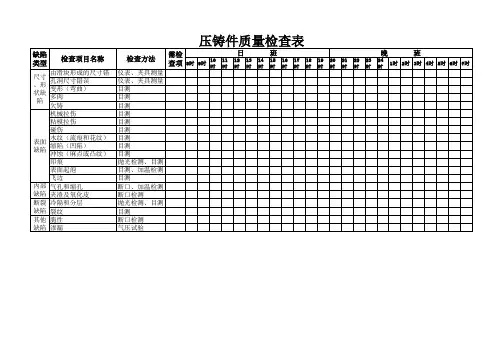
压铸点检表
- 格式:xls
- 大小:9.44 MB
- 文档页数:1
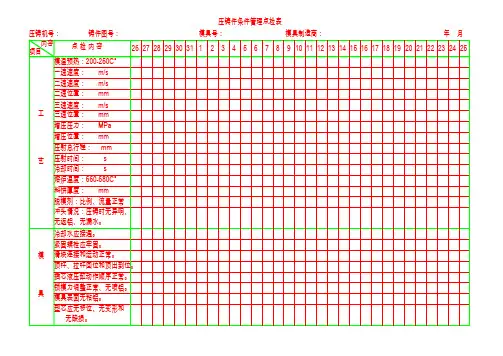
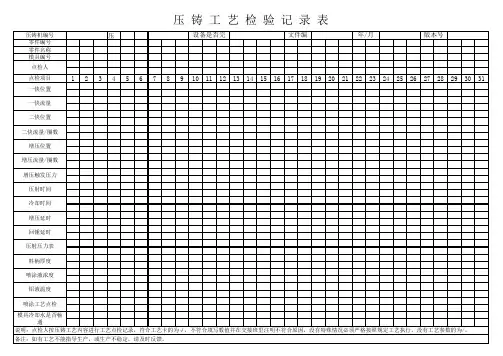
压铸机号:铸件图号:模具号:模具制造商:项目内容模温预热:200-250C°年 月压铸件条件管理点检表一速速度: m/s二速速度: m/s二速位置: mm三速速度: m/s 三速位置: mm增压压力: MPa增压位置: mm压射时间: s冷却时间: s熔炉温度:660-680C°压射总行程: mm料饼厚度: mm脱模剂:比例、流量正常冲头情况:压铸时无异响、无返铝、无漏水。
工艺模具冷却水应接通。
紧固螺栓应牢固。
滑块连接和运动正常。
顶杆、拉杆回位和顶出到位。
插芯液压缸动作顺序正常。
锁模力调整正常、无喷铝。
模具表面无粘铝。
型芯应无移位、无变形和无缺损。
26272829303112345678910111213141516171819202122232425点 检 内 容年 月冷却水应接通。
顶杆、拉杆回位和顶出到位。
模具表面无粘铝。
1516171819202122232425压铸机号:铸件图号:模具号:模具制造商:项目内容模温预热:200-250C°压铸件条件管理点检表一速速度: m/s二速速度: m/s二速位置: mm三速速度: m/s 三速位置: mm增压压力: MPa增压位置: mm压射时间: s冷却时间: s熔炉温度:660-680C°压射总行程: mm料饼厚度: mm脱模剂:比例、流量正常冲头情况:压铸时无异响、无返铝、无漏水。
工艺模具紧固螺栓应牢固。
滑块连接和运动正常。
插芯液压缸动作顺序正常。
锁模力调整正常、无喷铝。
型芯应无移位、无变形和无缺损。
2627282930311234567891011121314点 检 内 容工艺审核批准共 张 第 张签名标记设计更改文件号处数分区标准化年月日阶段标记重量比例xxx1xxx2xxx3xxx4xxx7xxx8压铸机号:铸件图号:模具号:模具制造商:项目内容模温预热:200-250C°年 月压铸件条件管理点检表一速速度: m/s二速速度: m/s二速位置: mm三速速度: m/s 三速位置: mm增压压力: MPa增压位置: mm压射时间: s冷却时间: s熔炉温度:660-680C°压射总行程: mm料饼厚度: mm脱模剂:比例、流量正常冲头情况:压铸时无异响、无返铝、无漏水。

年 月
12345678910111213141516171819202122232425262728293031
123456
7哥林标清洁8910
5.未上班时画“/”
审核:
MG-FM-024/A
项次
点检项目
备注
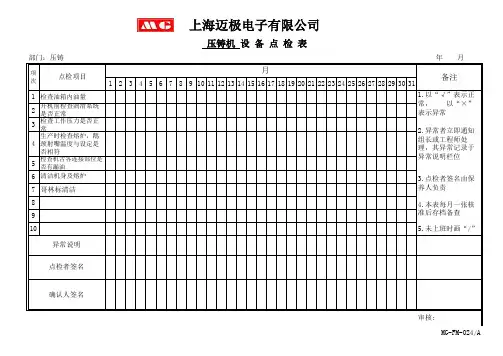
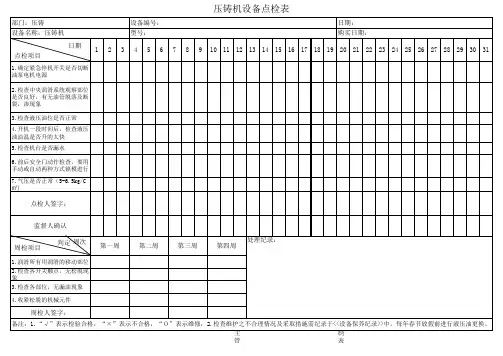
1.以“√”表示正常, 以“×”表示异常
2.异常者立即通知组长或工程师处理,其异常记录于异常说明栏位
3.点检者签名由保养人负责
4.本表每月一张核准后存档备查检查机舌各连接部位是否有漏油
点检者签名
检查油箱内油量开机前检查润滑系统是否正常
检查工作压力是否正常
生产时检查熔炉,鹅颈射嘴温度与设定是否相符
确认人签名
上海迈极电子有限公司
压铸机 设 备 点 检 表
部门:压铸
月
清洁机身及熔炉
异常说明。


上海明冠实业有限公司
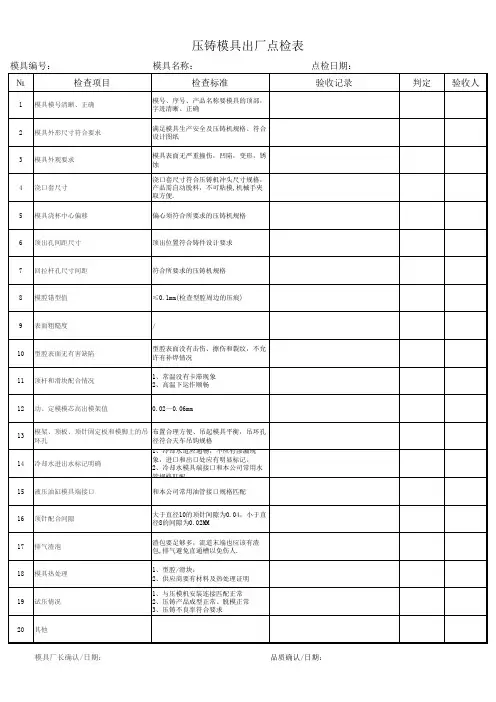
确 认点检方法
判定基准12345678910111213141516171819202122232425262728293031锌块是否溶化锌渣是否清理掉2
安全门(正反面)手动操作门开时不能合模3
压射头目视是否漏锌1.无异常音2.无异常振动3.无焦臭味5加料斗冷却
水回水管
目视 3.有无漏水6进水手阀方向
手阀方向:目视管理标记7润滑油位置
目视下限以上8
温度箱目视是否在设定的范围内9
急停开关手急停后是否停止工作10
起动开关手起动以后,机器是否正常工作11吊葫芦
目视不可超重≤1.5T 要修理(×)已提出修理申请(○)修理完了(△)未使用时(\)月度 点检(月初 实绩)
月 日异 常 内 容点检方法判定基准1冷却水管路
目视 .触觉过滤器清扫,水路畅通2模具吊环目视检查是否有裂痕
手保存期限一年目视鼻所属领导最终确认耳
记入者点检项目
记事
确认印4
电机油泵油马达耳鼻点检者(每日早班班前点检)
备注:月度点检由车间主管负责( 处)记入方法:良好(√)结果实施日
1
干锅目视陈雪红点检项目MG/SC-009 -A/1 T 压铸机 设备日常点检表
年 月设备型号编号作 成
胡树林5811
13
7
42109。