迈卓诺光笔测量系统在车架厂检测技术方案
- 格式:pdf
- 大小:537.19 KB
- 文档页数:4

2010年6月宇航计测技术Jun.,2010第30卷 第3期Journal o fA stronautic M etrology and M easure m ent V o.l30,N o.3文章编号:1000-7202(2010)03-0070-04 中图分类号:TP273 文献标识码:A便携式三坐标测量系统中可调光笔的设计张治国 刘书桂 邢科斌 张 瑞(天津大学精密仪器与光电子工程学院,天津300072)摘 要 为提高光笔式三坐标测量系统的精度,设计了一个无线控制系统,用于控制光笔上LED的亮度值,点亮个数以及点亮时间。
硬件部分主要由无线通信模块,单片机以及LED驱动器组成,而软件主要包括无线通信,串行通信以及LED控制程序三个模块。
实验结果表明,相对于传统系统,该系统线性度好,灵敏度高,响应速度快,满足测量系统对实时性、稳定性、灵活性的要求。
关键词 便携式坐标测量机 可调光笔 无线通信 LED驱动器The Design of t he Adj ustable Light Pen in t he PortableCoordi nateM easuring Syste mZ HANG Zh i guo LIU Shu gu i X ING K e bi n Z HANG Ru i(Co ll ege o f prec i sion i nstru m ent and opto e l ec tron i cs eng i nee ri ng,T ian jin U n i versity,T ian jin300072) Abstract In order to i m prove the precisi o n of the li g h t pen coor d i n ate m easuring syste m,t h e w ire less con tro l syste m is desi g ned to m an i p u late the brightness,light nu m bers,and the lasti n g ti m e o f the LEDs.The har dw are consists of w ireless m odu le,S i n gle Ch ip M icroco m puter and constant curren t LED driver,and the control so ft w are consists o f seria l co mmun icati o n progra m,w ireless co mm unication prog ra m and contr o l progra m.The experi m ent data sho w that th is syste m has better li n earity,h i g her sensiti vity and faster response speed than the trad itional syste m.It satisfies t h e rea l ti m e perfor m ance,stab ility,flex i b ility require m ents of t h e m easuring syste m.K ey w ords Portab le coordina te m easuring m ach i n e Adjustab le li g ht pen W ire less co mmunica ti o n LED driver1 引 言作为一种新兴的视觉坐标测量技术,光笔式坐标测量系统具有低成本、大范围测量、便携、可现场测量等一系列优点[1]。
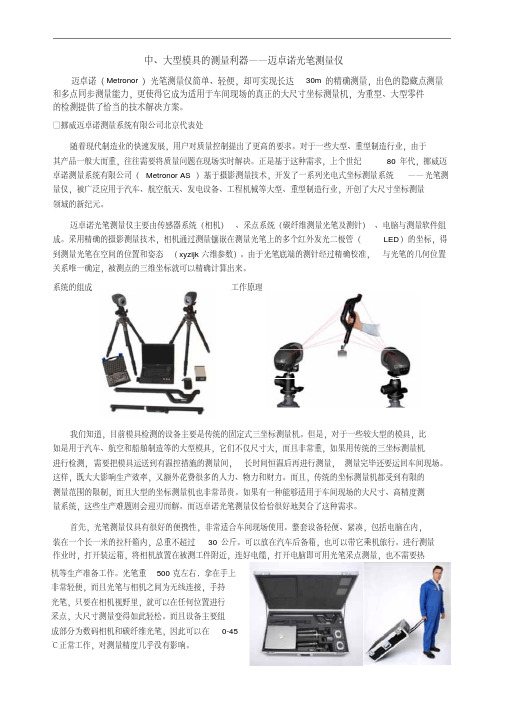
中、大型模具的测量利器——迈卓诺光笔测量仪迈卓诺(Metronor)光笔测量仪简单、轻便,却可实现长达30m的精确测量,出色的隐藏点测量和多点同步测量能力,更使得它成为适用于车间现场的真正的大尺寸坐标测量机,为重型、大型零件的检测提供了恰当的技术解决方案。
□挪威迈卓诺测量系统有限公司北京代表处随着现代制造业的快速发展,用户对质量控制提出了更高的要求。
对于一些大型、重型制造行业,由于其产品一般大而重,往往需要将质量问题在现场实时解决。
正是基于这种需求,上个世纪80年代,挪威迈卓诺测量系统有限公司(Metronor AS)基于摄影测量技术,开发了一系列光电式坐标测量系统——光笔测量仪,被广泛应用于汽车、航空航天、发电设备、工程机械等大型、重型制造行业,开创了大尺寸坐标测量领域的新纪元。
迈卓诺光笔测量仪主要由传感器系统(相机)、采点系统(碳纤维测量光笔及测针)、电脑与测量软件组成。
采用精确的摄影测量技术,相机通过测量镶嵌在测量光笔上的多个红外发光二极管(LED)的坐标,得到测量光笔在空间的位置和姿态(xyzijk六维参数)。
由于光笔底端的测针经过精确校准,与光笔的几何位置关系唯一确定,被测点的三维坐标就可以精确计算出来。
系统的组成工作原理我们知道,目前模具检测的设备主要是传统的固定式三坐标测量机。
但是,对于一些较大型的模具,比如是用于汽车、航空和船舶制造等的大型模具,它们不仅尺寸大,而且非常重,如果用传统的三坐标测量机进行检测,需要把模具运送到有温控措施的测量间,长时间恒温后再进行测量,测量完毕还要运回车间现场。
这样,既大大影响生产效率,又额外花费很多的人力、物力和财力。
而且,传统的坐标测量机都受到有限的测量范围的限制,而且大型的坐标测量机也非常昂贵。
如果有一种能够适用于车间现场的大尺寸、高精度测量系统,这些生产难题则会迎刃而解。
而迈卓诺光笔测量仪恰恰很好地契合了这种需求。
首先,光笔测量仪具有很好的便携性,非常适合车间现场使用。

笔外观检测方案1. 引言笔作为一种常见的办公用品,在生产过程中需要进行外观检测,以确保产品品质符合要求。
笔外观检测方案是指通过一系列的检测步骤和标准,对笔进行外观质量检查的方法和流程。
本文将提供一种笔外观检测方案,以保证笔的外观质量达到要求。
2. 环境准备在进行笔外观检测之前,需要准备以下环境:•检测设备:显微镜、光线照射设备、红外线灯等。
•检测位置:在一个明亮、干净的工作台上完成检测操作。
•检测工具:放大镜、尺子、摄影设备等。
3. 检测步骤3.1 笔身外观检测1.笔身质量检查:使用显微镜检查笔身是否有明显划痕、气泡或其他质量问题。
如果发现问题,将其标记并返工修复。
2.笔身长度测量:使用尺子测量笔身的长度,记录下来以供后续比较。
3.笔身直径测量:使用尺子或卡尺测量笔身的直径,记录下来以供后续比较。
4.笔身颜色检查:用眼观察笔身的颜色是否均匀一致,是否有色差或色斑等问题。
如发现问题,将其标记并返工修复。
3.2 笔帽外观检测1.笔帽质量检查:使用显微镜检查笔帽是否有明显划痕、变形或其他质量问题。
如发现问题,将其标记并返工修复。
2.笔帽尺寸检测:使用尺子或卡尺测量笔帽的长度和直径,记录下来以供后续比较。
3.笔帽连接力检测:通过手动拧紧笔帽并尽力拉出来,检测笔帽与笔身的连接力是否牢固。
3.3 笔尖外观检测1.笔尖质量检查:使用显微镜检查笔尖是否有明显划痕、变形、毛刺或其他质量问题。
如发现问题,将其标记并返工修复。
2.笔尖尺寸检测:使用尺子或卡尺测量笔尖的长度和直径,记录下来以供后续比较。
3.笔尖锋利度检测:使用卡纸或其他材料轻轻试写,检测笔尖的锋利度。
如果需要,可以使用磨刀器进行磨尖。
4. 检测标准在进行笔外观检测时,应根据相关标准进行评估。
以下是一些常见的检测标准示例:•笔身长度误差不超过±0.5mm。
•笔身直径误差不超过±0.2mm。
•笔身的色差不超过可接受范围。
•笔帽长度误差不超过±0.3mm。

车身台车验收与日常标定方法1.总则本文件规定了GEO Pallet验收的方法,同时也规定了GEO Pallet日常的测量、标定与维护方法。
本文件由ME编制,适用于使用GEO Pallet的车身车间。
2.工装标定测量设备要求测量设备建议采用激光跟踪仪,如使用其它设备,精度必须高于0.03mm,供应商使用其它测量设备需经ME模具工程师认可。
3.GEO Pallet的验收3.1通常情况下GEO Pallet的验收测量需要进行两次,节点为预验收和最终验收。
在预验收时,需要对所有GEO Pallet进行PLP一致性的确认和精度的标定。
最终验收时GEO Pallet除需再次100%精度标定外,还需要在特定的工位进行重复性和一致性的测试。
3.2 GEO Pallet精度的标定需要在专用台车Holding工装上进行。
3.3在标定GEO Pallet前,必须先标定Holding,并完成Holding的重复性与再现性评价(R&R),确保Holding的所有测量结果符合要求(R&R: 5*3*2 <10%)。
3.4精度的标定1)在放置GEO Pallet前需先测量Holding的6个“Z”向基准平面,“Z”向平面间差异必须在0.06mm以内(单个基准平面度在0.03mm以内),以这六个基准面为高低向基准,用Holding上的四维销及两个滚轮中心线的中点建立坐标,并与车身坐标拟合。
2)将GEO Pallet放到Holding上,夹紧夹头;接通气源,将基准和定位销切换到所需测量车型(如果需要切换)并锁定。
3)使用塞片检查GEO Pallet六个高低支撑块是否与基准贴合 (使用0.05mm的塞片),如不贴合调整GEO Pallet支撑块保证与基准的贴合。
4)调用相应车型零件数模测量基准和定位销。
所有Pallet的基准和定位销的公差要求符合ME工装装配公差尺寸要求(基准面:±0.25mm,定位销±0.15mm)。
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910108311.2(22)申请日 2019.02.02(71)申请人 宁波吉利汽车研究开发有限公司地址 315000 浙江省宁波市杭州湾新区滨海二路818号申请人 吉利汽车研究院(宁波)有限公司(72)发明人 胡峥楠 马国辉 宗晓亮 杨帆 冯波 (74)专利代理机构 北京超凡志成知识产权代理事务所(普通合伙) 11371代理人 张阳(51)Int.Cl.G05B 19/05(2006.01)(54)发明名称车身部件的测量方法、装置和测量工作站的PLC(57)摘要本发明提供了一种车身部件的测量方法、装置和测量工作站的PLC,其中,该方法包括:采集被测物体的身份信息;判断身份信息是否与预先下发的测量任务相匹配;如果是,解析得到身份信息对应的配置信息,将配置信息发送至测量控制系统,以使测量控制系统从预先保存的测量程序库中获取与身份信息相匹配的测量程序,根据测量程序对被测物体进行测量;其中,测量程序库中保存有通用程序和专用程序。
本发明根据不同的车型配置从程序库中调出所需的测量程序块,减少了编制测量程序的工作量,同时降低了程序的错误率。
权利要求书2页 说明书7页 附图4页CN 109901502 A 2019.06.18C N 109901502A权 利 要 求 书1/2页CN 109901502 A1.一种车身部件的测量方法,其特征在于,所述方法应用于测量工作站的PLC,所述方法包括:采集被测物体的身份信息;判断所述身份信息是否与预先下发的测量任务相匹配;如果是,解析得到所述身份信息对应的配置信息,将所述配置信息发送至测量控制系统,以使所述测量控制系统从预先保存的测量程序库中获取与所述身份信息相匹配的测量程序,根据所述测量程序对所述被测物体进行测量;其中,所述测量程序库中保存有通用程序和专用程序。
量身定制的现场测量解决方案有效缩短新车生产线的启动周期,又快又好地生产出符合设计要求的汽车产品,是现代汽车制造企业的制胜法宝。
这就需要一种适用于车间现场的快速、精确的大尺寸测量手段,以实现生产线的快速安装与调试,以及车身与部件的实时在线检测。
正是基于这种需求,20 世纪80 年代,挪威迈卓诺测量系统有限公司(Metronor AS)利用摄影测量技术,开发了一系列光电式坐标测量系统——光笔测量仪,后来被广泛应用于汽车、航空航天、发电设备和工程机械等大、重型制造行业,开创了大尺寸坐标测量领域的新纪元。
光笔测量仪的技术特点迈卓诺光笔测量仪主要由传感器系统(相机)、采点系统(碳纤维测量光笔及测针)、电脑与测量软件组成(见图1)。
采用精确的摄影测量技术,相机通过测量镶嵌在光笔上的多个红外发光二极管(LED)的坐标,得到测量光笔在空间的位置和姿态(六维参数)。
由于光笔底端的测针经过精确校准,与光笔的几何关系唯一确定,被测点的三维坐标就可以精确计算出来(见图2)。
图1 光笔测量仪的组成图2 光笔测量仪的工作原理源于汽车制造业的需求,迈卓诺光笔测量仪可以说是为现代汽车生产量身定制。
众所周知,要生产出高品质的汽车,有2 个要素缺一不可:合格的汽车部件和精确的焊接与装配。
而要实现精确的焊接与装配,工装夹具、生产线必须符合设计要求,并且需要定期检验和校准。
而汽车工装一般大而重,结构复杂,并且都是安装固定在车间,无法用传统的坐标测量机进行检测。
要完成这一检测任务,需要一种适用于车间现场的大尺寸测量手段,鉴于工装复杂的外形特点,设备要能够测量较深的隐藏部位。
迈卓诺光笔测量仪恰恰能很好地满足了这种生产需求。
首先,光笔测量仪具有良好的便携性,非常适合在车间现场。
汽车抛光测试方案简介汽车抛光是维护汽车外观的重要方法之一,它可以去除汽车表面的划痕、氧化层和其他瑕疵,使车身恢复光泽。
然而,在市面上存在着各式各样的汽车抛光产品和技术,如何选择合适的产品和正确的抛光方法,成为了消费者关心的问题。
本文旨在为读者提供一套汽车抛光测试方案,帮助读者选择优质的汽车抛光产品和找到适合自己的抛光技术。
抛光产品测试方案测试工具•测量仪器:使用测量仪器对光泽度、硬度、耐刮擦性、防水性等指标进行测量评估。
•抛光布料:实验室内的标准抛光布料,确保不会对不同产品进行影响。
•光学显微镜:检查表面瑕疵、均匀性等。
测试流程1.根据产品标签或说明书,测量产品用量和使用时间等参数。
2.为了确保测试结果的可靠性,我们建议使用一款标准的汽车表面进行测试预处理。
3.使用标准抛光布料对样品进行抛光处理,处理时间应与使用说明中的建议相同,并在处理后用光学显微镜检查表面瑕疵等问题。
4.用测量仪器对处理后的汽车表面进行测量,对所得数据进行统计和分析。
5.对不同的抛光产品进行比较评估,得出结论并最终选择合适的产品。
抛光技术测试方案测试工具•实验室内的标准汽车表面。
•不同种类和颜色的抛光布料。
•手动和电动抛光机。
测试流程1.使用在标准汽车表面上,使用不同颜色和不同类型的抛光布料进行抛光测试。
2.在每个测试过程结束后,应使用光学显微镜对测试区域进行照片拍摄和记录。
3.使用手动和电动抛光机并确保每个测试过程中,温度和压力控制一致。
4.测量最终处理结果的表面瑕疵、光泽度、划痕等技术指标,记录每次测试结果。
5.分析抛光技术的差异,确定更优的汽车抛光方法。
结论本文提供了一套完整的汽车抛光测试方案,并通过实验室测试和数据分析得出结论。
选择适合自己的汽车抛光产品和技术,不仅将为您的汽车外观保护提供帮助,还能为您的驾驶体验带来更多的乐趣。
实际方法——选择刀片首先,大多数可转位刀片带有可加强切削刃的刀尖圆弧。
如果切削深度小于刀尖圆弧半径,则此时的(等效)主偏角一般都是可以选择的。
因此,圆刀片特别适合于耐热超级合金车削,因为其刀片半径就是以上所说的刀尖圆弧半径,并且通常其切削深度值远低于刀片半径。
R型刀片(圆刀片)能在较宽的切削深度范围内得到小的主偏角。
如果必须采用超出圆刀片工作范围的较大切削深度,以45。
主偏角布置的方刀片是很好的选择。
s型,J片(方刀片)具有坚固的切削刃,非常适合于粗车。
如果由于某些原因,刀具切入工件受限,或者必须用同一刀具车削外圆和端面,或者精车凹腔,以及工件不够稳定或是薄壁件切削时,就应选择具有合适的刀尖圆弧半径的菱形刀片。
但是在许多情况下,Xcel刀片为半粗/精加工工序的最佳选择。
此种刀片结合了方刀片小主偏角与切削刃强度的优点,并且具有菱形刀片刀具在走刀方向上的灵活性。
采用Xcel刀片粗车台阶面尤为有利。
迈卓诺光笔测量仪:树立了便携式大尺寸坐标测量系统的新基准LightPenMeasuringInstrumentfromMetronor—SetupNewStandardofLargeSizeCoordinateMeasuringSystem迈卓诺公司其他光学测量设备,光笔测量仪象坐标测量机一样,利用探针直接采点,而且无线、无臂,无断光干扰,使用简单方便、效率高。
通过配备加长光笔,结合测针和加长杆,可以轻易测量600mm或更深的隐藏位置。
值得一提的是,相对于利用光笔采点测量,DUO系统还有另一种测量模式,即直接测量独立的LED光靶。
可以随机配备一套LED光靶组件,将多个独立的LED光靶使用磁力基座、或胶粘等方式固定到工件上,DUO系统可以直接测量每个LED的空间三维坐标,实现多点同步测量。
利用这一功能可以实现很多独特的应用,比如实时跟踪被测物体在空间的位置和姿态,研究、检验生产夹具的重复性,检测目标物体的偏移、偏转或变形,以及在动态坐标材质和参数的选择加工策略的最后阶段包括刀片槽形和材质的选择以及采用正确的切削参数。
Metronor 系统系统在在车架车架厂厂
检测技术方案
一. 迈卓诺测量系统有限公司迈卓诺测量系统有限公司((Metronor AS )及其产品介绍
迈卓诺测量系统有限公司(Metronor AS )成立于1988年,总部位于挪威奥斯陆,是一家专业从事大尺寸光学测量技术及设备研发和制造的高技术企业,公司拥有多项专利技术,在中国和美等国设有区域性销售和技术支持中心,销售网络遍布全球主要的区域市场。
迈卓诺测量技术有限公司基于摄影测量技术,采用专利的校准方法,开发了光电式坐标测量系统。
简单、轻便,却可以实现长达30米的精确测量。
Metronor 的测量系统被广泛应用于汽车、航空航天、工程机械等行业,成为真正适合现场测量的新一代便携式坐标测量机。
SOLO 工作原理
光笔上各LED 间距经过精确校准并唯
一确定
LED 间距在相机中显影长短的变化确
定光笔到相机距离,显像位置变化确定
光笔方位和姿态
由距离、方位和姿态算出光笔底端被测
点坐标
设备主要特点
测量范围可达30米,空间精度可达50um
设备紧凑、便携,连装运箱总重不超过24kg
直接采集工件上点的坐标,是真正的坐标测量机
出色的隐藏点测量能力,探测深度可达1m 以上
客户定制的探针组合,只需一次校准,可随意更换
使用简单、灵活,无臂、无线、无断光,无需“蛙跳”
无相对移动部件,无需定期校准,并有实时自检功能
无需地基、温度等环境条件保障,非常适用于工作现场。
二. 测量测量流程流程
1.设备准备工作
架好相机,打开电脑,连接好电缆与
数据线,保证电源与通信正常。
即可开始测
量,操作简单,方便。
车架放置在枕木上,
摆放如图所示。
将相机放在平稳地面,调整
相机预览区域,保证有效测量范围涵盖整个
车架及光笔。
2. 开始测量
备注:本次测量了2个车架,每个车架测量元素以及计算方式均类似,故以附件中的车架1作为案例介绍测量主要步骤:
1.通过与技术科工程师沟通,了解需要测量车架顶面的平面度,车架两侧吊耳的同轴度。
并计算吊耳两对角线距离。
以此评估车架两侧的对称度。
2.通过Power Inspect软件设置元素测量顺序以及通过相应元素计算方式。
3.通过光笔开始在车架上采集数据点。
采集过程如下:
1) 采集车架两侧吊耳圆柱内侧数据点,拟合产生圆柱1,圆柱2,圆柱3,圆柱4。
采集的数据点尽量覆盖圆柱内整个区域。
2)采集车架吊耳圆柱内侧平面数据点,拟合产生平面1,平面2,平面3,平面4。
3)采集车架顶平面上的数据,拟合产生平面5。
采集的数据点均匀分布于车架顶平面的整
个区域。
3.开始计算
测量工作告一段落,开始通过软件进行坐标系对齐以及相应的结果分析。
(该过程仅需
操作电脑即可完成,可以回办公室或者其它地方完成。
)
1. 计算车架顶平面5的平面度。
2. 通过车架两侧面的圆柱1与圆柱2拟合创建出圆柱5;通过车架两侧面的圆柱3与圆柱
4拟合创建出圆柱6。
3. 圆柱1的中心轴与平面1相交生成点1,圆柱2的中心轴与平面2相交生成点2;圆柱
3的中心轴与平面3相交生成点3,圆柱4的中心轴与平面4相交生成点4。
4. 计算点1与点4的对角线距离;计算点2与点3的对角线距离。
5. 计算圆柱1相对于圆柱5的同轴度,计算圆柱2相对于圆柱5的同轴度;计算圆柱3
相对于圆柱6的同轴度,计算圆柱4相对于圆柱6的同轴度。
6. 生成测量报告。
如下图为“车架测量报告1”其中一部分。
具体信息请见附件的报告。
三. 总结
综上所述,Metronor Solo测量系统在卡车的车架测量工作中,有其独特的优势:测量范围大,,测量方式灵活:Solo测量系统最长测量范围为30米,能够将车架完
1.测量范围大
整的包含在相机视觉范围内。
无需再移动相机,单次相机机位即可完成所有测量工作。
简单轻便
轻便,,测量效率高:Solo测量系统由相机,光笔和电脑三部分组成,架好相机
2.简单
轻便
后即可测量,无需现场校准,节省时间。
无测量死角::Solo测量系统有600mm的隐藏点测量能力,故即
3.隐藏点测量能力
隐藏点测量能力,,无测量死角
使车架侧面孔较深,且孔位于顶平面下方较远的距离,Solo系统也完全能够实现接
触测量。
4. 测头形式多样化测头形式多样化::标准配备的红宝石测头及测针、尖针、弯针及测针加长杆等,总
计7 个测头,保证了测量方式的灵活多样。
5. 专业测量模块专业测量模块,,自动采集自动采集、、生成报告:Solo 系统配备的PowerInspect 软件拥有开
放式的平台并能与多种三维软件兼容,实现自动数据采集和生成报告。
作为一台具有良好的便携性和出色的隐藏点测量能力的大尺寸、高精度坐标测量系统,迈卓诺光笔测量仪完全能够满足上述车架测量的条件。
自从问世以来,迈卓诺光笔测量仪广泛应用于各种大型、重型制造行业,包括有机车车辆、造船、大型铸、锻造,大型模具制造、工程机械,发电设备等行业。
凡是有大尺寸测量需求的地方,迈卓诺的测量系统都可以一显身手。