期的效果存在着很大的差距,这些差距一方面来自选粉机本身在结构上还存在一些不足,另一方面O-SEPA选粉机在使用过程中的调节不当直接影响到选粉机的实际使用效果。
下面结合我公司的O-SEPA选粉机在Ф3.8×13m水泥磨上的使用情况来谈谈O-SEPA选粉机的调节。
2.1细度的调节(1)比表面积的控制O-SEPA选粉机成品比表面积的控制可以通过改变选粉风量来实现,当通过选粉机的风量小于其设定值时,产量由于选粉效率偏低而减少,当通过选粉机的风量大于设定值时,则很难获得设定的比表面积。
如何提高O-sepa选粉机的选粉效率一、概述离心式选粉机本身的改进在于改善物料在选粉机内的分布状况,提高在气流中的分散性。
而旋风式选粉机在于减少细粉随回风的循环,降低选粉室内的选粉浓度,尽管中国不少公司在旋风选粉机的基础上推出了转子选粉机、二次风选粉机、改进型T-SEPAX选粉机等,但它对旋风选粉机的根本缺点没有改进。
在生产比表面积330m2/kg以上水泥成品时,选粉效率低,循环负荷过大,产量低、电耗高。
而1979年由日本小野田株式会社研制成功的O-SEPA选粉机,不仅保留了旋风选粉机外部循环的优点,而且应用平面螺旋气流选粉原理,根本改善了选粉条件。
特别是在生产比表面积350m2/kg以上水泥成品时所表面出来的良好性能,在中国新型干法生产线上被广泛应用于生料磨和水泥磨系统中。
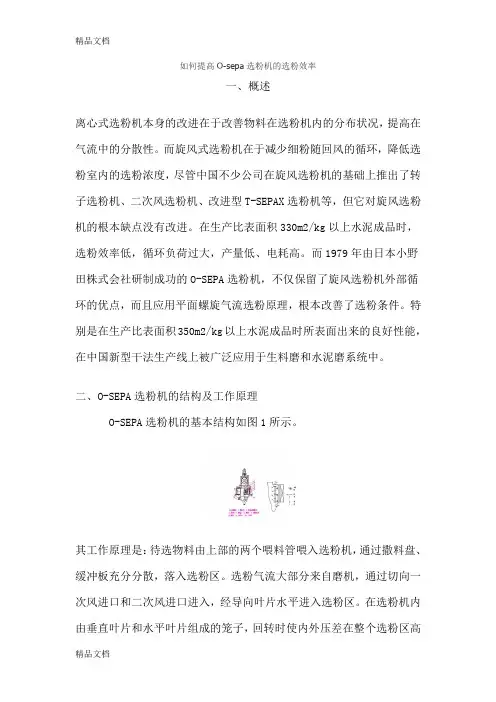
二、O-SEPA选粉机的结构及工作原理O-SEPA选粉机的基本结构如图1所示。
其工作原理是:待选物料由上部的两个喂料管喂入选粉机,通过撒料盘、缓冲板充分分散,落入选粉区。
选粉气流大部分来自磨机,通过切向一次风进口和二次风进口进入,经导向叶片水平进入选粉区。
在选粉机内由垂直叶片和水平叶片组成的笼子,回转时使内外压差在整个选粉区高度上下维持一定,从而使气流稳定均匀,为精确选粉创造了良好的条件。
物料自上而下,为每个颗粒提供了多次重复分选的机会,而且每次分选都是在精确的离心力和水平风力的平衡条件下进行。
细粉从外向内克服了边壁效应的不利影响。
如图2所示。
由于选粉距离较长,最后落入锥体部分的颗粒又经过三次风再次风选,选粉效率大为提高。
三、生产中存在的问题尽管O-SEPA选粉机有着先进的工作原理,但在中国上百家大中型水泥厂使用中,普遍发现该选粉机和人们预期的效果存在着很大的差距,主要表现在:1、选粉效率低,回粉含有大量成品根据盐城大志AET研发中心跟踪调查发现,在中国大部分水泥厂实际使用中选粉效率一般在20-60%。
选粉效率低,回粉含有大量成品致使过粉磨现象严重,严重制约了磨机粉磨效率的发挥,影响系统产量。
N-4000型O-sepa选粉机改造摘要:本文主要介绍了N-4000型O-sepa选粉机由四点下料改为八点下料,增加一个二次风冷风口,同时增加三次风,提高选粉效率,进而提高水泥磨台时,降低电耗。
关键词:选粉效率;三次风;筛选;细粉;节电1 存在的问题和原因分析金隅冀东水泥(以下简称“我厂”)是中国北方最大的水泥生产企业,生产的水泥供用多项国家大型工程。
其某子公司2009年安装投产的φ4.2m*13m水泥磨,配套了N-4000型O-sepa选粉机。
几年来的使用中发现,该选粉机存在以下两方面的主要问题,导致磨机台时产量得不到很好的发挥,并严重影响了吨水泥的综合技术经济指标。
①选粉效率低,仅38%-48%左右,回粉中含有大量成品;②因大量成品再次进入磨机,导致物料过粉磨且易形成缓冲垫层和粘球现象,这又导致粉磨效率降低,系统产量无法提高,平均吨水泥电耗居高不下,有时高达37kwh/t;③风道积料过多,严重影响通风。
经现场勘查和分析研究认为,上述问题的关键是我厂目前使用的选粉机是早期产品,其本身就存在众多技术问题。
一是物料经顶部喂料口进入,经撒料盘旋转后离心分离。
因喂料口仅为环形面上的4个下料点,且结构存在问题,形成不了均匀的粉流料幕,造成分选不充分。
二是全部气流由一、二次风管经倒流叶片进入环形分级区,直接进入分级转子,无三次风,不能将滑落下的物料中的细粉携带进入分级面再次筛选。
2 改造方案改造前,水泥磨尾N-4000型O-sepa选粉机选粉效率差(选粉效率40%左右)、选粉精度不高,回磨粗粉中有大量合格细粉(45μm筛余含量50%以下)入磨,造成磨机重复做功能耗大,我公司辊压机做功相对较好,入磨物料比表面积高达240㎡/Kg。
O-sepa选粉机普遍为四点入料,存在入料不均匀现象,我公司选粉机顶部物料输送方式为斜槽输送:物料由斗提机进入主斜槽,再由主斜槽一前一后分别进入两节分斜槽,再由分斜槽一前一后分两个溜子进入选粉机,如此入料势必导致物料向低势位流动较多;由于主斜槽与分斜槽布置不合理,主斜槽斜度大,物料流动性好,分斜槽斜度小,磨尾排出碎球杂物易沉积在远端分斜槽口,导致选粉机入料不均,选粉效率低。
O-Sepa选粉机性能及应用O-Sepa选粉机的性能特点O-Sepa选粉机在分级原理上,与前两代选粉机相比有较大的改进,其分级气流仅在水平面内旋转,而且气流平稳。
物料在经过撒料盘和缓冲板充分分散之后垂直下落,从上而下通过整个分级区,可受到多次分级的作用。
因而,具有分级效率高、处理物料量大、产品粒径范围窄等特性。
该选粉机除了在分级机理和性能方面具有明显的优越性之外,具有以下特点:①粉粒状物料粒径的分选精度较高,因此,分级效率可以提高,产量增加。
②可以生产粒度分布较窄的产品,改变涡轮的转速,可在10~300um的范围内调节分级粒径。
调节范围广,调节方法简便。
③由于可以用含尘气体作为分级气流,因此,粉碎—分级系统非常紧凑,并具有冷却等功能。
④可与辊磨或辊压机组合成粉碎一分级系统,简化工艺流程,提高粉碎效率。
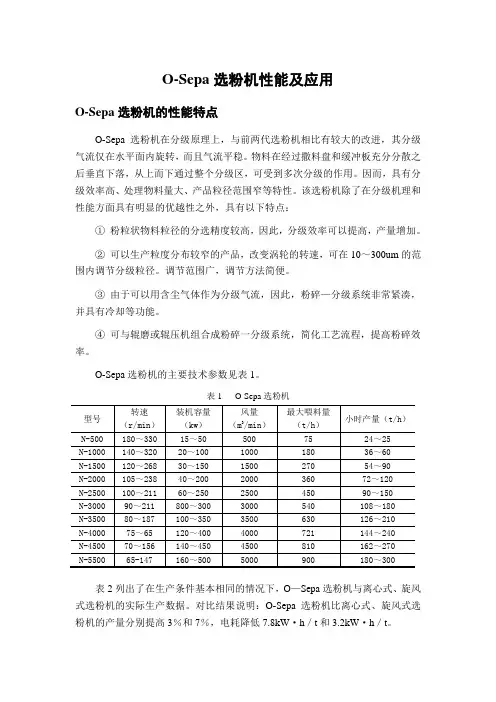
O-Sepa选粉机的主要技术参数见表1。
表1 O-Sepa选粉机表2列出了在生产条件基本相同的情况下,O—Sepa选粉机与离心式、旋风式选粉机的实际生产数据。
对比结果说明:O-Sepa选粉机比离心式、旋风式选粉机的产量分别提高3%和7%,电耗降低7.8kW·h/t和3.2kW·h/t。
自O-Sepa选粉机问世以来,相继研制出一些工作原理与0-Sepa选粉机基本相同,但在结构上各具特点的高效选粉机。
例如丹麦史密斯(Smidth)公司的Sepax 型高效选粉机,德国伯力鸠斯(polysius)公司的Sepol型高效选粉机等。
表2 O-Sepa及其它型号选粉机的生产数据对比O-Sepa选粉机的细度调节控制出磨水泥的细度,一是为使水泥具有一定的颗粒组成,使水泥的质量符合国家标准,满足工程施工要求;二是为了经济合理。
细度细的水泥加水后,水化反应快,凝结硬化快,早期强度高;但水泥磨得过细时,磨机的产量迅速降低,粉磨电耗急增,研磨体和衬板消耗也显著上升。
同时对水泥性能也有不利影响。
过去普通硅酸盐水泥的比表面积一般控制在(300±20)m2/kg为宜,现在为了实现水泥标准,根据大量研究认为水泥细度的最佳控制范围为350~400m2/kg。

O-Sepa高效选粉机使用说明书陕西斯达实业有限公司中国·西安目录一、前言 (2)二、主要技术性能参数 (5)三、结构及工作原理概述 (7)四、工艺选型方法 (7)五、机器安装 (8)六、试运转 (10)七、操作、维护及检修 (10)一、前言粉磨技术采用圈流工艺是保证被粉磨物料粒径均齐、材料潜能充分发挥、节能高效的有效措施。
圈流工艺的关键设备是选粉机。
水泥工业选粉机已由最早的静态选粉机、第一代离心式选粉机、第二代旋风式选粉机、第三代旋转笼式涡轮转子选粉机发展为新一代笼式涡轮转子高效动态选粉机。
O-Sepa选粉机是日本小野田公司研制开发的第三代旋转笼式涡轮转子选粉机。
我公司在该选粉机基础上成功应用国际先进水平的TSV4高效、低阻、节能涡轮转子技术,研究开发出适合我国国情的、达到国际先进水平的新一代改进型O-Sepa系列高效动态选粉机。
(一)应用形式:由我公司开发研制推广的不同应用形式有三种,分别成功应用于水泥、水泥生料、煤粉和其它矿物质方面的分选。
下图是我公司应用于水泥1.转子叶片内侧进风口的横截面积增大,选粉空气的径向速度朝着转子轴的方向减小,选粉区不局限于叶片转子的周边而是延伸入转子叶片间的开口处,大大提高了选粉效率;涡流系统被引入到叶片转子的中心,提高了选粉机分选细粉的能力。
由于通过转子叶片内侧的流体切向速度降低,使流体阻力减小、叶片磨损大大减小。
2.涡流产生的能耗。
由于通过转子叶片内侧的流体切向速度降低,使流体阻力减3.笼形转子上部撒料盘进行了高效抛撒改进。
使料气混合能力大大提高,从而有助于选粉能力提高。
(三)选粉机的分级特性:1.选粉机的实际效率可用分级曲线(Tromp 曲线)来表示。
2.分级曲线的模拟模型(简化座标):—不完善度 I=d75-d25/(2 d50)—分级精度 X=d25/d75—曲线倾角Θ=A tan(-0.5/㏒x)这是直线的倾角,通过对简化坐标中分级曲线的分级区域进行线性处理而展变化:(四)选粉机的重要特性及其他优点:1、该选粉机能满足选择选粉机的全部要求。

O—SEPA选粉机O—SEPA型选粉机是新型高效选粉机(第三代选粉机)。
由小野田公司研制的,1979年通过工业试验后应用于工业生产。
O—SEPA选粉机的工作原理:需要选粉的物料由上喂料管喂入通过撒料盘、缓冲板充分分散落入分选区。
分选气流大部分来自磨机的含尘气体。
通过切向的一次、二次风进口及固定导向叶片进入。
在选粉区内由笼式叶片和水平叶片组成的回转涡轮使内外压差在整个分选区高度内维持一定,从而使整个分选区内的气流稳定均匀,为精确的选粉造成了良好的条件。
物料自上而下为每个颗粒提供了多次重复的分选机会,而且每次分选都在精确的力的平衡下进行,在分选区的停留时间较长,最后落入锥体部分,再经三次风分选。
所以选粉效率显著提高,同时又改变粒径分布。
O—SEPA选粉机与普通选粉机不同的特点有四个方面:空气水平方向引进,以切线方向进入选粉室;撒粒盘位于转子上方选粉机顶部。
迫使粗粉贯穿空气选粉的全过程;转子有较短的竖向风机叶片,采用较高的转子。
选粉机体积可缩小;转子周围的导向叶片改进了空气分布和物料在空气中的分散状态,为精确的选粉创造了良好条件,其优点是:①物料粒径分选精确、选粉效率高、单位容积处理量大。
②产品细度调节范围广,只需方便调节立轴转速即可生产比面积为2600~7000ccm2/g 的水泥。
③改善了水泥成品的颗粒分布,有利于提高水泥质量,达到同样水泥强度,用O—SEPA 型选粉机生产的水泥比表面积可比一、二代选粉机降低100~300cm2/g。
④可提高磨机产量,降低电耗,与传统选粉机相比,可使磨机产量提高约20%,节能约18%。
⑤可大量地利用冷空气,磨机也可采用强力通风,有利于降低水泥温度。
⑥能适应高浓度的含尘气体,可将含尘气体作分选气流使用。
因此可将磨机含尘气体直接引入选粉机,简化了粉磨系统。
⑦、机体小、布置紧凑、相同生产能力下,其体积只有传统选粉机的专一言,可减少设备和土建投资。
O—SEPA型选粉机的规格性能见表4—3O—SEPA型空气选粉机规格性能。
提高选粉机选粉效率的途径分析Φ3200×13000mm水泥球磨机筛余曲线,得知一仓料端曲线下降不明显,说明该仓的粉碎能力不是很强;二仓出现较长的水平线段,说明该仓钢球级配有问题,为此对研磨体做出相应的调整:(1)增大一仓平均球径,降低二仓平均球径;(2)优化一,二仓填充料。
提高选粉机选粉效率,调整合理的循环负荷,一般为K=218%时,选分效率达到78%左右,选粉机得到最大发挥,此外定期更换选粉机叶片,提高Φ3200×13000mm水泥球磨机产量。
Φ3200×13000mm水泥球磨机是双仓磨,破碎功能部分转到辊压机上,这种情况下,挤压物料更易达到质量指标。
但考试由于产量的增加,辊压机压力减小,辊缝仍是原来设定的范围,致使通过量增大,物料挤压效果差,10mm以上颗粒含量较多,吐槽量增大,出口篦板易堵塞,部分颗粒沉积于二仓内消弱了研磨作用,辊压机主题故障频繁,运转率仅达40%左右,影响水泥球磨机产量。
改进措施:大修辊压机,焊补辊面,将辊缝设定稍微减小。
根据生产试验,发现增大研磨体装载量,并不能达到增产的效果。
摸索发现,最合适的研磨体装载量应将钢球配球控制在额定装载量的95%。
加强水泥球磨机通风和系统密封,减少漏风适当通风,可排出水泥球磨机磨内微粉,减少过粉碎,同时排出水蒸气,减少粘球。
另外,对与球磨机相连提升机、选粉机等生产设备进行密封,改善锁风效果。
降低粉磨温度,加强粉磨系统散热粉磨系统温度高,部分石膏脱水影响水泥质量,增加细粉静电吸附作用,球磨机内糊球加重,使过粉磨现象严重,所以,要注重系统表面散热。
定期清仓,及时补球。
在选矿生产工艺过程中,磨矿和分级是非常关键和重要的一环,磨矿机是一个能耗高、作业效率低、故障多发的设备,对磨矿机的运行状态监测,不但可以提高设备效率和生产率,降低能耗,减少故障,而且可以提高经济效益,保证生产正常进行。
振动筛由于其结构紧凑,分级脱水效率高,与磨矿机配合使用可以大大提高现况效率,然而振动筛是在高频振动下工作,其结构承受着交变力的作用,在长期作用下不可避免地要发生损伤,一方面会改变振动筛的振幅和频率,影响筛分效率,另一方面影响振动筛的寿命,因此,对振动筛的工作状态监测,可以保证设备的高效工作,减少损失,延长寿命。
建材技术O-SEP A高效涡流选粉机的应用和发展王磊明 陈 滔(江西省建筑材料科研设计院 江西 南昌 330001)摘 要:O-SEPA选粉机因其原理先进、分级机理明确,与传统的离心式、旋风式选粉机相比有如下优势:.提高产量 使用O-SEPA水平涡流选粉机可提高粉磨系统产量30%~50%。
;.降低能耗;.提高质量,降低成本;.操作简单,细度调节方便;选粉效率高。
在我国水泥工业中得到广泛应用。
关键词:水泥工业选粉机 O-SEPA水平涡流选粉机1 前言选粉机是闭路粉磨系统的主要设备之一,由磨机、选粉机等设备组成的闭路粉磨系统,比无选粉机的开路粉磨系统提高产量10 20%。
因此,粉磨作业中选用选粉机作为磨机的配套设备是提高产量的主要途径之一。
水泥工业用选粉机于1885年发明,由美国的斯特蒂文特(Sturtovant)公司生产,即离心式选粉机,这就是第一代选粉机。
随着世界工业技术的进步和发展,德国洪堡 维达格公司于1960年研制开发了洪堡 维达格型选粉机,即所谓的旋风式选粉机,属于第二代选粉机。
第一代选粉机由于结构与工作原理的限制,选粉效率不高,粉磨系统的效率与产量提高有限;第二代选粉机因其核心结构并没有脱离第一代选粉机的范畴,工作原理上无根本性的变化,所以性能提高有限。
1990年至2000年,选粉机的研究有了突破性的发展,国外各公司相继开发出了新型高效第三代选粉机,其中日本小野田公司率先推出的O-Sepa型选粉机,因采用新的分级结构与原理,显著提高了选粉机的选粉效率及产量,水泥质量与系统能耗也得到改善。
目前水泥工业中采用的选粉机主要有旋风式、离心式、高效涡流选粉机三种型式。
旋风式选粉机结构紧凑、磨损小、震动小、选粉能力大、效率高。
离心式选粉机重量轻、维修方便。
高效涡流选粉机选粉粒度可调、能耗低、效率高。
我国在上世纪九十年代初从日本小野田公司引进O-Sepa选粉机的生产制造技术,并在国内的水泥企业中得到广泛应用。
O-Sepa高效选粉机使用说明书陕西斯达实业有限公司中国·西安目录一、前言 (2)二、主要技术性能参数 (5)三、结构及工作原理概述 (7)四、工艺选型方法 (7)五、机器安装 (8)六、试运转 (10)七、操作、维护及检修 (10)一、前言粉磨技术采用圈流工艺是保证被粉磨物料粒径均齐、材料潜能充分发挥、节能高效的有效措施。
圈流工艺的关键设备是选粉机。
水泥工业选粉机已由最早的静态选粉机、第一代离心式选粉机、第二代旋风式选粉机、第三代旋转笼式涡轮转子选粉机发展为新一代笼式涡轮转子高效动态选粉机。
O-Sepa选粉机是日本小野田公司研制开发的第三代旋转笼式涡轮转子选粉机。
我公司在该选粉机基础上成功应用国际先进水平的TSV4高效、低阻、节能涡轮转子技术,研究开发出适合我国国情的、达到国际先进水平的新一代改进型O-Sepa系列高效动态选粉机。
(一)应用形式:由我公司开发研制推广的不同应用形式有三种,分别成功应用于水泥、水泥生料、煤粉和其它矿物质方面的分选。
下图是我公司应用于水泥1.转子叶片内侧进风口的横截面积增大,选粉空气的径向速度朝着转子轴的方向减小,选粉区不局限于叶片转子的周边而是延伸入转子叶片间的开口处,大大提高了选粉效率;涡流系统被引入到叶片转子的中心,提高了选粉机分选细粉的能力。
由于通过转子叶片内侧的流体切向速度降低,使流体阻力减小、叶片磨损大大减小。
2.涡流产生的能耗。
由于通过转子叶片内侧的流体切向速度降低,使流体阻力减3.笼形转子上部撒料盘进行了高效抛撒改进。
使料气混合能力大大提高,从而有助于选粉能力提高。
(三)选粉机的分级特性:1.选粉机的实际效率可用分级曲线(Tromp 曲线)来表示。
2.分级曲线的模拟模型(简化座标):—不完善度 I=d75-d25/(2 d50)—分级精度 X=d25/d75—曲线倾角Θ=A tan(-0.5/㏒x)这是直线的倾角,通过对简化坐标中分级曲线的分级区域进行线性处理而展变化:(四)选粉机的重要特性及其他优点:1、该选粉机能满足选择选粉机的全部要求。
如何提高O-sepa选粉机的选粉效率
2010-10-25作者: 杨丹
一、概述
离心式选粉机本身的改进在于改善物料在选粉机内的分布状况,提高在气流中的分散性。
而旋风式选粉机在于减少细粉随回风的循环,降低选粉室内的选粉浓度,尽管中国不少公司在旋风选粉机的基础上推出了转子选粉机、二次风选粉机、改进型T-SEPAX选粉机等,但它对旋风选粉机的根本缺点没有改进。
在生产比表面积330m2/kg以上水泥成品时,选粉效率低,循环负荷过大,产量低、电耗高。
而1979年由日本小野田株式会社研制成功的O-SEPA选粉机,不仅保留了旋风选粉机外部循环的优点,而且应用平面螺旋气流选粉原理,根本改善了选粉条件。
特别是在生产比表面积350m2/kg以上水泥成品时所表面出来的良好性能,在中国新型干法生产线上被广泛应用于生料磨和水泥磨系统中。
二、O-SEPA选粉机的结构及工作原理
O-SEPA选粉机的基本结构如图1所示。
其工作原理是:待选物料由上部的两个喂料管喂入选粉机,通过撒料盘、缓冲板充分分散,落入选粉区。
选粉气流大部分来自磨机,通过切向一次风进口和二次风进口进入,经导向叶片水平进入选粉区。
在选粉机内由垂直叶片和水平叶片组成的笼子,回转时使内外压差在整个选粉区高度上下维持一定,从而使气流稳定均匀,为精确选粉创造了良好的条件。
物料自上而下,为每个颗粒提供了多次重复分选的机会,而且每次分选都是在精确的离心力和水平风力的平衡条件下进行。
细粉从外向内克服了边壁效应的不利影响。
如图2所示。
由于选粉距离较长,最后落入锥体部分的颗粒又经过三次风再次风选,选粉效率大为提高。
三、生产中存在的问题
可能;
3、要有一个强有力、并且明确的分级面,O-SEPA选粉机的笼子表面是分级面,而在第一代和第二代选粉机上是没有的;
4、要有一个性能好的专用产品捕集、回收装置;
5、二次分选装置要有效,能使在分级面上未分选出的产品最大限度地再次分选出来。
任何一种类型的选粉机如果在这五个方面都做好了,那么这种选粉机的性能必定是优良的,而目前中国所使用的选粉机在结构上存在如下问题:
1、物料经顶部两个喂料口进入,经撒料盘旋转后离心分散。
因喂料口仅为环形面上的两个点,且结构存在问题,形成不了均匀的料流料幕,造成物料在气体中分散不充分。
详见图3,理想状态与实际情况下撒料盘撒料示意图:
2、大部分气流由一、二次风管经导流叶片进入环形分级区,直接进入分级笼子。
三次风风量小,造成笼子下方截面风速很低,不能将滑落下的物料中的细粉有效携带进入分级面。
3、三次风管装在下锥体上,数量少,管径细,不能对滑落下来的物料进行有效地二次漂洗。
五、提高选粉效率的措施
通过上述分析,针O-SEPA选粉机在中国使用选粉效率低,日本独资企业盐城大志环保科技有限公司应用日本最新技术,采用多级气流分选装置对O-SEPA选粉机进行技术改造以提高选粉效率。
主要改造措施如下:1、对撒料盘进行改进,达到撒料均匀,物料充分分散到分选
著提高;同时改造前后的回粉在扫描电镜下放大100倍所拍照片(见图4,图5)显示:改造后磨机回粉中细粉含量比改造前大大降低。
磨机在生产相同品种,比表面积按原指标控制情况下,台时产量由原来的85t/h增加到95t/h,电耗由原来的41Kwh/t下降到34Kwh/t。
图1 改造前回粉扫描电镜照片
图2 改造后回粉扫描电镜照片
从表2数据我们可以看出,循环负荷较低,磨机喂料量还可进一步加大,台时产量还有提高的潜力;同时对系统阻力进行了测量,发现收尘器力阻力为-2080Pa,这是因为滤袋使用壹年多,阻力很大,如果换袋,效果会更明显。
经过数月的运行,技术改造后O-sepa选粉机工作性能十分稳定,选粉效率从50%左右提高到了80%左右;对质量控制灵活,操作方便,调到最佳状态后,不需反复操作;台时产量大幅提高,平均达到14%以上;投资省,见效快;仅节电一项,电费按0.50元/kwh,磨机每月可节约电费20多万元,效益十分明显。