ER筒夹规格
- 格式:xls
- 大小:9.50 KB
- 文档页数:1


er弹簧夹头标准
ER弹簧夹头的标准主要包括以下几个方面:
1.尺寸标准:ER弹簧夹头的尺寸应符合相关国家标准或行业标准的规定。
常见的ER弹簧夹头如ER8-ER50,年使用量3.5亿套(国内)。
2.精度标准:ER弹簧夹头的精度要求应满足使用要求,以确保量规的测量准确性和可靠性。
3.表面粗糙度标准:ER弹簧夹头的表面粗糙度应满足一定的要求,以确保量规的耐磨性和使用寿命。
4.材料标准:ER弹簧夹头的材料应符合相关国家标准或行业标准的规定,具有足够的强度、耐磨性、耐腐蚀性等性能。
5.试验方法标准:ER弹簧夹头的试验方法应符合相关国家标准或行业标准的规定,具有可操作性和可重复性。
6.检验规则标准:ER弹簧夹头的检验规则应符合相关国家标准或行业标准的规定,具有可操作性和可重复性。
7.标志、包装、运输和贮存标准:ER弹簧夹头的标志、包装、运输和贮存应符合相关国家标准或行业标准的规定,以确保量规的质量稳定性和可靠性。
总的来说,ER弹簧夹头需要符合一系列的标准和规范,以保证其质量和可靠性。

弹性筒夹
弹性筒夹又称高精度弹性夹头、精密筒夹,常用在精密仪器和设备上进行实验、钻铣。
弹性筒夹使用比较普遍,一般精度要求0.01MM 以下的工件,都需要用到。
夹持范围一般从0.5—34MM不等,其配套部件为:压帽、连接刀杆刀柄和扳手
弹性筒夹一般分为ER型和C型(强力直柄夹头),市场上多为ER型夹头,因其性能稳定、精度高、装卸简单、价格便宜因此使用较多。
其特性是径向跳动仅为C型筒夹的一半,大大提高产品在加工过程中的精度要求,从而减少报废率。
ER型筒夹分为公制和英制两种,可按照各自尺寸要求选择不同制式的筒夹。
ER夹头按其规格(公制)大致分为以下八大块:
ER50
6.0-10.0
505246.060.012.68.5 5.5
1.0
>10.0-34.0 2.0筒夹径向跳动所测量的距离值:
弹性筒夹一般型号
ER50筒夹加上ER50压帽和扳手:
三大普通型号及高速性螺母:
ER弹性筒夹材质分类较多,其中以65mn(弹簧钢)性能最为突出,是广大企业首选型号(AA级标准,可选英制:如1/8英寸,1/2英寸等常见单位)
配套装备—机床延长杆MT型锥柄连接杆
BT系列刀柄上的弹性筒夹
BT50型刀柄配合ER50弹性筒夹
带锥度的延长杆直柄延长杆带弹性筒夹
英制的弹性筒夹
弹性筒夹所配套的各种压帽C型强力夹头:。

er筒夹生产过程一、er筒夹的定义和用途ER筒夹是一种常用的电子元器件,用于固定和连接ER筒和其他电气设备。
ER筒是电机中的一个重要部件,其作用是固定定子线圈,保证电机的正常运转。
ER筒夹通过夹紧ER筒,确保其稳固可靠地连接在电机上,从而提高电机的使用寿命和效率。
二、er筒夹的材料和制作工艺ER筒夹通常由金属材料制成,如不锈钢或碳钢等。
制作工艺主要包括以下几个步骤:1. 材料准备:选择合适的金属材料,并根据设计要求切割成适当的尺寸和形状,通常为薄片状。
2. 冲压成型:使用冲床将金属材料冲压成筒状,以适应ER筒的外形和尺寸要求。
冲压过程需要根据设计图纸进行精确的定位和操作,以确保制作出符合要求的ER筒夹。
3. 弯曲加工:对冲压成型的金属筒进行弯曲加工,以便于夹紧ER 筒并与其他部件连接。
弯曲加工需要根据设计要求进行精确的角度和曲线控制,以确保ER筒夹的使用效果和性能。
4. 表面处理:对制作好的ER筒夹进行表面处理,以增强其耐腐蚀性和外观美观度。
常见的表面处理方法包括电镀、热处理等,可以根据具体需求选择合适的处理方式。
三、er筒夹的装配和质量控制ER筒夹的装配通常是在电机制造过程中进行的,具体步骤如下:1. 准备工作:将制作好的ER筒夹与其他电机零部件一起准备好,确保每个夹具的数量和规格都符合要求。
2. 定位安装:根据设计要求,将ER筒夹正确地安装在电机上,确保夹具能够紧密地夹紧ER筒,并与其他部件连接。
3. 检查质量:在装配过程中,对夹具进行质量检查,确保每个夹具没有明显的缺陷和损坏,以保证电机的正常运行。
4. 质量控制:在生产过程中,需要进行质量控制,确保每个夹具的尺寸、形状和性能都符合设计要求。
常见的质量控制方法包括尺寸测量、外观检查和性能测试等。
四、er筒夹的应用领域和发展趋势ER筒夹广泛应用于各种电机设备中,如电动机、发电机、风力发电机组等。
随着电机技术的不断发展和应用的拓展,对ER筒夹的需求也在不断增加。
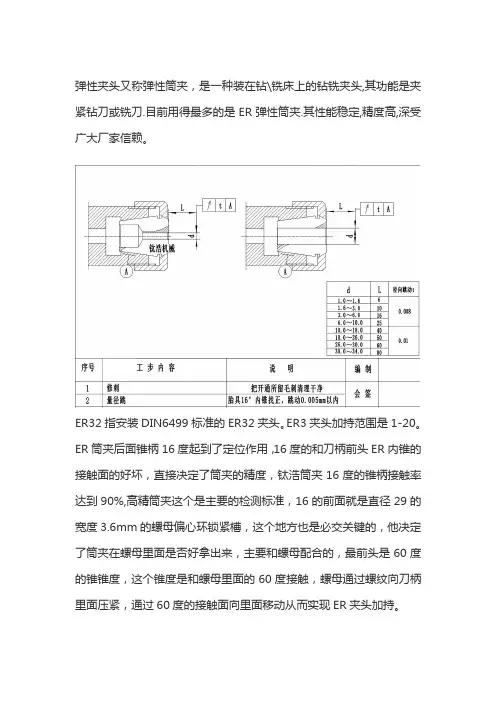
弹性夹头又称弹性筒夹,是一种装在钻\铣床上的钻铣夹头,其功能是夹紧钻刀或铣刀.目前用得最多的是ER弹性筒夹.其性能稳定,精度高,深受广大厂家信赖。
ER32指安装DIN6499标准的ER32夹头。
ER3夹头加持范围是1-20。
ER筒夹后面锥柄16度起到了定位作用,16度的和刀柄前头ER内锥的接触面的好坏,直接决定了筒夹的精度,钛浩筒夹16度的锥柄接触率达到90%,高精筒夹这个是主要的检测标准,16的前面就是直径29的宽度3.6mm的螺母偏心环锁紧槽,这个地方也是必交关键的,他决定了筒夹在螺母里面是否好拿出来,主要和螺母配合的,最前头是60度的锥锥度,这个锥度是和螺母里面的60度接触,螺母通过螺纹向刀柄里面压紧,通过60度的接触面向里面移动从而实现ER夹头加持。
用来装在钻、攻、铣床或加工中心主轴上的一种用来禁锢钻攻刀具或者是铣刀具的筒形夹具,也称ER筒夹。
也可以用来固定加固需要改造加工零件的一种固定锁紧装置。
ER弹簧夹头,夹紧力大,夹持范围广,精度好。
广泛用于镗、铣、钻、攻丝、磨雕刻等加工。
ER夹头,是弹簧夹头的一种,一般用于数控刀柄配套使用。
弹性夹头近两年使用率提高迅速,比两年前增长近百倍。
随着小型加工业不断兴起,加工的质量、精度无疑是目前最大的竞争对象,而此类筒夹的出现,在某种程度上成为了中小型企业生存的关键所在。
ER筒夹在其常规使用中,运用最多的是ER11-ER32.占此类筒夹的9/10。