金丰冲床弊病维修[经典]
- 格式:doc
- 大小:31.50 KB
- 文档页数:8


冲床相信大家已经非常了解了,今天小编就来给大家讲一讲冲床常见的故障以及解决方法。
1、曲轴轴承发热轴套刮的不好,润滑不良重新刮研铜瓦,检查润滑情况。
2、从轴承里流出的油里有铜屑缺乏润滑油,润滑油不清洁检查润滑情况,拆开轴承进行清洗3、导轨烧灼导轨间隙过小、润滑不良、接触不良重新研刮导轨、调整间隙、注意润滑4、操作时离合器不结合或结合后脱不开回转健用弹簧失去弹性键配合过紧更换弹簧、研刮键的结合间隙5、离合器脱开时滑块不能停在上死点位置制动带拉力不够、制动带过度磨损、制动轮上有油打滑调整制动弹簧张力、更换制动器、用煤油洗净制动带及轮周6、退料板不工作打料碰头位置不对调整碰头位置用手转动飞轮试退7、连杆螺丝发生转动或冲击锁紧装置松动旋转锁紧装置8、连杆螺丝球头在滑块球垫内冲击球头与球垫压盖接触不良,压盖螺丝松动刮研球头、球垫、拧紧压盖螺丝9、按电钮(开)不工作电源断路、热断电器断电检查电路系统消除故障。
扩展资料:冲床的保养与维护的方法:冲床必须要经常保养,才能保持产品的精度。
工作人员必须按规章办事,切不可以偷懒忽略。
因为关系工作人员的安全和产品质量。
以下对冲床进行保养与维护的内容:一、上岗注意事项1、冲床工必须经过学习,掌握设备的结构、性能,熟悉操作规程并取得操作许可方可独立操作。
2、正确使用设备上安全保护和控制装置,不得任意拆动。
3、检查模具压块牢固可靠固定在机台上,上、下模对正,保证位置正确,落料孔不能堵塞,上下模腔内有无裂纹,凹痕或崩坏。
确认电机停转,使用本冲床专用攀车杆试冲,并确保在模具处于良好情况下工作。
4、检查有无漏油、漏气现象。
油箱内油量是否足够。
检查气压是否正常,储气桶是否有排水。
5、检查机床各传动、连接、床摩擦部分等部位润滑情况及防护保险装置是否正常,手揿油泵中应加足润滑油。
6、取下床面上的一切浮放物品。
一定要在离合器脱开的情况下,才可开动电动机。
7、机床在工作前应作空运转2-3分钟,检查脚闸等控制装置的灵活性,确认正常后方可使用,不得带病运转。
冲孔机床的故障诊断与维修方法冲孔机床是一种用于冲压加工的设备,常常在金属加工行业中使用。
然而,由于长时间的使用或操作错误,冲孔机床可能会发生故障。
故障的及时发现和维修对于保证冲孔机床的正常运行和延长设备的使用寿命非常重要。
本文将详细介绍冲孔机床故障的常见类型,并提供相应的故障诊断与维修方法。
一、冲孔机床的故障类型1. 电器故障:冲孔机床的电器系统可能会出现各种故障,例如传感器故障、电路板故障、电机故障等。
这些故障会导致设备停机、无法正常工作或工作效率低下。
2. 机械故障:机械部件的故障是冲孔机床常见的问题。
例如,滑块卡住、导轨损坏、曲柄轴断裂等故障会导致设备无法正常运转。
3. 液压故障:冲孔机床采用液压系统控制工作过程,液压系统的故障将直接影响到设备的正常工作。
液压泵、液压阀、油缸等部件的损坏或泄漏都可能引起设备故障。
二、冲孔机床故障的诊断方法1. 观察法:使用者可以通过仔细观察冲孔机床的工作状态来初步确定故障原因。
例如,如果设备无法启动,可能是电源故障或电路板故障;如果设备工作很慢,可能是液压系统故障或电机问题。
有效的观察和分析是诊断故障的基础。
2. 测试仪器法:使用合适的测试仪器可以帮助诊断冲孔机床故障。
例如,万用表可用于测试电路板和电动机的电压、电流,振动测试仪可以检测设备是否存在机械问题。
使用测试仪器需要专业知识和技能,因此建议由专业维修人员进行操作。
三、冲孔机床故障的维修方法1. 电器故障的维修:对于电器故障,首先需要检查设备的电源是否正常。
如果电源正常,可以通过检查电路板和传感器等部件的连接情况,修复断开的连接或更换损坏的部件。
对于电机故障,可以调整电机的参数或更换电机。
2. 机械故障的维修:机械部件故障需要进行维修和更换。
首先,需要仔细检查设备的导轨、滑块等部件是否有损坏或卡住的情况。
对于卡住的部件,可以使用适当的工具和润滑剂进行清洁和修复。
对于严重损坏的部件,则需要更换新的零件。
冲床常见故障及其处理方法大全
冲床常见故障及其处理方法大全,值得收藏
故障名称故障原因处理方法
曲轴轴承发热1、轴和轴承咬伤1、重磨轴颈或刮轴承
2、检查润滑情况,情节油
路、油槽及刮轴承
制动器松开后滑块不滑下1、导轨压得太紧1、放松导轨,重新调整
2、导轨内缺少润滑脂2、添加润滑脂
3、滑块与导轨咬住3、拆开导轨研磨
推料器不工作推料器在滑块回程时,没
有碰到打杆用手盘动飞轮,调整打杆,检查推料器的作用
连杆和螺杆自动松开压板松动用扳手均匀的拧紧压板的
紧固螺母
球碗部分有声响1、球碗夹紧螺钉松动1、拧紧球形盖板的螺钉,并用手扳动螺杆,以测其
松紧程度
2、保险器损坏2、更换新的保险器
压下按钮或脚踏开关后,离合器不作用1、接合器的拉簧断裂或太松
1、更换拉簧
2、工作键尾部断裂2、更换新的工作键
离合器分离时有剧烈冲击
的现象
制动器太松调节制动器
手掀按钮或脚踏开关后,离合器不作用1、齿条、弯棒下面的复位弹簧未调整好
1、调整压缩弹簧
2、拉杆长度未调整好2、调整好拉杆长度
单次行程操作时如不松开按钮和脚踏开关,离合器则不能自动分离1.拉杆错放在齿条上 1.将拉杆放到弯棒下面的
小轴上
2.脚踏开关或按钮已损坏 2.修理、更换脚踏开关或按
钮
3.弯棒磨损 3.更换弯棒
制动器过分发热制动器过紧调节制动器的弹簧
滑块自由落下制动带过松、制动带磨损更换制动带
按下按钮飞轮不转动三角胶带太紧或太松调节三角胶带的松紧程度润滑剂不能供到润滑点管道阻塞拆开清洗
各润滑点供油不均1、润滑泵故障1、检查油泵
2、配油器调节不当2、调节配油器供油量。
冲床液压系统维修方案1. 引言冲床液压系统在金属加工行业中扮演着重要的角色。
然而,由于长期使用和维护不当等原因,冲床液压系统可能会出现故障和损坏。
本文档旨在提供一套维修方案,以帮助冲床维修人员迅速诊断和解决液压系统问题,确保冲床的正常运行。
2. 液压系统故障排查流程2.1 故障现象描述在进行液压系统维修之前,首先需要准确描述故障现象。
例如,液压系统是否存在压力不稳定、油泵异常声音、液压缸无法正常工作等问题。
对故障现象的准确描述有助于定位问题的根源。
2.2 系统检查对液压系统进行全面的系统检查是排除故障的重要步骤。
检查以下方面:•检查液压油的油位和质量,是否需要更换或补充油。
•检查液压油路的连接是否松动或泄漏。
•检查液压泵是否正常工作,是否有异常噪音。
•检查液压过滤器是否需要更换。
•检查液压阀是否正常工作,是否存在卡滞或磨损。
2.3 故障排查根据故障现象和系统检查的结果,使用以下步骤进行故障排查:1.对液压系统进行分段检查,逐步缩小故障范围。
2.使用仪器设备进行必要的测试,如压力表、流量计等。
3.根据故障代码或报警信息,参考液压系统的技术手册或维修手册进行故障定位。
2.4 故障解决方案一旦确定了故障的根源,就可以制定相应的解决方案。
根据具体情况,可能需要进行以下操作:•更换损坏的液压元件,如泵、阀、油缸等。
•清洗液压系统,清除积累的污垢或杂质。
•调整液压系统的参数,如压力、流量等。
•更换液压油,确保供油质量符合规范。
3. 预防性维护措施为了避免液压系统频繁出现故障,采取预防性维护措施非常重要。
下面列举了一些预防性维护措施的建议:•定期更换液压油,并保持合适的油位。
应根据使用情况和厂商建议的更换周期进行液压油的更换。
•定期检查液压系统的连接,确保没有松动或泄漏。
•检查液压泵和阀的工作状态,以防止损坏和卡滞。
•清洗液压系统,定期清除积累的污垢和杂质。
•进行液压系统的调整和校准,确保压力、流量等参数符合要求。

冲床常见故障及其处理方法大全1.冲床运行故障:-故障现象:冲床无法启动或停机。
可能是电源故障、电路故障、控制系统故障等。
-处理方法:检查电源线、保险丝等是否正常,检查控制系统是否有故障,如有必要,可以请维修人员进行检修。
2.冲床冲模故障:-故障现象:冲模卡滞或滑块不动。
可能是润滑不良、模具损坏等。
-处理方法:检查润滑系统,添加适量的润滑剂;检查模具是否有损坏,如有必要,进行更换。
3.冲床冲压件尺寸偏差过大:-故障现象:冲压件尺寸偏离要求。
可能是模具设计不合理、加工工艺不当等。
-处理方法:重新设计或更换合适的模具;调整加工工艺参数,如冲程、冲床速度等。
4.冲床冲裁不平整:-故障现象:冲裁表面不平整,出现凹凸不平的情况。
可能是受力不均匀、模具磨损等。
-处理方法:改变受力方式,调整冲床参数,使受力均匀;检查模具是否磨损,如有必要,进行修复或更换。
5.冲床噪音过大:-故障现象:冲床运行时噪音过大。
可能是润滑不良、零部件磨损等。
-处理方法:检查润滑系统,添加适量的润滑剂;检查零部件是否需要更换,如有必要,更换磨损的零部件。
6.冲床冲压速度过慢:-故障现象:冲床冲压速度明显减慢。
可能是油压不足、电机故障等。
-处理方法:检查油压系统,确保油压正常;检查电机是否正常工作,如有必要,更换电机。
7.冲床冲床速度不稳定:-故障现象:冲床冲床速度时快时慢。
可能是电路故障、控制系统故障等。
-处理方法:检查电路连接是否正常,检查控制系统是否有故障,如有必要,可以请维修人员进行检修。
8.冲床冲床精度不高:-故障现象:冲压件尺寸偏差较大。
可能是冲模精度不高、冲床压力不稳定等。
-处理方法:重新设计或更换合适的冲模;调整冲床压力参数,使其稳定。
冲床常见故障及排除方法冲床作为一种常见的金属加工设备,常常用于冲压和模具加工,提高了生产效率和产品质量。
然而,在长时间的运行中,由于各种原因,冲床可能会出现一些故障。
下面将介绍冲床常见故障及排除方法。
1.冲床打孔不准故障原因:(1)刀具不良,导致刀具磨损或变形;(2)固定工件不稳定;(3)冲床机床刚性不足。
排除方法:(1)更换刀具;(2)加强工件夹紧;(3)调整冲床机床刚性。
2.冲床卡料故障原因:(1)模具不合理设计,导致堵塞;(2)模具受损;(3)工件尺寸误差大。
排除方法:(1)更换合适的模具;(2)修复或更换受损的模具;(3)重新加工工件。
3.冲床机床噪音大故障原因:(1)冲床机床部件磨损;(2)冲床机床未润滑;(3)冲床机床结构不合理。
排除方法:(1)更换磨损的部件;(2)定期润滑;(3)调整或更换冲床机床结构。
4.冲床机床震动严重故障原因:(1)床身松动;(2)刀具摇摆;(3)冲床机床结构不稳定。
排除方法:(1)紧固床身;(2)调整刀具;(3)调整或更换冲床机床结构。
5.冲床机床漏油故障原因:(1)密封件老化或破损;(2)油管破裂;(3)油泵故障。
排除方法:(1)更换密封件;(2)更换破裂的油管;(3)修理或更换油泵。
6.冲床机床电器故障故障原因:(1)电源故障;(2)电线接触不良;(3)电气元件老化。
排除方法:(1)检查电源;(2)检查电线连接;(3)更换电气元件。
总结起来,冲床常见故障主要包括打孔不准、卡料、机床噪音大、机床震动严重、漏油以及电器故障。
这些故障的原因各不相同,但是一般都可以通过更换部件、调整结构、修理或更换模具以及定期维护保养等方法来解决。
在实际运行中,可以通过定期检查和保养来减少故障的发生,并及时采取相应的措施解决。
冲床的故障和维修方法
冲床常见的故障包括:
1. 冲程不准确:可能是导向件磨损,需要更换;也可能是滑块调整不当,需要重新调整。
2. 油缸漏油:可能是密封圈老化,需要更换;也可能是油管连接松动,需要紧固。
3. 模具损坏:可能是模具使用时间过长,需要重新修复或更换;也可能是模具使用过程中受到外力损坏,需要重新加固或修复。
4. 系统电路故障:可能是电源线松动或短路,需要重新连接或更换;也可能是控制器故障,需要修复或更换。
针对这些故障,可以采取以下维修方法:
1. 定期检查和保养冲床,包括对导向件、油缸密封圈和模具的检查和维护,及时更换损坏的部件。
2. 对冲程不准确的情况,可以调整滑块位置或更换滑块导向件,确保冲程的准确性。
3. 对油缸漏油的情况,可以更换损坏的密封圈,确保油缸保持良好的密封性。
4. 对模具损坏的情况,可以修复或更换模具,确保模具的完好和准确。
5. 对系统电路故障的情况,可以检查电源线的连接情况,及时修复松动或短路的电源线;对控制器故障,可以进行维修或更换。
维修时应注意安全操作,遵循相关安全规范,确保工作人员的人身安全。
同时,根据冲床的具体型号和品牌,还可以参考相关的维修手册或请专业人员进行维修。
机械冲床大修报告1. 引言本报告记录了对机械冲床进行的一次大修。
机械冲床是生产中不可或缺的设备之一,经过长时间的使用,机械冲床出现了一些故障和磨损,需要进行大修以保证其正常运行。
本报告将重点介绍大修的过程、维修内容和注意事项。
2. 大修过程2.1 检查和评估在开始大修之前,我们首先对机械冲床进行了全面检查和评估。
检查的内容包括机械结构、润滑系统、电气系统等方面。
评估的目的是确定哪些部件需要更换或维修,以及确定维修工作的时间和成本。
2.2 拆卸和清洁根据评估结果,我们进行了机械冲床的拆卸工作。
拆卸过程中需要注意安全,防止部件的损坏或人身意外。
拆卸后,我们对每个部件进行了仔细的清洁,以去除油污和其他污垢,并检查是否有裂纹或其他损坏。
2.3 维修和更换部件在清洁完成后,我们开始进行维修和更换部件的工作。
根据评估结果,我们确定了需要维修或更换的部件列表,并采购了相应的配件。
维修工作包括切割、焊接、研磨等操作,而更换部件则需要进行组装和调试。
2.4 测试和调整维修和更换部件完成后,我们进行了机械冲床的测试和调整工作。
测试包括机械冲床的运行、冲击力和稳定性等方面的测试,以确保修复的冲床能够正常运行。
调整工作主要是调整机械冲床的各项参数,以达到最佳的工作效果和安全状态。
2.5 整理和保养最后,我们进行了机械冲床的整理和保养工作。
整理工作包括清理工作区、修复周围设备和工具的损坏等。
保养工作包括对机械冲床的定期润滑、清洁和检查,以延长机械冲床的使用寿命。
3. 维修内容在大修过程中,我们对机械冲床进行了以下维修内容:1.更换磨损的传动皮带和齿轮。
2.检修和校准冲床的传感器和控制系统。
3.清洗冲床的润滑系统,并更换润滑油。
4.检修和调整冲床的冲击机构和冲锤。
5.检查并更换磨损的模具和冲头。
4. 注意事项在进行机械冲床大修时,需要注意以下事项:1.安全第一:在任何时候都要确保安全措施得到有效执行,以防止人身意外。
2.详细记录:对于每一步维修和更换部件的工作,都要详细记录,以便后续复查和参考。
1、緊急停止2、超負荷異常將面板箱電源開關ON。
超負荷油泵動作是否正常。
超負荷電磁閥是否有AC 110 V電壓。
﹙S5、10要有AC 110 V﹚。
檢視超負荷泵空氣輸入源頭壓力。
﹙約4 ~ 4.5 ㎏/c㎡﹚。
檢視超負荷閥油管是否漏油。
超負荷檢知開關動作是否正常。
噸位監視器動作是否正常。
3、超過最大啟動時間4、譯碼器A、B相異常滑塊至上始點時,X34是否亮。
滑塊至30°時,X34是否滅。
滑塊至150°時,X35是否亮。
滑塊至330°時,X35是否滅。
檢查Resolver之線路是否斷線、脫落。
5、安全連鎖近接開關損壞滑塊至150°時,X35是否亮。
滑塊至330°時,X35是否滅。
檢視機械凸輪固定位置是否鬆動。
檢視安全連鎖近接開關與機械凸輪之前的間隙,是否過大﹙約2㎜的間隙﹚。
6、二度落近接開關損壞滑塊至上始點時,X34是否亮。
滑塊至30°時,X34是否滅。
檢視機械凸輪固定位置是否鬆動。
檢視二度落近接開關與機械凸輪之間的間隙是否過大﹙約2㎜的間隙﹚。
7、離合器電譯接點異常閉合離合器R1、R2未動作時,X41亮;離合器R1、R2動作時,X41滅。
更換RY板上R1、R2電譯﹙消耗品﹚。
更換40P排線。
更換RY板。
8、系統參數錯誤檢視各系統參數是否出現英文字母或超出360°。
系統參數是否無法更改或無法記憶。
更換PLC。
9、CAM參數錯誤將檢視各系統參數是否出現英文字母或超出360°。
系統參數是否無法更改或無法記憶。
更換PLC。
10、定期保養到達方法一:將PLC的鑰匙開關由RUN切至SET,多段開關切至OFF(關)。
輸入密碼524131。
利用上下鍵選取哩程保養選項。
將哩程保養設定值加大。
方法二:在面板箱按FUN/CLR鍵至里程保養畫頁輸入復歸密碼:910628即可復歸里程保養的「現在值」。
冲床机器故障解决方法冲床机器作为一种常见的金属加工设备,在工业生产中起着重要的作用。
然而,由于长期使用或其他因素,冲床机器可能会出现各种故障。
解决这些故障不仅能够保证机器正常工作,还能延长机器的使用寿命,提高生产效率。
下面将介绍几种常见的冲床机器故障及其解决方法。
1.机械故障机械故障是指冲床机器在操作过程中出现的由于机械原因导致的故障。
例如,机床主轴丝杆卡滞、传动机构断裂等。
解决机械故障的方法主要包括以下几个步骤:(1)初步检查:首先检查机器的传动部件、紧固件等是否松动或破损。
如发现问题,应及时进行修理或更换。
(2)清洁和润滑:清洁机器的各个部件,使用适当的润滑剂进行润滑,确保机器的正常运转。
(3)调整参数:根据机床的使用要求,调整机械部分的参数,例如紧固螺栓力度、传动链条的松紧度等。
2.电气故障电气故障是指冲床机器在使用过程中由于电路或电器元件故障导致的问题。
常见的电气故障包括电机无法启动、电机运转不正常等。
解决电气故障的方法包括以下几个方面:(1)检查电源:首先检查机器的电源是否正常,是否有电压波动等问题。
如有问题,应及时修理电源。
(2)检查电机:检查电机是否工作正常,电机的各个接线是否松动或断开。
如出现问题,应进行电机的修理或更换。
(3)检查电路:检查机器的电路连接是否正常,是否有线路断开或接触不良等问题。
如有问题,应及时修理电路。
3.液压故障液压故障是指冲床机器在使用液压系统时出现的问题。
例如,液压缸运动不顺畅、液压泵无法启动等。
解决液压故障的方法包括以下几个步骤:(1)检查液压油:检查液压系统中的液压油是否充足,液压油的质量是否合格。
如有问题,应及时更换液压油。
(2)检查液压泵:检查液压泵是否工作正常,泵的各个连接是否松动或漏油。
如有问题,应进行液压泵的修理或更换。
(3)检查液压缸:检查液压缸是否运动正常,缸体是否存在磨损或堵塞等问题。
如有问题,应进行液压缸的修理或更换。
4.其他故障除了上述几种常见的故障之外,冲床机器还可能出现其他故障,例如冲床模具磨损、冲床机器运动不稳定等。
冲床操作保养与维修(共5篇)第一篇:冲床操作保养与维修冲床操作保养与维修1.1规范公司普通冲床维修保养程序,确保生产正常进行。
2.适应范围2.1 适用与公司JH21系列开始固定台压力机(以下简称普冲)的维修保养。
3.职责3.1 国家注册电工/技工/操作工负责设备的维修保养,操作工负责此设备日常保养式检查,电工/技术负责月/季度/年度维修保养,其当值操作工协助、监督整个维修保养过程。
3.2 生产部负责经文件的制定和修改;3.3 此设备的操作工或其班组长负责维修保养后设备的验收;3.4 生产办公室负责维修保养记录存档,保存期一年。
3.5 所有保养过程中产出的垃圾及废物按废弃物处理程序处理。
4.必要工具及安全事项:4.1 必要工具:螺丝刀、白布、手套、扳手、警告标牌、兆欧表。
4.2 安全事项:4.2.1 进行调节、维护、检查等作业,不运转压力机时必须操作如下:4.2.1.1 按压“紧急停止”按钮;4.2.2.2 按操纵盒上的电机停止按钮,使电机停止运行;4.2..2.3 将电源选择开关置于断位,然后抽出钥匙,并交由现场维修保养负责人保管;4.2.2.4 打开电气箱门,将电源总开关置于断位;4.2.2.5 将外部断路器上锁;4.2.2.6 关闭压力机空气管路的截止阀,然后将压力机的残余空气排干净;4.2.2.7 在操纵盒上挂上写有“警告:正在检查,严禁操作!”的警告标牌。
5.工作程序及步骤:5.1 日检查、保养:5.1.1 启动前:5.1.1.1 检查润滑系统的油泵,并打开油泵向各润滑点供油5.1.1.2 检查各个油位计中的油面是否达到其中央割线位置;5.1.1.3 检查各个压力标的指示值是否在给定的范围内;5.1.1.4 检查过载保护装置,通气后,气动泵应开始工作,5分钟内应达到额定压力,气动泵停止工作;5.1.1.5 检查电源指示灯;5.1.1.6 检查紧急停止按钮:按下按钮能自锁,沿箭头方向转90°时能复位;5.1.1.7 检查离合器、制动器电磁阀是否失灵。
冲床失灵的整改措施冲床作为一种常见的金属加工设备,常常在工业生产中发挥重要作用。
然而,由于各种原因,冲床有时会出现失灵的情况。
为了保证生产的正常进行和工人的安全,我们必须采取及时有效的整改措施。
首先,要对冲床进行全面的检查和维护。
冲床是一种复杂的机械设备,由于长时间的使用,其各部件很容易出现磨损和松动。
因此,我们应定期对冲床进行维修和保养,包括清洁各部件、润滑机械传动装置、调整紧固螺栓等。
通过有效的维护,可以减少机械故障的发生,提高设备的工作效率和使用寿命。
其次,要加强操作员的培训和技能提升。
冲床的操作需要经验丰富的技术人员进行,但有时候操作员由于疏忽或技术不过关,会导致冲床失灵。
因此,我们应组织培训班,对冲床操作员进行培训,提高他们的技能水平和安全意识。
培训内容可以包括机械设备的基本原理和结构、操作技巧、安全注意事项等方面。
通过培训,可以使操作员全面了解冲床的使用方法,减少人为失误造成的事故和设备损坏。
再次,要加强冲床的安全防护措施。
冲床是一种高速运转的机械设备,其工作过程中存在很大的危险。
为了避免工人因操作不慎而造成的伤害,我们必须加强冲床的安全防护。
首先,应该在冲床周围设置牢固的护栏和警示标志,防止工人无意识地接近冲床。
其次,要对冲床工作区域进行良好的照明,确保操作者能够清楚地看到工作情况。
另外,操作员在操作冲床时,应佩戴个人防护装备,如手套、护目镜等,以防止意外伤害的发生。
最后,要定期检测冲床设备的性能和安全性。
冲床的失灵往往是由于设备本身存在隐患或故障导致的。
因此,我们需要定期对冲床设备进行全面而系统的检测。
可以借助专业的设备检测仪器,对冲床的参数、传动系统、动力装置等进行检测和评估。
通过检测,可以及时发现和解决设备存在的问题,防止意外的发生。
总之,冲床失灵是一种常见的问题,在工业生产中可能会给我们带来巨大的损失和风险。
为了解决这个问题,我们必须采取及时有效的整改措施。
通过对冲床设备的维护和保养、操作员的培训和安全防护、设备性能的定期检测等措施,可以减少冲床失灵的发生,确保生产的正常进行和工人的安全。
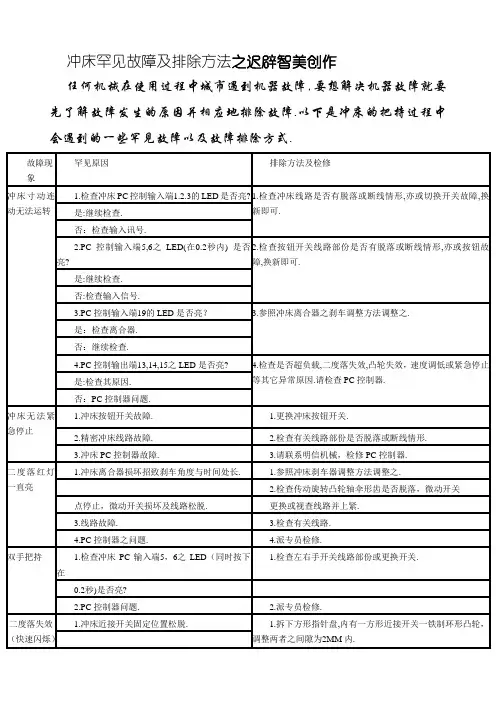
冲床维修常见故障及处理一、冲床无法正常运行的故障及处理方法1. 冲床电源故障:排查电源插头是否接触良好,检查电源线是否损坏,确保电源正常供电。
2. 冲床控制系统故障:检查控制系统的电源和主板是否正常工作,重启或更换控制系统。
3. 冲床传动系统故障:检查传动系统的皮带、链条、齿轮等零部件是否磨损或断裂,及时更换。
4. 冲床行程不准确:检查限位开关是否松动或损坏,调整或更换限位开关以确保行程准确。
5. 冲床冷却系统故障:检查冷却系统的冷却液是否充足,清洗冷却器以保持散热效果。
6. 冲床润滑系统故障:检查润滑系统的油位和油质,及时更换润滑油或清洗润滑管道。
二、冲床加工质量不合格的故障及处理方法1. 冲床模具磨损:检查模具的磨损程度,及时修复或更换磨损的模具。
2. 冲床模具调整不当:检查模具调整是否合理,调整模具间隙和压力以保证加工质量。
3. 冲床材料选择错误:检查材料的硬度和厚度是否符合要求,选择合适的材料进行加工。
4. 冲床冲头损坏:检查冲头是否磨损或变形,及时更换或修复冲头。
5. 冲床加工参数设置错误:检查加工参数是否正确,调整冲床的冲击力和冲次以获得合格的加工质量。
三、冲床安全问题及处理方法1. 冲床保护装置故障:检查保护装置的工作状态,修复或更换故障的保护装置。
2. 冲床操作不当:操作人员应接受专业培训,严格按照操作规程操作冲床,避免安全事故的发生。
3. 冲床电气线路故障:检查电气线路的接线是否松动,修复或更换故障的电气线路。
4. 冲床机械部件松动:检查冲床的机械部件是否松动,紧固松动部件以确保安全运行。
5. 冲床防护罩损坏:检查冲床的防护罩是否完好,修复或更换防护罩以防止意外事故。
冲床维修常见故障主要包括无法正常运行、加工质量不合格和安全问题。
对于这些故障,我们需要逐一排查并采取相应的处理方法。
只有保持冲床的正常运行和加工质量,同时确保冲床操作的安全性,才能提高生产效率并保障工人的安全。
金丰冲床弊病维修[经典]金丰冲床故障维修急停无法复原01. 下死点检知故障.检查检知是否接触不良。
否,更换新品。
02. 送料检知故障.检查检知是否接触不良。
否,更换新品。
03. 超负荷电磁阀开关卡住.拆卸检查部有无异物。
有,将异物清除。
04. 急停按钮线路松动.检查线路接点是否松动。
是,将接点锁紧。
05. 机热电译OFF导致主马达不启动.检查积热电驿设定值是否为马达额定电流值。
是,将复归钮压下。
06. 超负荷有漏(气)压力过低.拆卸检查部衬料是否损坏。
是,更换衬料。
07. 机械式预调计数器损坏,接触不良,跳脱.检查接点是否接触不良。
是,将接点锁紧。
08. 油量检知浮动开关损坏.开关损坏,更换新品。
09. 黄油油品不符,导致润滑异常.检查电动黄油机吐出压力是否正常。
否,更换金丰指定用油品。
10. 变频器跳脱异常.变频器外表温度是否正常。
温度过高,检查散热风扇有无作动。
否,更换散热风扇。
异常发生时,检查异常表示灯号,再查看简易手册,逐一排除。
11. 气压switch因振动跳脱.检查气压是否正确。
否,空气源补压不足。
12. 电池没电.检查PLC灯号显示是否没电。
是,更换电池。
13. 卡模解脱压力检知开关异常.检查压力开关是否正常。
否,更换压力开关。
14. 空气压力开关固定SCREW 松脱.将之锁紧。
滑块异常01. 锯牙押盖松开 .拆卸清洁部,再将螺丝锁紧。
02. 平衡器压力异常.检查压力表,压力是否调整过高。
是,参照压力曲线表调整适当值。
03. 超负荷电磁阀线路断路.检查电磁阀回路,是否有断线情形。
是,将断线连接。
04. 零件松脱导致撞击、拉杆&汽缸盖.零件损坏须更新。
05. 固定捎松脱.将之锁紧。
漏油01. 连杆护盖侧油管松脱.将油管锁紧。
02. 齿轮油箱油过满.将多余的油排除,致油面中位止。
03. 超负荷汽缸衬料损坏.拆卸更换衬料。
04. 油封老化.损坏.拆卸更换油封。
05. 超负荷压力检知开关漏油.压力开关更新。
06. 离合器排风管喷油.检查给油器是否给油过量。
07. 滑块导路喷油.检查循环油量是否过多。
是,调整适当油量。
否,检查挡油板确实锁紧。
漏气01. 平衡器(衬料、调压阀).检查平衡器气缸上方及下方是否有漏风情形。
是,更换平衡器衬料。
02. 管路(风管松开破裂、快连接头).检查管接头是否有老化损坏。
是,更换接头。
03. 模垫.检查气囊是否破裂漏风。
04. OVER LOAD.拆卸检查部衬料是否损坏。
是,更新衬料。
05. 滤清器漏气.检查油杯是否破裂。
06. 电磁阀(部垫片).检查是否有异物卡住。
滑块调整异常01. 马达运转停止故障.检查滑块调整积热电驿是否有跳脱。
是,将积热电驿复归。
02. 调整杆过紧.检查平衡器压力是否过高。
是,将压力调整适当。
03. 模高指示器电线断路.检查滑块调整是否只能上升或只能下降。
是,上限或下限其中电线断线,将断线连接。
04. 马达接线松脱/短路.接线不良可能造成马达烧毁及接触器熔接。
05. 切换开关损坏.如接触不良,将螺丝锁紧即可。
损坏须更新。
06. 电磁阀接头断线.将接头重新接线即可。
07. 刹车马达Lining破裂.更换刹车马达来令片。
08. 操作台按钮线路断掉.将按钮线路重新接线即可。
09. 蜗轮、杆磨损严重.须拆卸更换新品。
10. 滑块固锁汽缸链卡住.拆卸检查有无异物。
有,将异物清除。
11. 平衡器压力过高.参照压力曲线图,试调整压力找出平衡点。
12. 上下限检知异常.检查上下限设定值是否正确。
是,可能上下限开关损坏或线路断线。
润滑异常01. 油品不符.参照冲床左侧铭牌油品规格,再行购买更换。
02. 铜管阻塞.以压力较大之气动加油泵浦,加以施压疏通。
03. 马达不动、电源供应损坏.将小马达与泵浦分开,通电试马达有无运转。
有,检查泵浦有无异物干涉,将清理即可。
04. 管路、油杯(有空气).将油杯黄油全部排出,重新注油即可。
05. 黄油机不干净/空气过多. 油杯空气过多,检讨注油方式是否正确。
06. 容器部押盖油封变形. 拆下压盖重新组入即可,或油封更新。
07. 油机凸轮连接轴卡住.拆卸检查连接轴有无异物干涉,将清理即可。
08. 马达积电译跳脱. 检查积热电驿设定值是否为马达额定电流值。
是,将复归钮压下。
09. 漏油、油泥阻塞.检查管路接头有无锁紧。
10. 马达黄油机故障.更换黄油机马达。
11. FUSE烧掉.更换保险丝即可。
12. 润滑分配变阀异状检查是否分支管路阻塞。
否,分配阀更新。
超负荷异常01. 气压太高导致作动不停(PUMP).检查气压表压力是否正常,或调压阀异常。
02. 泵浦损坏.泵浦更换新品。
03. 部不清洁,导致作动不停(PUMP).拆卸清洁后即可。
04. 气压太低,导致急停.检查气压表压力是否正常,或调压阀异常。
05. 油品不符.参照冲床左侧铭牌油品规格,再行购买更换。
06. 超负荷电磁阀损坏. 电磁阀更换新品。
07. 油箱漏油.检查油箱有无破裂,或螺丝没锁紧。
08. 衬料损耗.拆卸检查衬料是否有老化损坏情形。
须更新。
离刹异常01. 刹车板磨擦,异音.查空气润滑有无适时注油,使活塞作动顺畅。
02. 皮带松动,异音.调整皮带松紧度,或更新皮带。
03. 动作过快过热,异味.如不能降低生产速度,可寻求有效散热方式。
04. 间隙太大,磨耗.调整间隙,或更换离刹来令片。
05. 模耗导致定点停止滑动,无法停止.检查离刹间隙是否过大。
是,更换来令片。
06. 回路异常导致停机.查看指示灯判断异常讯息,逐一排除。
二度落01. 齿盘移位.检查固定销是否松动,齿盘调回原点锁紧。
02. 近接开关有异.检查接线是否正常。
是,更换近接开关。
03. 凸轮轴角度异常.检查定位销是否移位。
是,调回原点位置。
04. 线路接触不良.检查接线是否正常,或螺丝有无锁紧。
05. 来令片、衬料磨耗.检查刹车来令片间隙是否过大。
(1.5mm~2mm) 密冲床日常运行中故障在所难免,特别是一些小故障,作为冲床操作人员我们要适当学习一下这类简易故障的排除方法,保证冲压生产的正常运行。
冲床简易故障的排除方法:(2)常见简易故障一:精密冲床运行后,一切依照说明书顺序操作时,冲床指示灯仍不亮时,遇到此类故障时,首先依照电路操作所指示,检查冲床电路各部功能是否正常。
如果冲床电路没问题,主要存在以下几种故障原因:A(冲床超负荷油泵损坏(检查超负荷指示灯是否正常亮起)。
B(冲床气压压力不够(检查压力开关是否存在故障)。
C(平衡气缸压力是否足够(压力开关是否故障(EN-D)才有)。
D(操作台电线是否松脱。
E(保险丝是否断。
F(电动黄油泵是否有油(附电动黄油泵者)。
G(误送检知开关是否正常(可先关掉误送开关检查)。
(3)常见简易故障二:当冲床指示灯正常亮起,寸动可以操作而安全一行程不能运行、连续可以,遇到此类故障时,检查冲床凸轮箱微动开关是否正常,电线是否脱落,定点角度是否正常,遇到此类故障请参照冲床操作说明书调整。
(4)常见简易故障三:冲床运行后,指示灯不停闪烁,这类故障的主要故障原因有三种:A(检查冲床凸轮微动开关接点是否正常,RS1.RS2.RS5.RS7电线是否脱落。
B(冲床角度表近接开关是否坏,感应螺栓是否断掉。
C(检查冲床上顶点停止时,感应螺栓的角度。
上顶点停止时,感应螺栓角度应在11点位置。
(5)常见简易故障四:滑块模高器不能调整时:(这类故障检修时,请先确定是电路问题或是机械本身的问题)A(先用万用表检查冲床电路(参照使用说明书中的电路图)。
B(检查滑块模高器控制电线是否断落(滑块后方处)。
C(将超负荷油泵强制过负荷让球碗无压力。
D(检查冲床电磁开关接点是否损坏。
E(检查积热电驿是否跳离(按复归钮恢复)。
(6)简易故障五:冲床超负荷泵浦的故障检修:A(在检修前务必了解油泵的构造,仔细研究油泵结构图。
B(超负荷油泵超负荷后不能复位的解决方法:B-1(先关闭冲床电源,然后送上气压,查看油泵是否会运转(把泵浦上泄压螺栓放松即可听到油泵动作声音)。
如果无声音则表示冲床油泵自身已卡死不能运转,此时需再检查活塞是否进水生锈卡死,拆开消音器清洗部,加油使其润滑。
B-2(如何会运转但泄压螺栓锁紧仍不停运转时,则需检查:B-2-1(检查油面镜是否有足够的油。
B-2-2(检查泄压螺栓是否有止泄小钢珠缺少或变形。