典型齿轮零件加工工艺分析共4页
- 格式:doc
- 大小:15.00 KB
- 文档页数:4
齿轮类零件加工工艺分析及夹具设计学校:襄阳职业技术学院系院:汽车工程学院班级:机械设计与制造1002姓名:曾凯指导老师:黄贞贞目录摘要 (4)第一章齿轮类零件加工工艺规程编制概述 (5)1.1工艺编制的总体步骤 (5)第二章对齿轮类零件的加工工艺编制及分析 (6)2.1分析齿轮类零件的技术要求 (6)2.2明确毛坯尺寸 (8)2.3拟定工艺路线 (8)2.4设计工序内容 (10)2.5填写工艺文件 (10)第三章对齿轮类零件加工工艺进行合理性分析 (11)第四章夹具设计的要求 (11)4.1 了解夹具设计的总体要求 (11)第五章夹具设计的特点 (12)5.1确定夹具的类型 (12)5.2钻模的主要类型 (12)第六章工件夹紧计算及选择 (13)6.1工件的夹紧 (13)6.2 夹紧力的选择 (13)6.3夹紧力的计算及精度分析 (14)第七章夹具的结构分析及设计 (16)7.1夹具的夹紧和定位 (16)7.2夹具的导向 (17)第八章夹具的总体分析 (17)第九章致谢 (18)摘要齿轮类零件是典型零件之一,它在机械主要用于传动,齿轮类零件主要有齿轮.齿轮轴,涡轮涡杆,在机械领域运用很广泛。
按传动形式分圆柱类齿轮、锥齿轮、齿条等。
按齿形状分:齿轮、齿、字齿等。
按制作方法分:铸造齿轮、烧结齿轮、轧制齿轮等。
我以齿轮加工工艺编制分析齿轮的加工要求,在生产实际中阐述齿轮的工艺过程,及工艺的合理性。
夹具在机械加工中有举足轻重的作用,好的夹具才是保障零件加工的方法。
我从夹具的分析、设计、计算、使用方面概述夹具的用途。
按专业化程度可分为通用夹具、专用夹具、可调夹具、组合夹具、成组夹具、标准夹具、随行夹具、组合机床夹具等。
我这次设计的是盖板式钻夹具。
这是一种专用夹具,专为一工件的一道工序而设计的夹具。
关键词:齿轮、夹具、工艺、设计1.1工艺编制的总体步骤1.分析零件的结构和技术要求(1)分析图样资料①加工工艺表面的尺寸精度和形状精度②各加工表面之间以及加工表面和不加工表面之间的位置精度③加工表面的粗糙度及表面的其他要求④热处理及其他要求(2)零件的结构工艺分析。
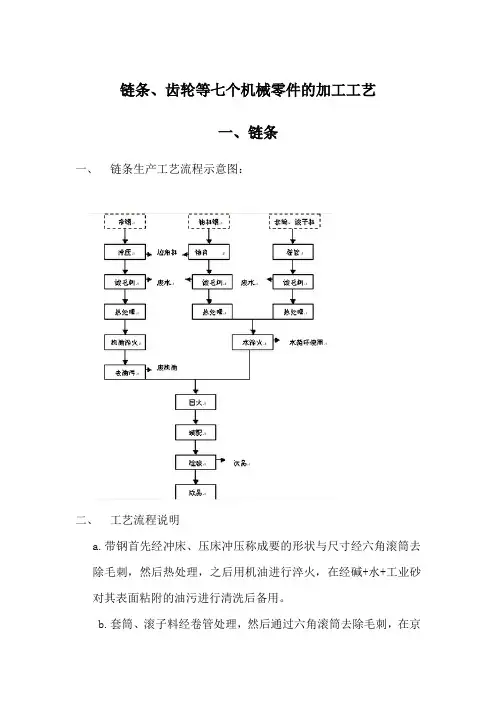
链条、齿轮等七个机械零件的加工工艺一、链条一、链条生产工艺流程示意图:二、工艺流程说明a.带钢首先经冲床、压床冲压称成要的形状与尺寸经六角滚筒去除毛刺,然后热处理,之后用机油进行淬火,在经碱+水+工业砂对其表面粘附的油污进行清洗后备用。
b.套筒、滚子料经卷管处理,然后通过六角滚筒去除毛刺,在京哈热处理之后用水淬火,然后对其表面的油污进行去除。
c.轴料钢首先经轴销机处理制成需要的形状与尺寸,然后通过六角滚筒去除毛刺,再经热处理后用水淬火,然后对其表面的油污进行去除。
d.最后将个零件进行回火,最后装配成型。
经检验合格后即为成品。
三、工艺1、热处理:在热处理设备中,在高温下采用各种辅助介质,改善零件的组织结构,提高各种物品性能。
2、渗碳:将零件置在热处理设备中加热至一定温度并保温一定时间,再通入含碳介质,将碳渗入零件表面,以提高链条硬度和耐磨性能。
3、淬火:零件在热处理设备中加热到一定温度后,保温一定时间,然后按照要求在不同的介质中冷却,从而提高零件硬度。
4、回火:经过淬火后的零件在热处理设备中以一定的温度进行加热,并保温一定时间后冷却。
零件经过回火可以降低淬火硬度,消除淬火应力,提高韧性。
5、发黑:采用高分子有机聚合原理,利用热处理工艺过程中回火余热成膜发黑。
发黑后工件带有光泽,耐腐蚀,防锈性能强;降低劳动强度,改善生产环境。
6、发蓝:把零件加热至一定的温度后,经过化学水溶液冷却,皂化,使零件表面颜色呈现蓝色。
经过发蓝处理的链条外观美观,还有防锈的作用。
不足之处就是这些化学水溶液对环境造成很大的污染。
7、磷化:将零件浸置在一定温度的磷化液内,使零件表面形成磷化层,可使零件表面颜色呈现黑色或灰色,提高链条美观的同时达到防腐的目的。
这些磷化液可循环利用,对环境污染较轻。
8、镀镍:采用电镀或化学镀镍的方法,在零件表面形成镀镍层,镀镍层既可以美观链条,又可以防腐。
镀镍链条一般用在露天场合。
9、镀锌:采用电镀或化学镀锌的方法,在零件表面形成镀锌层,镀锌层既可以美观链条,又可以防腐。
齿轮类零件加工工艺分析及夹具设计目录摘要 (4)第一章齿轮类零件加工工艺规程编制概述 (5)1.1工艺编制的总体步骤 (5)第二章对齿轮类零件的加工工艺编制及分析 (6)2.1分析齿轮类零件的技术要求 (6)2.2明确毛坯尺寸 (8)2.3拟定工艺路线 (8)2.4设计工序内容 (10)2.5填写工艺文件 (10)第三章对齿轮类零件加工工艺进行合理性分析 (11)第四章夹具设计的要求 (11)4.1 了解夹具设计的总体要求 (11)第五章夹具设计的特点 (12)5.1确定夹具的类型 (12)5.2钻模的主要类型 (12)第六章工件夹紧计算及选择 (13)6.1工件的夹紧 (13)6.2 夹紧力的选择 (13)6.3夹紧力的计算及精度分析 (14)第七章夹具的结构分析及设计 (16)7.1夹具的夹紧和定位 (16)7.2夹具的导向 (17)第八章夹具的总体分析 (17)第九章致谢 (18)摘要齿轮类零件是典型零件之一,它在机械主要用于传动,齿轮类零件主要有齿轮.齿轮轴,涡轮涡杆,在机械领域运用很广泛。
按传动形式分圆柱类齿轮、锥齿轮、齿条等。
按齿形状分:齿轮、齿、字齿等。
按制作方法分:铸造齿轮、烧结齿轮、轧制齿轮等。
我以齿轮加工工艺编制分析齿轮的加工要求,在生产实际中阐述齿轮的工艺过程,及工艺的合理性。
夹具在机械加工中有举足轻重的作用,好的夹具才是保障零件加工的方法。
我从夹具的分析、设计、计算、使用方面概述夹具的用途。
按专业化程度可分为通用夹具、专用夹具、可调夹具、组合夹具、成组夹具、标准夹具、随行夹具、组合机床夹具等。
我这次设计的是盖板式钻夹具。
这是一种专用夹具,专为一工件的一道工序而设计的夹具。
关键词:齿轮、夹具、工艺、设计1.1工艺编制的总体步骤1.分析零件的结构和技术要求(1)分析图样资料①加工工艺表面的尺寸精度和形状精度②各加工表面之间以及加工表面和不加工表面之间的位置精度③加工表面的粗糙度及表面的其他要求④热处理及其他要求(2)零件的结构工艺分析。
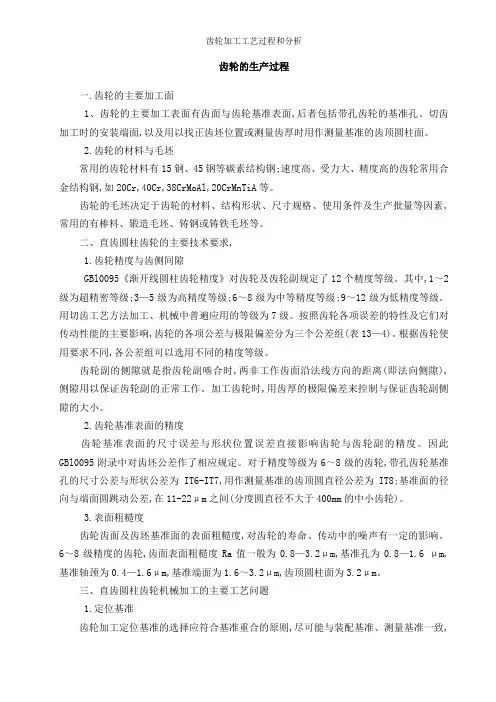
齿轮的生产过程一.齿轮的主要加工面1.齿轮的主要加工表面有齿面和齿轮基准表面,后者包括带孔齿轮的基准孔、切齿加工时的安装端面,以及用以找正齿坯位置或测量齿厚时用作测量基准的齿顶圆柱面。
2.齿轮的材料和毛坯常用的齿轮材料有15钢、45钢等碳素结构钢;速度高、受力大、精度高的齿轮常用合金结构钢,如20Cr,40Cr,38CrMoAl,20CrMnTiA等。
齿轮的毛坯决定于齿轮的材料、结构形状、尺寸规格、使用条件及生产批量等因素,常用的有棒料、锻造毛坯、铸钢或铸铁毛坯等。
二、直齿圆柱齿轮的主要技术要求,1.齿轮精度和齿侧间隙GBl0095《渐开线圆柱齿轮精度》对齿轮及齿轮副规定了12个精度等级。
其中,1~2级为超精密等级;3—5级为高精度等级;6~8级为中等精度等级;9~12级为低精度等级。
用切齿工艺方法加工、机械中普遍应用的等级为7级。
按照齿轮各项误差的特性及它们对传动性能的主要影响,齿轮的各项公差和极限偏差分为三个公差组(表13—4)。
根据齿轮使用要求不同,各公差组可以选用不同的精度等级。
齿轮副的侧隙是指齿轮副啮合时,两非工作齿面沿法线方向的距离(即法向侧隙),侧隙用以保证齿轮副的正常工作。
加工齿轮时,用齿厚的极限偏差来控制和保证齿轮副侧隙的大小。
2.齿轮基准表面的精度齿轮基准表面的尺寸误差和形状位置误差直接影响齿轮与齿轮副的精度。
因此GBl0095附录中对齿坯公差作了相应规定。
对于精度等级为6~8级的齿轮,带孔齿轮基准孔的尺寸公差和形状公差为IT6-IT7,用作测量基准的齿顶圆直径公差为IT8;基准面的径向和端面圆跳动公差,在11-22μm之间(分度圆直径不大于400mm的中小齿轮)。
3.表面粗糙度齿轮齿面及齿坯基准面的表面粗糙度,对齿轮的寿命、传动中的噪声有一定的影响。
6~8级精度的齿轮,齿面表面粗糙度Ra值一般为0.8—3.2μm,基准孔为0.8—1.6μm,基准轴颈为0.4—1.6μm,基准端面为1.6~3.2μm,齿顶圆柱面为3.2μm。
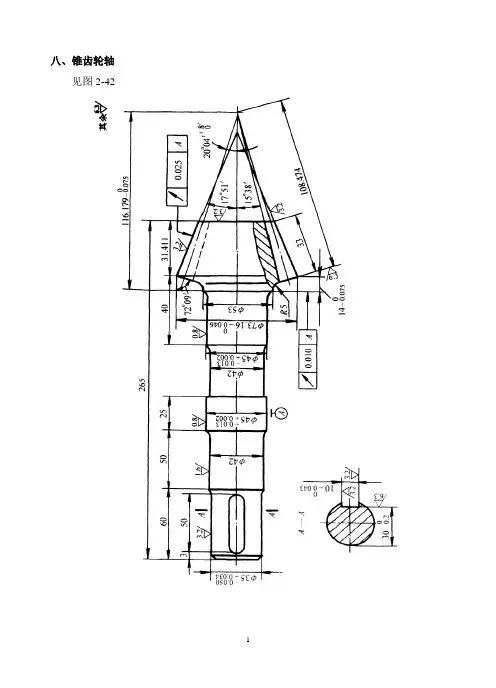
八、锥齿轮轴
见图2-42
技术要求
1、渗碳淬火硬度58~63HRC ; 3、未注明倒角为2×45°
渗碳深度0.7~1.1mm 。
4、未注明圆角为R2 m=3.5 α=20° 2、两轴端中心孔为A5/10.6 5、材料20CrMnTi. Z=19 精度等级8GK
1、零件图样分析
1)齿轮轮齿外表面对轴心线的圆跳动公差为0.025mm 。
2)φ45013
.0002.0++mm 右端面对轴心线的圆跳动公差为0.010mm 。
3)渗碳淬火硬度58~63HRC ;渗碳深度过0.7~1.1mm 。
4)齿轮精度等级8GK 。
5)材料20CrMnTi 。
2、锥齿轮轴机械加工工艺过程卡(表2-33)
表2-33 锥齿轮轴机械加工工艺过程卡
3、工艺分析
1)该齿轮精度较低,所以工序安排在刨齿渗碳淬火后,不再进行磨齿,如果齿轮精度要求高于7级,应增加磨齿工序,因在渗碳淬火后,有产生齿部变形的可能。
2)末标注轴径各处R2,在磨削时加工。
φ45013
.0002.0++mm 轴径右端面,
靠磨后 (工厂俗称 “一刀下”)可保证有端面圆跳动公差。
3)齿轮轮齿外表面对轴心线的圆跳动;φ45013.0002.0++mm 右端面对轴心线的圆跳动的
检查,可采用两中心孔定位装夹在偏摆仪上进行检测。
4)锥齿轮的锥角可用游标万能角度尺或专用样板进行检查。
汇报人:日期:contents •齿轮加工工艺概述•滚齿加工工艺•插齿加工工艺•剃齿加工工艺•磨齿加工工艺•齿轮加工工艺选择及经济效益分析目录齿轮加工工艺概述齿轮的模数和齿数模数是齿轮的一个重要参数,它表示齿轮的尺寸大小,而齿数是表示齿轮齿形的参数。
齿轮的材料和热处理齿轮的材料和热处理会影响其硬度和耐久性,从而影响其性能和使用寿命。
齿轮的基本构造齿轮由齿廓、齿厚、齿根等组成,根据不同的应用需求,齿轮的形状和尺寸会有所不同。
齿轮的基本知识通过采用先进的齿轮加工工艺,可以大幅度提高生产效率,降低生产成本。
提高生产效率采用合理的齿轮加工工艺,可以确保齿轮的精度和性能,提高产品的质量。
提高产品质量采用先进的齿轮加工工艺,可以开发出新的齿轮产品,满足市场需求。
促进新产品开发齿轮加工工艺的意义和重要性滚齿加工是一种常用的齿轮加工方法,它通过滚齿刀具与工件的啮合运动,按预定切削条件切削齿形,可高效地加工各种形式的直齿和斜齿圆柱齿轮。
滚齿加工插齿加工是一种切削金属的齿轮加工方法,它利用插齿刀与工件的啮合运动,按预定切削条件切削齿形,适用于加工直齿、斜齿和人字齿等。
插齿加工剃齿加工是一种用于精加工已经粗加工的圆柱直齿轮的方法,它可以纠正轮齿的轴向位置误差,提高齿轮精度和齿侧间隙精度。
剃齿加工齿轮加工工艺的分类及特点滚齿加工工艺滚齿加工是一种使用滚齿机通过旋转刀具和工件之间的相对运动来制造齿轮的工艺。
在加工过程中,刀具的形状决定了齿轮的形状。
滚齿加工是一种高效、高精度的齿轮加工方法,适用于大规模生产。
其优点包括加工效率高、成本低、适用范围广等。
滚齿加工原理及特点滚齿加工特点滚齿加工原理滚齿机类型及适用范围滚齿机主要分为垂直式滚齿机和水平式滚齿机。
垂直式滚齿机的主轴垂直放置,适用于加工直齿和斜齿;水平式滚齿机的主轴水平放置,适用于加工圆柱齿轮。
适用范围滚齿机适用于各种类型的齿轮加工,包括直齿、斜齿、圆柱齿轮等。
同时,滚齿机也适用于各种材料和尺寸的齿轮加工。
齿轮的生产过程一.齿轮的主要加工面1、齿轮的主要加工表面有齿面与齿轮基准表面,后者包括带孔齿轮的基准孔、切齿加工时的安装端面,以及用以找正齿坯位置或测量齿厚时用作测量基准的齿顶圆柱面。
2.齿轮的材料与毛坯常用的齿轮材料有15钢、45钢等碳素结构钢;速度高、受力大、精度高的齿轮常用合金结构钢,如20Cr,40Cr,38CrMoAl,20CrMnTiA等。
齿轮的毛坯决定于齿轮的材料、结构形状、尺寸规格、使用条件及生产批量等因素,常用的有棒料、锻造毛坯、铸钢或铸铁毛坯等。
二、直齿圆柱齿轮的主要技术要求,1.齿轮精度与齿侧间隙GBl0095《渐开线圆柱齿轮精度》对齿轮及齿轮副规定了12个精度等级。
其中,1~2级为超精密等级;3—5级为高精度等级;6~8级为中等精度等级;9~12级为低精度等级。
用切齿工艺方法加工、机械中普遍应用的等级为7级。
按照齿轮各项误差的特性及它们对传动性能的主要影响,齿轮的各项公差与极限偏差分为三个公差组(表13—4)。
根据齿轮使用要求不同,各公差组可以选用不同的精度等级。
齿轮副的侧隙就是指齿轮副啮合时,两非工作齿面沿法线方向的距离(即法向侧隙),侧隙用以保证齿轮副的正常工作。
加工齿轮时,用齿厚的极限偏差来控制与保证齿轮副侧隙的大小。
2.齿轮基准表面的精度齿轮基准表面的尺寸误差与形状位置误差直接影响齿轮与齿轮副的精度。
因此GBl0095附录中对齿坯公差作了相应规定。
对于精度等级为6~8级的齿轮,带孔齿轮基准孔的尺寸公差与形状公差为IT6-IT7,用作测量基准的齿顶圆直径公差为IT8;基准面的径向与端面圆跳动公差,在11-22μm之间(分度圆直径不大于400mm的中小齿轮)。
3.表面粗糙度齿轮齿面及齿坯基准面的表面粗糙度,对齿轮的寿命、传动中的噪声有一定的影响。
6~8级精度的齿轮,齿面表面粗糙度Ra值一般为0.8—3.2μm,基准孔为0.8—1.6 μm,基准轴颈为0.4—1.6μm,基准端面为1.6~3.2μm,齿顶圆柱面为3.2μm。
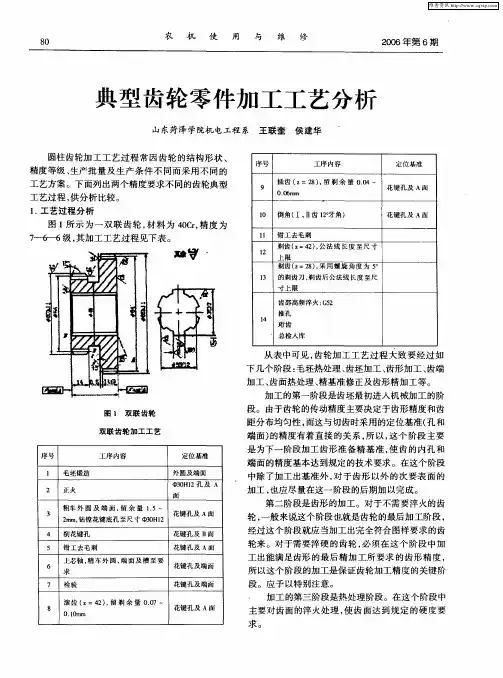
典型齿轮零件加工工艺分析圆柱齿轮加工工艺过程常因齿轮的结构形状、精度等级、生产批量及生产条件不同而采用不同的工艺方案。
下面列出两个精度要求不同的齿轮典型工艺过程供分析比较。
一、普通精度齿轮加工工艺分析(一)工艺过程分析图示为一双联齿轮,材料为40Cr,精度为7-6-6级,其加工工艺过程见表1。
从表中可见,齿轮加工工艺过程大致要经过如下几个阶段:毛坯热处理、齿坯加工、齿形加工、齿端加工、齿面热处理、精基准修正及齿形精加工等。
双联齿轮加工工艺过程加工的第一阶段是齿坯最初进入机械加工的阶段。
由于齿轮的传动精度主要决定于齿形精度和齿距分布均匀性,而这与切齿时采用的定位基准(孔和端面)的精度有着直接的关系,所以,这个阶段主要是为下一阶段加工齿形准备精基准,使齿的内孔和端面的精度基本达到规定的技术要求。
在这个阶段中除了加工出基准外,对于齿形以外的次要表面的加工,也应尽量在这一阶段的后期加以完成。
第二阶段是齿形的加工。
对于不需要淬火的齿轮,一般来说这个阶段也就是齿轮的最后加工阶段,经过这个阶段就应当加工出完全符合图样要求的齿轮来。
对于需要淬硬的齿轮,必须在这个阶段中加工出能满足齿形的最后精加工所要求的齿形精度,所以这个阶段的加工是保证齿轮加工精度的关键阶段。
应予以特别注意。
加工的第三阶段是热处理阶段。
在这个阶段中主要对齿面的淬火处理,使齿面达到规定的硬度要求。
加工的最后阶段是齿形的精加工阶段。
这个阶段的目的,在于修正齿轮经过淬火后所引起的齿形变形,进一步提高齿形精度和降低表面粗糙度,使之达到最终的精度要求。
在这个阶段中首先应对定位基准面(孔和端面)进行修整,因淬火以后齿轮的内孔和端面均会产生变形,如果在淬火后直接采用这样的孔和端面作为基准进行齿形精加工,是很难达到齿轮精度的要求的。
以修整过的基准面定位进行齿形精加工,可以使定位准确可靠,余量分布也比较均匀,以便达到精加工的目的。
(二)定位基准的确定定位基准的精度对齿形加工精度有直接的影响。
典型齿轮零件加工工艺分析圆柱齿轮加工工艺过程常因齿轮的结构形状、精度等级、生产批量及生产条件不同而采用不同的工艺方案。
下面列出两个精度要求不同的齿轮典型工艺过程供分析比较。
一、普通精度齿轮加工工艺分析(一)工艺过程分析图示为一双联齿轮,材料为40Cr,精度为7—6 —6级,其加工工艺过程见表1。
从表中可见,齿轮加工工艺过程大致要经过如下几个阶段:毛坯热处理、齿坯加工、齿形加工、齿端加工、齿面热处理、精基准修正及齿形精加工等。
取联齿轮序号工序内窖定位墓准1 t.仆园矗漏面IF掘仰竣扎曲甫柜年卄匱及端直,百衆星鮎崔花擁辰孑」至4花悽孔及D直E愤花籬孔e 鼬工去毛期花観孔最端面7上芯紬,精丰外厨.端面袞權至裏求左键孔3U而■..i"花僕札总&血c溝齿= :翟剃菲潼1U JO粧齿(z = 26):隹剃余星C* J沁诞初花保孔农山直-11 12 13删角(臥:Ifil2r牙和址工去毛剜剃齿(z = 42):公注堞长度亦.寸上限剃|齿(7 = ^)•采申轉朮箱廣対彳前豹曲二1・剃齿后公扶咗卡復至尺寸上限齿部髙频泮火:G毗推孑」总检人库加工的第一阶段是齿坯最初进入机械加工的阶段。
由于齿轮的传动精度主要决定于齿形精度和齿距分布均匀性,而这与切齿时采用的定位基准(孔和端面)的精度有着直接的关系,所以,这个阶段主要是为下一阶段加工齿形准备精基准,使齿的内孔和端面的精度基本达到规定的技术要求。
在这个阶段中除了加工出基准外,对于齿形以外的次要表面的加工,也应尽量在这一阶段的后期加以完成。
第二阶段是齿形的加工。
对于不需要淬火的齿轮,一般来说这个阶段也就是齿轮的最后加工阶段,经过这个阶段就应当加工出完全符合图样要求的齿轮来。
对于需要淬硬的齿轮,必须在这个阶段中加工出能满足齿形的最后精加工所要求的齿形精度,所以这个阶段的加工是保证齿轮加工精度的关键阶段。
应予以特别注意。
加工的第三阶段是热处理阶段。
在这个阶段中主要对齿面的淬火处理, 使齿面达到规定的硬度要求。
典型齿轮零件加工工艺分析
圆柱齿轮加工工艺过程常因齿轮的结构形状、精度等级、生产批量及生产条件不同而采用不同的工艺方案。
下面列出两个精度要求不同的齿轮典型工艺过程供分析比较。
一、普通精度齿轮加工工艺分析
(一)工艺过程分析
图示为一双联齿轮,材料为40Cr,精度为7-6-6级,其加工工艺过程见表1。
从表中可见,齿轮加工工艺过程大致要经过如下几个阶段:毛坯热处理、齿坯加工、齿形加工、齿端加工、齿面热处理、精基准修正及齿形精加工等。
双联齿轮加工工艺过程
加工的第一阶段是齿坯最初进入机械加工的阶段。
由于齿轮的传动精度主要决定于齿形精度和齿距分布均匀性,而这与切齿时采用的定位基准(孔和端面)的精度有着直接的关系,所以,这个阶段主要是为下一阶段加工齿形准备精基准,使齿的内孔和端面的精度基本达到规定的技术要求。
在这个阶段中除了加工出基准外,对于齿形以外的次要表面的加工,也应尽量在这一阶段的后期加以完成。
第二阶段是齿形的加工。
对于不需要淬火的齿轮,一般来说这个阶段也就是齿轮的最后加工阶段,经过这个阶段就应当加工出完全符合图样要求的齿轮来。
对于需要淬硬的齿轮,必须在这个阶段中加工出能满足齿形的最后精加工所要求的齿形精度,所以这个阶段的加工是保证齿轮加工精度的
关键阶段。
应予以特别注意。
加工的第三阶段是热处理阶段。
在这个阶段中主要对齿面的淬火处理,使齿面达到规定的硬度要求。
加工的最后阶段是齿形的精加工阶段。
这个阶段的目的,在于修正齿轮经过淬火后所引起的齿形变形,进一步提高齿形精度和降低表面粗糙度,使之达到最终的精度要求。
在这个阶段中首先应对定位基准面(孔和端面)进行修整,因淬火以后齿轮的内孔和端面均会产生变形,如果在淬火后直接采用这样的孔和端面作为基准进行齿形精加工,是很难达到齿轮精度的要求的。
以修整过的基准面定位进行齿形精加工,可以使定位准确可靠,余量分布也比较均匀,以便达到精加工的目的。
(二)定位基准的确定
定位基准的精度对齿形加工精度有直接的影响。
轴类齿轮的齿形加工一般选择顶尖孔定位,某些大模数的轴类齿轮多选择齿轮轴颈和一端面定位。
盘套类齿轮的齿形加工常采用两种定位基准。
1)内孔和端面定位选择既是设计基准又是测量和装配基准的内孔作为定位基准,既符合“基准重合”原则,又能使齿形加工等工序基准统一,只要严格控制内孔精度,在专用芯轴上定位时不需要找正。
故生产率高,广泛用于成批生产中。
2)外圆和端面定位齿坯内孔在通用芯轴上安装,用找正外圆来决定孔中心位置,故要求齿坯外圆对内孔的径向跳动要小。
因找正效率低,一般用于单件小批生产。
(三)齿端加工
如图所示,齿轮的齿端加工有倒圆、倒尖、倒棱,和去毛刺等。
倒圆、倒尖后的齿轮,沿轴向滑动时容易进入啮合。
倒棱可去除齿端的锐边,这些锐边经渗碳淬火后很脆,在齿轮传动中易崩裂。
用铣刀进行齿端倒圆,如图9-19所示。
倒圆时,铣刀在高速旋转的同时沿圆弧作往复摆动(每加工一齿往复摆动一次)。
加工完一个齿后工件沿径向退出,分度后再送进加工下一个齿端。
齿端加工必须安排在齿轮淬火之前,通常多在滚(插)齿之后。
(四)精基准修正
齿轮淬火后基准孔产生变形,为保证齿形精加工质量,对基准孔必须给予修正。
对外径定心的花键孔齿轮,通常用花键推刀修正。
推孔时要防止歪斜,有的工厂采用加长推刀前引导来防止歪斜,已取得较好效果。
对圆柱孔齿轮的修正,可采用推孔或磨孔,推孔生产率高,常用于未淬硬齿轮;磨孔精度高,但生产率低,对于整体淬火后内孔变形大硬度高的齿轮,或内孔较大、厚度较薄的齿轮,则以磨孔为宜。
磨孔时一般以齿轮分度圆定心,如图9-20所示,这样可使磨孔后的齿圈径向跳动较小,对以后磨齿或珩齿有利。
为提高生产率,有的工厂以金刚镗代替磨孔也取得了较好的效果。
二、高精度齿轮加工工艺特点
(一)高精度齿轮加工工艺路线
图9-21所示为一高精度齿轮,材料为40Cr,精度为6-5-5级,其工艺路线见表9-7。
(二)高精度齿轮加工工艺特点
(1)定位基准的精度要求较高由图9-21可见,作为定位基准的内孔其尺寸精度标注为φ85H5,基准端面的粗糙度较细,为Ra1.6μm,它对基准孔的跳动为0.014mm,这几项均比一般精度的齿轮要求为高,因此,在齿坯加工中,除了要注意控制端面与内孔的垂直度外,尚需留一定的余量进行精加工。
精加工孔和端面采用磨削,先以齿轮分度圆和端面作为定位基准磨孔,再以孔为定位基准磨端面,控制端面跳动要求,以确保齿形精加工用的精基准的精确度。
高精度齿轮加工工艺过程
(2)齿形精度要求高图上标注6-5-5级。
为满足齿形精度要求,其加工方案应选择磨齿方案,即滚(插)齿-齿端加工-高频淬火-修正基准-磨齿。
磨齿精度可达4级,但生产率低。
本例齿面热处理采用高频淬火,变形较小,故留磨余量可缩小到0.1 mm左右,以提高磨齿效率。
希望以上资料对你有所帮助,附励志名言3条:
1、要接受自己行动所带来的责任而非自己成就所带来的荣耀。
2、每个人都必须发展两种重要的能力适应改变与动荡的能力以及为长期目标延缓享乐的能力。
3、将一付好牌打好没有什么了不起能将一付坏牌打好的人才值得钦佩。