三七粉生产工艺规程
- 格式:doc
- 大小:211.50 KB
- 文档页数:6
目录2、生产工艺流程4、质量监控:见“SCGL545801 三七粉生产关键工序质量监控要点”。
5、原辅料、半成品、成品质量标准5.1 三七原料质量标准:见“ZLJS100101 原药材质量标准”。
5.2 三七粉中间产品质量标准:见“ZLJS400101 饮片中间产品质量标准”。
5.3 三七粉成品质量标准:见“ZLJS500101 饮片成品质量标准”。
6、包材质量标准和文字说明6.1 包材质量标准:见“ZLJS300101~ZLJS300601包装材料质量标准”6.2 包装说明文字:品名:三七粉规格:产地:重量:产品批号:生产日期:贮藏:置干燥处生产企业:7、生产区的工艺卫生要求7.1 生产区卫生要求:执行“CSGL001401 一般生产区环境卫生管理规程”,“SCGL005801 洁净区环境卫生管理规程”;7.2 生产区清洁工作要求:执行“CSSOP000301 一般生产区厂房清洁规程”,“SCGL006001 洁净区厂房清洁消毒管理规程”;7.3 生产区人员卫生要求:执行“SCGL000101 一般生产区个人卫生规程”,“SCGL000201 洁净区个人卫生管理规程”;7.4 生产区工作服管理要求:执行“SCGL005701 一般生产区工作服管理规程”,“SCGL006601 洁净区工作服管理规程”。
9、技术经济指标核算9.2包装材料物料平衡使用量+残损量+剩余量塑料袋物料平衡= ×100%(99.0-101.0%) 本批领用量使用数+残损数+剩余数标签物料平衡= ×100%(99.0-101.0%) 本批领用数9.3 包装材料消耗定额(按投料100kg计算)10、技术安全及劳动保护10.1 员工转岗或新工上岗前均要进行安全操作培训,熟悉本岗位的操作要点、质控要点及注意事项。
10.2 严格按工艺规程和岗位标准操作程序操作,切忌擅改工艺和岗位操作方法,工作应严肃认真。
10.3 电机设备严禁用水直接冲洗,清洁时亦不可用湿布擦拭。
2范围:本标准适用三七粉生产工艺执行。
3职责:车间主管、工艺监督员、岗位操作工、质量监督员。
4 内容:4.1 引用标准和文件《中华人民共和国药典》(2010年版) 《药品生产质量管理规范》(2010年版) 《三七粉质量标准》(企业标准) 4.2 产品基本信息取三七饮片,干燥,粉碎成细粉,混匀,分装,即得。
4.4 批量:每料300kg ,每批1料,合计2400kg 药材。
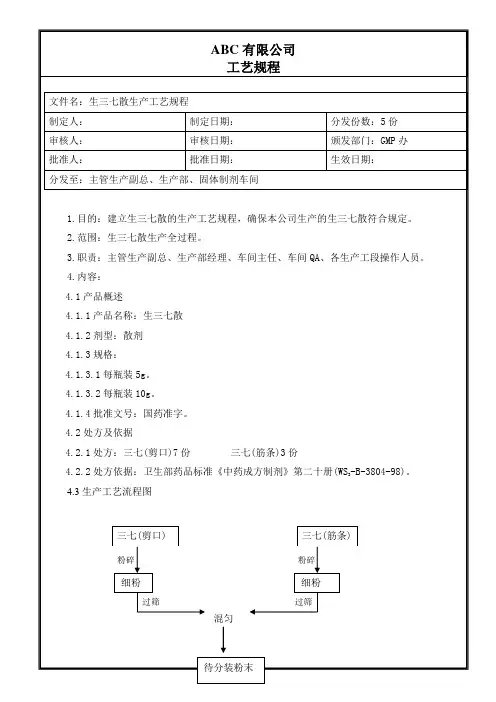
4.5 工艺流程图(后附)4.6详细的生产步骤和工艺参数说明4.6.1 在每个工序开始前,按生产前准备工作程序进行相关项目检查。
4.6.2破碎处理:破碎处理:调节碰碎机间隙至合适范围,将净药材置碰碎机中进行破碎。
4.6.3称量配料投料规格:符合《中华人民共和国药典》(2010年版)标准项下规定的净饮片。
4.6.4低温真空干燥:蒸汽压力控制在0.05-0.2 Mpa,真空度控制在0.06-0.09Mpa,干燥温度控制在60-70 ℃。
干燥至水分<5%。
4.6.5粉碎将干燥好的物料投入粉碎机组中进行粉碎,过120目筛。
4.6.6混合将粉碎后的细粉经混合机充分混合均匀,混合时间为50 分钟。
4.6.7包装内包装:双层PVC袋包装,每袋重10~16kg,两层包装袋分别贴好标签,标签内容应当包含品名、批号、重量等信息;内包装过程中取样送检,入库待检。
中包装:铝箔袋包装,贴标签,标签内容同内包装标签要求。
外包装:瓦楞纸箱包装,贴标签,标签内容应当包含品名、批号、规格、净重、原料产地、生产日期、贮存条件等信息,每箱装1包,每箱10~16kg。
4.6.8全程收率85-95%。
以上生产过程中产生的质量偏离的中间产品、废品、工序残留物、不合格物料等按照相应规定处理。
华润三九医药股份有限公司CR Sanjiu Medical &Pharmaceutical Co.,Ltd. TS-G-P2350-01工序监控项目控制指标及方法频次各工序清场清场合格证有并在有效期内每批物料原辅料检验报告书、外观、异物每批破碎药材破碎粒度每批干燥蒸汽压力、真空度,温度蒸汽压力控制在0.05-0.2 Mpa,真空度控制在0.06-0.09Mpa,干燥温度控制在60-70 ℃每批/次称量配料品名、批号、物料编号、数量每一物料及其重量或体积应由他人独立复核,并有复核记录每批粉碎粉碎目数120目每批混合时间50分钟每批4.8 技术经济指标工序项目指标范围计算公式破碎破碎≥98.0%=破碎后合格粗粉量÷投入饮片总量×100%粉碎工序粉碎收率≥98.0%=粉碎后细粉量÷破碎后粗粉量×100%物料平衡98.0~101.0%=(粉碎后细粉量+可见损失量)÷破碎后粗粉量×100%混合工序混合收率≥98.0%=混合后细粉量÷混合前细粉量×100%物料平衡98.0~101.0%=(混合后细粉量+可见损失量)÷混合前细粉量×100%包装工序包装收率≥98.0%=包装后细粉量÷包装前细粉量×100%物料平衡98.0~101.0%=(包装后细粉量+可见损失量+检品量)÷包装前细粉量×100%全工序提取物收率85-95% =包装后合格品量÷总投料量×100%名称单位消耗定额双层PVC袋只≤1%铝箔袋只≤1%瓦楞纸箱个≤1%4.9.0废水处理废水采用沉淀和氧化处理,处理后达到国家排放标准。
文件形成:文件控制:变更记载:目录1.目的 (2)2.适用范围 (2)3.引用标准 (2)4.职责 (2)5.产品名称 (2)6.产品概述 (2)7.饮片品种 (3)8.工艺流程图 (3)9.工艺控制要点 (4)10.操作过程及工艺条件 (4)11.工艺卫生 (5)12.质量监控 (5)13.质量标准 (5)14.技术安全、工业卫生及劳动保护 (6)15.操作工时与生产周期 (7)16.劳动组合与岗位定员 (7)17.设备一览表及主要设备生产能力 (7)18.原材料、能源消耗定额和技术经济指标 (7)19.物料平衡的计算 (8)附录A 常用理化常数、换算表 (9)1.目的:建立本公司三七炮制生产全过程的工艺技术、质量、物耗、安全、工艺卫生、环境保护等内容的技术法规。
2.适用范围:本工艺规程适用于三七炮制生产全过程,是各部门共同遵循的技术准则。
3.引用标准《中华人民共和国药典》2010年版一部《药品生产质量管理规范》4.职责4.1.生产技术部:负责起草本规程,并按本规程的要求执行。
4.2.质量部:负责审核本规程,并监督检查本规程的执行情况。
5.产品名称5.1.品名:三七5.2.汉语拼音: Sanqi5.3.英文名:NOTOGINSENG RADIX ET RHIZOMA6.产品概述6.1.来源本品为五加科植物三七Panax notoginseng (Burk.) F. H. Chen的干燥根。
秋季花开前采挖,洗净,分开主根、支根及茎基,干燥。
支根习称“筋条”,茎基习称“剪口”。
6.2.性状主根呈类圆锥形或圆柱形,长1~6cm,直径1~4cm。
表面灰褐色或灰黄色,有断续的纵皱纹及支根痕。
顶端有茎痕,周围有瘤状突起。
体重,质坚实,断面灰绿色、黄绿色或灰白色,木部微呈放射状排列。
气微,味苦回甜。
筋条呈圆柱形,长2 ~6cm,上端直径约0.8cm,下端直径约0.3cm 。
剪口呈不规则的皱缩块状及条状,表面有数个明显的茎痕及环纹,断面中心灰白色,边缘灰色。
XXXXXXX有限公司生产工艺规程1目的:建立三七生产工艺规程,用于指导现场生产。
2 范围:三七生产过程。
3 职责:生产部、生产车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)《中国药典》2020年版。
5 产品概述5.1 产品基本信息5.1.1产品名称:三七5.1.2规格:统5.1.3性状:表面灰褐色或灰黄色,有断续的纵皱纹和支根痕。
顶端有茎痕,周围有瘤状突起。
体重,质坚实,断面灰绿色、黄绿色或灰白色,木部微呈放射状排列。
气微,味苦回甜。
筋条呈圆柱形或圆锥形,长2~6cm,上端直径约0.8cm,下端直径约0.3cm。
剪口呈不规则的皱缩块状或条状,表面有数个明显的茎痕及环纹,断面中心灰绿色或白色,边缘深绿色或灰色。
5.1.4企业内部代码:5.1 5性味与归经:甘、微苦,温。
归肝、胃经。
5.1.6功能与主治:散瘀止血,消肿定痛。
用于咯血,吐血,衄血,便血,崩漏,外伤出血,胸腹刺痛,跌扑肿痛。
5.1.7用法与用量:3~9g;研粉吞服,一次1~3g。
外用适量。
5.1.8贮藏:置阴凉干燥处,防蛀。
5.1.9包装规格:3g/袋;5g/袋;10g/袋;100g/罐;160g/罐;200g/罐;0.5kg/袋;1kg/袋;10kg/袋;15kg/袋;18kg/袋;20kg/袋;25kg/袋;30kg/袋;50kg/袋。
5.1.10贮存期限:36个月5.2 生产批量:5-10000kg5.3 辅料:无5.4 生产环境:一般生产区6 工艺流程图:6.1 三七生产工艺流程图6.2生产操作过程与工艺条件:6.2.1领料6.2.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取三七原料。
6.2.1.2领料过程中必须核对原料品名、编码、件数、数量、合格标志等内容。
6.2.2净制:6.2.2.1取原料,置于不锈钢挑选台上,按照《净制岗位标准操作规程》手工挑选,除去杂质。
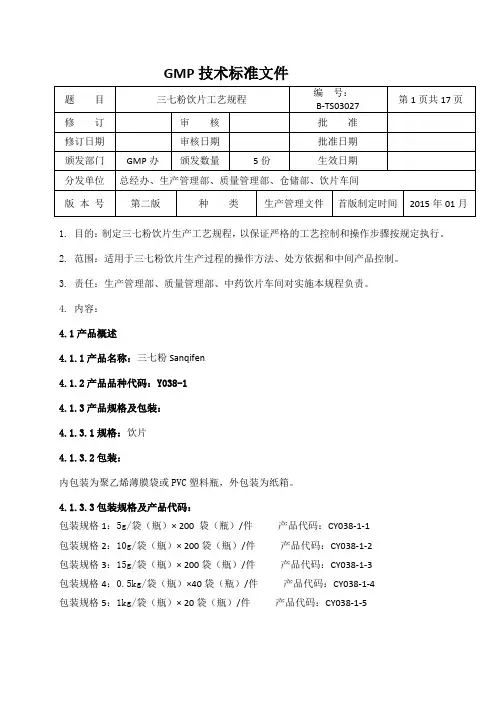
GMP技术标准文件1. 目的:制定三七粉饮片生产工艺规程,以保证严格的工艺控制和操作步骤按规定执行。
2. 范围:适用于三七粉饮片生产过程的操作方法、处方依据和中间产品控制。
3. 责任:生产管理部、质量管理部、中药饮片车间对实施本规程负责。
4. 内容:4.1产品概述4.1.1产品名称:三七粉Sanqifen4.1.2产品品种代码:Y038-14.1.3产品规格及包装:4.1.3.1规格:饮片4.1.3.2包装:内包装为聚乙烯薄膜袋或PVC塑料瓶,外包装为纸箱。
4.1.3.3包装规格及产品代码:包装规格1:5g/袋(瓶)× 200 袋(瓶)/件产品代码:CY038-1-1包装规格2:10g/袋(瓶)× 200袋(瓶)/件产品代码:CY038-1-2包装规格3:15g/袋(瓶)× 200袋(瓶)/件产品代码:CY038-1-3包装规格4:0.5kg/袋(瓶)×40袋(瓶)/件产品代码:CY038-1-4包装规格5:1kg/袋(瓶)× 20袋(瓶)/件产品代码:CY038-1-54.1.4 性状本品为灰白色或灰黄色粉末,气微,味苦回甜。
4.1.5 功能主治散瘀止血,消肿定痛。
用于咯血,吐血,衄血,便血,崩漏,外伤出血,胸腹剌痛,跌扑肿痛。
4.1.6 用法与用量3~9g;研粉吞服,一次1~3g。
外用适量。
4.1.7 贮藏:置阴凉干燥处,防蛀。
4.2 炮制和依据4.2.1 生产批量:三七中药材5kg。
4.2.2 炮制依据:《中华人民共和国药典》2015年版4.2.3 炮制方法:取三七,洗净,干燥,碾细粉。
4.3 所用物料清单及贮藏条件4.4工艺流程级洁净区4.5质量控制点4.6生产操作过程及工艺条件4..1领料、净选4.6.1.1按“净制工序标准操作规程”进行操作。
车间主任根据生产计划,下达指令单。
车间工艺员根据批生产指令填写领料单,经车间主任核准后,从仓库领取合格的三七中药材。
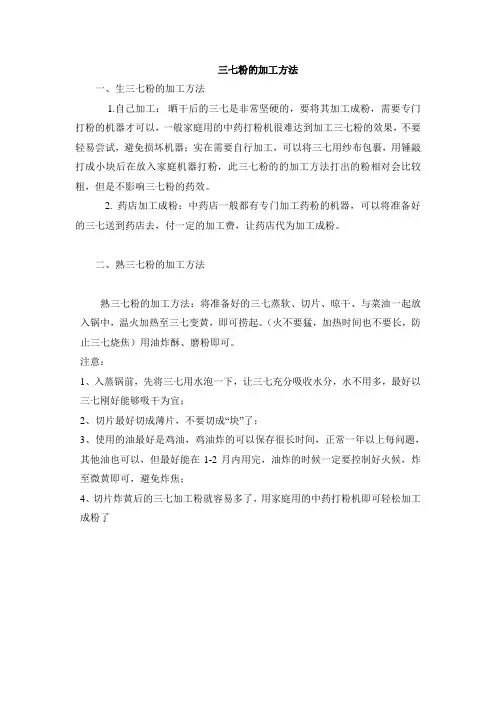
三七粉的加工方法
一、生三七粉的加工方法
1.自己加工:晒干后的三七是非常坚硬的,要将其加工成粉,需要专门打粉的机器才可以,一般家庭用的中药打粉机很难达到加工三七粉的效果,不要轻易尝试,避免损坏机器;实在需要自行加工,可以将三七用纱布包裹,用锤敲打成小块后在放入家庭机器打粉,此三七粉的的加工方法打出的粉相对会比较粗,但是不影响三七粉的药效。
2. 药店加工成粉:中药店一般都有专门加工药粉的机器,可以将准备好的三七送到药店去,付一定的加工费,让药店代为加工成粉。
二、熟三七粉的加工方法
熟三七粉的加工方法:将准备好的三七蒸软、切片、晾干、与菜油一起放入锅中,温火加热至三七变黄,即可捞起。
(火不要猛,加热时间也不要长,防止三七烧焦)用油炸酥、磨粉即可。
注意:
1、入蒸锅前,先将三七用水泡一下,让三七充分吸收水分,水不用多,最好以三七刚好能够吸干为宜;
2、切片最好切成薄片,不要切成“块”了;
3、使用的油最好是鸡油,鸡油炸的可以保存很长时间,正常一年以上每问题,其他油也可以,但最好能在1-2月内用完,油炸的时候一定要控制好火候,炸至微黄即可,避免炸焦;
4、切片炸黄后的三七加工粉就容易多了,用家庭用的中药打粉机即可轻松加工成粉了。
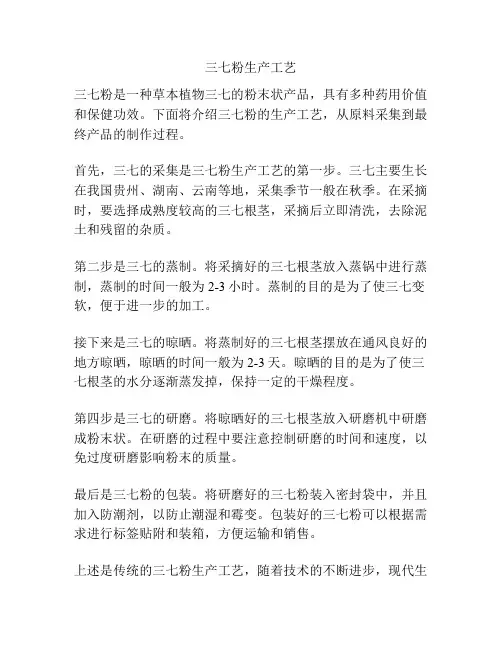
三七粉生产工艺三七粉是一种草本植物三七的粉末状产品,具有多种药用价值和保健功效。
下面将介绍三七粉的生产工艺,从原料采集到最终产品的制作过程。
首先,三七的采集是三七粉生产工艺的第一步。
三七主要生长在我国贵州、湖南、云南等地,采集季节一般在秋季。
在采摘时,要选择成熟度较高的三七根茎,采摘后立即清洗,去除泥土和残留的杂质。
第二步是三七的蒸制。
将采摘好的三七根茎放入蒸锅中进行蒸制,蒸制的时间一般为2-3小时。
蒸制的目的是为了使三七变软,便于进一步的加工。
接下来是三七的晾晒。
将蒸制好的三七根茎摆放在通风良好的地方晾晒,晾晒的时间一般为2-3天。
晾晒的目的是为了使三七根茎的水分逐渐蒸发掉,保持一定的干燥程度。
第四步是三七的研磨。
将晾晒好的三七根茎放入研磨机中研磨成粉末状。
在研磨的过程中要注意控制研磨的时间和速度,以免过度研磨影响粉末的质量。
最后是三七粉的包装。
将研磨好的三七粉装入密封袋中,并且加入防潮剂,以防止潮湿和霉变。
包装好的三七粉可以根据需求进行标签贴附和装箱,方便运输和销售。
上述是传统的三七粉生产工艺,随着技术的不断进步,现代生产工艺中也加入了一些新的处理方法,如采用先进的烘干设备替代传统的晾晒、采用微波烘干等,以提高生产效率和产品质量。
在三七粉的生产工艺中,最重要的是保证原料的质量和对每个环节的严格控制。
只有选用优质的三七根茎作为原料,并且在每个生产环节进行严格监控,才能保证生产出高质量的三七粉产品。
三七粉拥有丰富的药用价值和保健功效,例如对心脑血管疾病有一定的防治作用,具有抗衰老、抗疲劳等保健功能。
因此,三七粉在市场上的需求量也越来越大。
生产高质量的三七粉需要严格控制每个生产环节,确保产品的质量和安全性。
并且还需要加强三七资源的保护和合理开发,以保证三七粉的可持续发展。
SCSOP545802饮片车间三七粉生产岗位操作规程目录1 SCSOP545802-01 饮片车间三七领料岗位操作规程2 SCSOP545802-02 饮片车间三七净选岗位操作规程3 SCSOP545802-03 饮片车间三七水制岗位操作规程4 SCSOP545802-04 饮片车间三七干燥岗位操作规程5 SCSOP545802-05 饮片车间三七灭菌岗位操作规程6 SCSOP545802-06 饮片车间三七粉碎岗位操作规程7 SCSOP545802-07 饮片车间三七粉包装岗位操作规程饮片车间三七领料岗位目的:建立饮片车间三七领料岗位标准操作规程。
适用范围:饮片车间领料生产岗位责任人:岗位操作人员、质监员、车间主任。
内容:1 操作前检查工作现场,检查所用运输工具,是否干净整洁,确保正常后方可使用。
2 根据车间领料通知单,到仓库领取三七原药材,与仓库保管员当场共同核对药材品名、批号(或检验单号)、数量等,并将批号(或检验单号)填在领料单上。
3 领料人员把三七拉入车间,经质监员核对无误后,放到“待挑拣区”内,分品种堆放整齐,并填写标卡,注明品名、数量(件数)、批号(或检验单号)、生产日期、操作人等。
4 生产结束后,及时清理工作现场,按照“操作间、容器具及工具清洁规程”进行清洁。
经车间质监员检查合格后,对操作间挂“清洁合格”标志,对所用工具挂“容器具清洁合格”标志。
5 及时、准确填写领料岗位生产记录。
饮片车间三七净选岗位目的:建立饮片车间三七净选岗位标准操作规程。
适用范围:饮片车间净选岗位责任人:岗位操作人员、质监员、车间主任内容:1 准备过程1.1 操作前检查工具、容器是否挂有“容器具清洁合格”标志并在有效期内。
1.2 取下操作间门外的“清洁合格”标志,挂上操作人填写的“生产状态标志卡”。
1.3 由班长到药材待挑拣区认真核对当天需要生产药材的品名、数量(件数)、批号(或检验单号)及每包药材上的标示物是否齐全。
76三七粉工艺规程甘肃徽县兴健中药种植专业合作社生产工艺管理GMP文件文件编号生效日期三七粉工艺规程SMPGY076 R01 年月日制定人审核人批准人制定日期审核日期批准日期颁发部门综合科分发部门质管科、生产科 1 产品概述1.1品名:三七粉。
2 生产依据《中华人民共和国药典》2010年版。
3 生产通则3.1人员进入生产区必须按规定更衣、洗手,穿本生产区的工作服。
3.2每道工序在生产前都必须确认本工序已经清场并取得有效清场合格证,确认作业室(区)无前次生产遗留物,无与本次生产无关物品;拟用的设备、容器具已清洁并有效保持;设备状态完好、运行正常;称量用衡器校验合格并在有效期内。
注:清场合格证在7天内有效,超出了有效期,则重新清场并通知QA复检,签发新的清场合格证,两张清场合格证都要归入批生产记录。
3.3每道工序在接收上一工序转来(不包括联动线和管路传输)的物料或制品时,必须核对其代号、品名、规格、批号、数量等,需经质量部门检验合格才可投入使用。
3.4每道工序完成的制品向下一工序传递(不包括联动线和管路传输)或交中间站存放时,必须在容器的外壁上粘贴或悬挂标签,注明物料的代号、品名、规格、批号、数量、操作人、日期等。
3.5每道工序生产结束后,必须进行清场,清场结束后即请QA进行检查,合格后签发清场合格证。
附:清场合格标准现场无上次产品遗留物(物料、记录、标识);使用的工具、容器已清洗,必要时消毒或灭菌;设备内外清洁、无物料痕迹、无油垢;电器总开关切断,操作开关复位;操作台、地面、门窗、墙壁无积灰、无异物。
1甘肃徽县兴健中药种植专业合作社生产工艺管理GMP文件 4 工艺流程原药材清洗干燥?中间产品检查破砸?内包材分装?外包材包装?说明:标注?的工序,应统计制品收量,进行物料平衡计算。
入库图1 三七粉炮制工艺流程图5 炮制工艺操作5.1取原药:按照批生产指令领取原药材,核对药材的名称、代号、批号(或入厂号)、数量,确认其与生产指令一致。
三七粉加工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!三七粉加工工艺流程。
1. 原料筛选:剔除腐烂、变质或有异物的三七根茎。
专利名称:一种三七粉的制备方法专利类型:发明专利
发明人:程立东,张沐阳
申请号:CN202011139604.6申请日:20201022
公开号:CN114377046A
公开日:
20220422
专利内容由知识产权出版社提供
摘要:本发明公开了一种三七粉的制备方法,包括如下步骤:将三七药材清洗除质后切片,并平铺在钢网上,利用电热风扇的热风将三七药材吹干,得到初加工三七片;利用粉碎机粉碎成粗粉,再用球磨机将粗粉研磨成细粉;向细粉内加水后搅拌,得到三七粉混合液;将三七粉混合液加压使其通过过滤管道,加压压强为2.5‑3Mpa,使三七粉混合液依次经过900目的钢筛、1000目的钢筛,收集加压过钢筛后的三七粉混合液;将收集的三七粉混合液装入透明的容器内进行沉淀;将容器密封后抽真空至100pa,使得水结冰后升华并除去水气,即得到所述三七粉。
与相关技术相比,本发明的三七粉的制备方法制成的三七粉有效避免其有效成份流失。
申请人:湖南宜仁堂中药饮片有限责任公司
地址:415000 湖南省常德市石门县宝峰街道办事处月亮山居委会夹山路6号
国籍:CN
代理机构:深圳市兴科达知识产权代理有限公司
代理人:桂艳球
更多信息请下载全文后查看。
三七粉脚注加工说明
1.三七粉的加工生产包括以下步骤:
(1)、原药材三七经缓冲处理区脱去外包装,进入净制处理操作区,净制处理区要求清洁卫生,并有捕尘和防止交叉污染措施:
(2)、取原药材三七净制,除去杂质,药材杂质含量不得过3%:
(3)、将三七放入洗润池中用饮用水淘洗至表面无泥沙,洗净泥土,取出,用高压水枪击碎;
(4)、将洗润后的三七用敞开式烘箱进行干燥;干燥温度:60-70°C,干燥厚度:5-8cm,干燥时间:2-3小时;干燥后三七含水分不得过14.0%;
(5)、用灭菌箱进行灭菌;
(6)、取灭菌后的三七,用粉碎机粉碎成灰黄色的粉末,粉碎粒度:80-1200目;
(7)、取粉碎后的三七粉,用混合机混合,混合程度均匀一致,无花纹与色斑;
(8)、包装检验入库。
2.根据所述的三七粉的加工方法,其特征在于干燥后三七含水分3-7.0%。
3.根据所述的三七粉的加工方法,其特征在于所述的灭菌箱为微波箱。
4. 根据所述的三七粉的加工方法,其特征在于所述的粉碎粒度:120目。
2范围:本标准适用三七粉生产工艺执行。
3职责:车间主管、工艺监督员、岗位操作工、质量监督员。
4 内容:
4.1 引用标准和文件
《中华人民共和国药典》(2010年版) 《药品生产质量管理规范》(2010年版) 《三七粉质量标准》
(企业标准) 4.2 产品基本信息
取三七饮片,干燥,粉碎成细粉,混匀,分装,即得。
4.4 批量:每料300kg ,每批1料,合计2400kg 药材。
4.5 工艺流程图(后附)
4.6详细的生产步骤和工艺参数说明
4.6.1 在每个工序开始前,按生产前准备工作程序进行相关项目检查。
4.6.2破碎处理:
破碎处理:调节碰碎机间隙至合适范围,将净药材置碰碎机中进行破碎。
4.6.3称量配料
投料规格:符合《中华人民共和国药典》(2010年版)标准项下规定的净饮片。
4.6.4低温真空干燥:
蒸汽压力控制在0.05-0.2 Mpa,真空度控制在0.06-0.09Mpa,干燥温度控制在60-70 ℃。
干燥至水分<5%。
4.6.5粉碎
将干燥好的物料投入粉碎机组中进行粉碎,过120目筛。
4.6.6混合
将粉碎后的细粉经混合机充分混合均匀,混合时间为50 分钟。
4.6.7包装
内包装:双层PVC袋包装,每袋重10~16kg,两层包装袋分别贴好标签,标签内容应当包含品名、批号、重量等信息;内包装过程中取样送检,入库待检。
中包装:铝箔袋包装,贴标签,标签内容同内包装标签要求。
外包装:瓦楞纸箱包装,贴标签,标签内容应当包含品名、批号、规格、净重、原料产地、生产日期、贮存条件等信息,每箱装1包,每箱10~16kg。
4.6.8全程收率85-95%。
以上生产过程中产生的质量偏离的中间产品、废品、工序残留物、不合格物料等按照相应规定处理。
华润三九医药股份有限公司
CR Sanjiu Medical &Pharmaceutical Co.,Ltd. TS-G-P2350-01
工序监控项目控制指标及方法频次各工序清场清场合格证有并在有效期内每批物料原辅料检验报告书、外观、异物每批破碎药材破碎粒度每批
干燥蒸汽压力、真空度,温度蒸汽压力控制在0.05-0.2 Mpa,真空度控制
在0.06-0.09Mpa,干燥温度控制在60-70 ℃
每批/次
称量配料品名、批号、物料编号、数
量
每一物料及其重量或体积应由他人独立复
核,并有复核记录
每批
粉碎粉碎目数120目每批混合时间50分钟每批4.8 技术经济指标
工序项目指标范围计算公式
破碎破碎≥98.0%=破碎后合格粗粉量÷投入饮片总量×100%
粉碎工序粉碎收率≥98.0%=粉碎后细粉量÷破碎后粗粉量×100%
物料平衡98.0~101.0%
=(粉碎后细粉量+可见损失量)÷破碎后粗粉
量×100%
混合工序混合收率≥98.0%=混合后细粉量÷混合前细粉量×100%
物料平衡98.0~101.0%
=(混合后细粉量+可见损失量)÷混合前细粉
量×100%
包装工序包装收率≥98.0%=包装后细粉量÷包装前细粉量×100%
物料平衡98.0~101.0%
=(包装后细粉量+可见损失量+检品量)÷包装
前细粉量×100%
全工序提取物收率85-95% =包装后合格品量÷总投料量×100%
名称单位消耗定额
双层PVC袋只≤1%
铝箔袋只≤1%
瓦楞纸箱个≤1%
4.9.0废水处理
废水采用沉淀和氧化处理,处理后达到国家排放标准。
4.9.1废渣处理
废渣专人收集运出厂区处理,对环境不产生污染。
4.10工艺卫生及环境卫生标准操作程序:
文件名称文件编号文件名称文件编号
文件名称文件编号文件名称文件编号
类别物料名称物料编码质量标准
称量配料原料三七P1350TS-Z-P4350 中间品三七粉P2350TS-Z-P2350
包装材料双层pvc袋-- TS-Z-5013 铝箔袋-- TS-Z-5003 瓦楞纸箱-- TS-Z-5007
项目包装贮存贮存期限运输条件
三七粉双层PVC袋;铝箔袋;
瓦楞纸箱。
标识品名、
批号、数量密闭,阴凉库
保存
36个月密闭,防潮,防破损
4.13包装容器实样
双层PVC袋;铝箔袋;瓦楞纸箱
设备名称 固资编号
规格/型号
产 地 设备能力
粉碎机 料斗混合机
工序 操作间编号
洁净度级别
温度要求 湿度要求 压差要求 粉碎 D 级 18~26℃ 45~65% 相对一般区≥10 Pa 混粉 D 级 18~26℃ 45~65% 相对一般区≥10 Pa 包装
D 级
18~26℃
45~65%
相对一般区≥10 Pa
4.16 车间组织机构图
车间主管
班长
工艺监督员
质量监督员
真空干燥
称量配料
粉碎 混合
包装
破碎
华润三九医药股份有限公司
CR Sanjiu Medical &Pharmaceutical Co.,Ltd. TS-G-P2350-01
三七粉生产工艺流程图
入 库 D 级洁净区 表示工序 表示流程
表示物料 * 表示关键工序
表示检验
饮 片
原 料
*粉碎
*真空干燥
混合
包装 产品检验
包装材料
破碎。