模具供应商现场评审表
- 格式:xls
- 大小:47.50 KB
- 文档页数:6


模具验收协议项目名称:甲方:乙方:(甲方)(乙方)签字:签字:日期:日期:(一)模具委托加工信息委托加工模具清单模具交付地:(二)模具要求A 产品要求1.乙方根据甲方提供的数据为依据进行模具开发制作,同时乙方配合甲方进行产品的装配调整,最终通过甲方认可。
2.对表面有皮纹或喷砂的产品,必须符合最终客户提供的标准要求。
3.在乙方进行模具初步审核时,分型线必须得到甲方认可,同时分型线处的模具滑块必须配合良好,出现的分型线必须小于-——0.05mm均可。
4.乙方应参与甲方产品的设计优化,模具可行性分析并及时反馈修改意见。
5.乙方提交的设计方案(产品,模具)必须得到甲方的认可批准。
6.对于产品不许出现顶白,拉伤或由于模具冷却不好出现的缩痕,变形后收缩或因浇口设置问题出现的冷料,熔体流动分布不均,熔接痕等问题。
B模具与设备接口要求1.模具模板尺寸要求:见甲方提供的设备数据。
2.模具浇口定位环要求:见甲方提供的数据。
3. 模具接头要求:见甲方提供的设备数据。
(1)水管和油管接头(2)热流道电源接头(3)热电偶接头型号(4)上下模滑块接头C模具材料制造的模具必须满足大批量生产的能力(如模具在正常维修和保养的状态下,应不小于采购信息中模具使用寿命要求)钢材满足模具使用寿命要求。
D模具的抽芯及顶出1.大型模具顶出系统必须采用液压油缸系统。
2.顶针(顶块)顶出复位顺畅,且有防转措施,顶出复位弹簧。
3.油缸轴和相应的连接件必须做好防转措施,以便防止在使用过程中螺纹退出。
4.模具有机械式滑块必须有复位措施。
5.大型模具的顶出及抽芯必须采用位置控制,但不得采用油缸上的磁性信号来控制顶出或抽芯位置,顶出控制至少需在顶出的对角位置安装信号开关。
6.模具应保证在不使用脱模剂的情况下顺利脱模,且机械取件方便,注塑出的产品外观不能因模具问题而产生飞边,缩痕,熔接痕,表面波纹,翘曲变形,顶白等缺陷,产品表面无因强制脱模产生的拉白现象。

模具订单评审表模板客户名称:模具名称:模具编号:物料编号:T1时间: 年 月 日MP 时间: 年 月 日模具类别:□精密 □普通 □经济 模具寿命: 万次 型腔数量:个成形周期: 秒缩水率: ‰(千分之)成形材料:产品主壁厚: mm 共有 处需斜顶出模 □有换款( )款 □无换款 □预留换款产品外观:□喷涂 □罩光 □电镀 □电铸 □高光 □覆膜 □皮纹 □免喷涂 □模具结构:□二板□三板 □气辅 □倒装□双色□机械手取件 □模内嵌入 IML□模内贴膜 IMD □□压缩定模芯钢料:动模芯钢料:斜顶钢料:推方钢料:模架类别:□全精加工□半精加工□粗框□浇口形式:□侧进胶 □搭底进胶 □牛角潜筋 □大水口□潜伏式 □点水口□牛角潜面 □斜顶出浇口□其他流道: □普通,数量 点 □热流道,数量 点,品牌:标准件: □常规□其他油缸:□常规□其他客户项目工程师:电话:模厂项目工程师:客户产品工程师:电话:模具设计师:要求节点时间 年 月 日 调整节点 月 日调整说明项目启动模流分析完成模架完整图订料单截止2D 图纸完成3D 图纸完成钢料回厂模架回厂热流道回厂所有加工截止 模具组立完成T1 MP年 月 日评审 工程: 制造:商务:采购: 批准:项目: 品质:备注:。
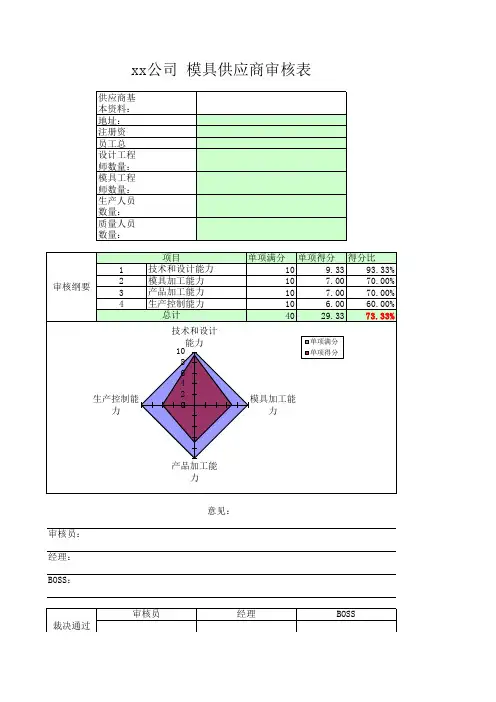
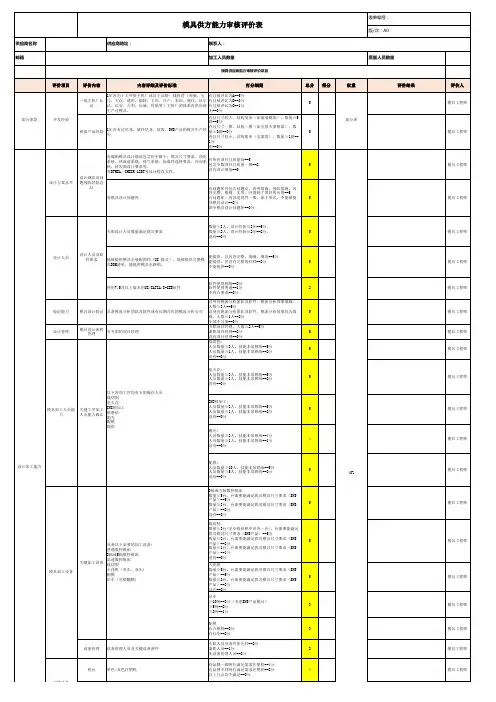
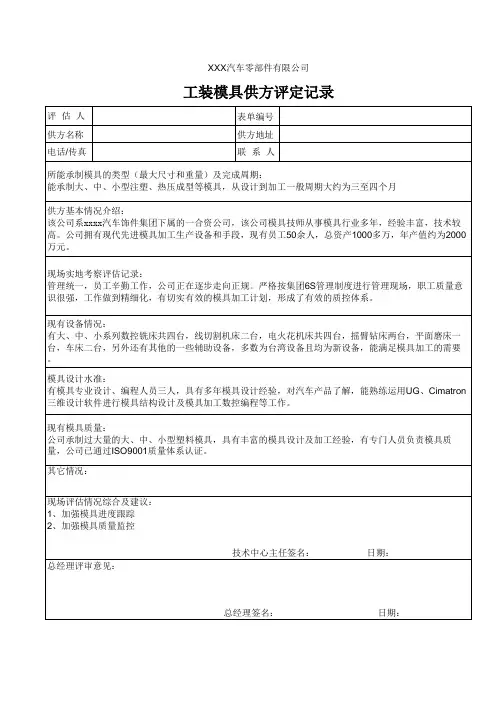
模具供应商现场评审基本信息模具供应商名称模具供应商地址企业性质主要股东上年的销售额固定资产(钣金模具占销售比例)员工人数技术人员数量联系人电话传真邮件模具主要客户:综合评价:评价人员评价时间模具供应商主要评价项目设计开发能力评审项目分数评价简述有完整的模具设计流程,详细规定了设计方案的审批程序有3D 设计软件 CATIA/UG/I-GES。
(CAD/CAE/CAM等).掌握模流分析、冷却(加热)分析、预变形分析技术有本公司自己的模具设计规范及相关客户需求(客户标准)有大型、复杂结构模具设计经验及主要应用技术或主要模具类型(例如仪表板、门板、双色、低压等)有适合的产品分析,模具设计人员及模具设计结构评审人员成立专家小组进行模具设计方案的评审工作并严格执行对于模具制造经验进行积累,并加以推广。
FMEA的积累和利用模具设计周期适合,可以确保后续工作顺利进行有国内外先进技术支持(专利或发明;新产品新技术应用)公司定期为设计人员授课,传授先进技术,提高业务素质评审项目分数简述加工中心的设备能力及加工精良性较高,(是否有五轴的 CNC、高速铣)电火花设备的加工能力和先进性线切割设备的加工能力和先进性,是否有慢走丝有合适的配模设备有大型深孔钻(五轴深孔钻),可以制造型腔较深的模具水路有适合的检验、检测设备,对模具制造尺寸及制造精度进行控制(三坐标等)。
提供模具及产品的检测报告是否有相应的适合设备,可以进行试模工作,或购买计划。
制定设备保养定期计划,并按照要求进行保养(保养项目要全面)制造加工过程评审项目分数简述有明确的模具制造过程管理流程,整个模具制造过程管理受控。
制造过程按照严格按照流程进行管理和监控。
(生产计划执行情况)加工工艺文件要求明确,并被有效执行现场开展5S管理,对于工具、半成品进行管理设备日常点检、对于刀具、电极等专用加工工具进行管理。
对于拖期和偏差制造进行管理,并记录入FMEA中进行再发生防止管理有模具调试的流程,并规定对调试情况的管理。