第七章 注射模塑
- 格式:ppt
- 大小:2.38 MB
- 文档页数:91
国家开放大学《模具设计制造》形成性考核1-3参考答案题目顺序随机,下载后利用查找功能完成学习任务形成性考核11.冲压排样图上必须标注的尺寸是()。
A.冲压设备尺寸B.工件尺寸和冲裁件尺寸精度C.冲压模具间隙D.端距2.按照推出动作,推出机构可分为一次推出机构、二次推出机构和()。
A.联合推出机构B.双推出机构C.延迟式推出机构D.定模设置推出机构3.拉深时出现的危险截面是指()的断面。
A.位于凹模圆角部位B.位于凸模圆角部位C.凸缘部位4.冲裁模的间隙应当()模具导向件的间隙。
A.小于B.等于C.大于D.小于等于5.影响拉深系数的因素较多,其中()拉深系数值就可随之减少。
A.材料的相对厚度(t/D)*100大B.屈强比大C.凹模圆角半径小D.板厚方向性系数小6.带球头拉料杆的冷料穴一般用于()的模具。
A.推杆推出B.推管推出C.推件板推出D.推块7.为了避免弯裂,则弯曲线方向与材料纤维方向()。
A.垂直B.平行C.重合8.相对弯曲半径r/t表示()。
A.材料的弯曲变形极限B.零件的弯曲变形程度C.弯曲难易程度9.板料弯曲时,由于中性层两侧的应变方向相反,当弯曲载荷卸去后,中性层两侧的弹性回复称为()A.变形B.回弹C.压弯10.对T形件,为提高材料的利用率,应采用()。
A.多排B.直对排C.斜对排11.落料时,其刃口尺寸计算原则是先确定()。
A.凹模刃口尺寸B.凸模刃口尺寸C.凸、凹模尺寸公差12.外凸凸缘翻边的极限变形程度主要受材料变形区()的限制。
A.失稳起皱B.硬化C.开裂13.下面三种弹性压料装置中,在拉深成型时,()的压料效果最好。
A.弹簧式压料装置B.橡胶式压料装置C.气垫式压料装置14.冲裁模试冲时,出现剪切断面的光亮带太宽,或出现双光亮带及毛刺,其原因是()。
A.冲裁间隙太大B.冲裁间隙太小C.冲裁间隙不均匀15.对于锥面形、半球面形和大型覆盖件的拉深,应采用哪种压边圈()。
A.弧形压边圈B.刚性压边圈C.带拉深筋的压边圈D.三者均可16.关于凸缘圆筒形件下列说法不正确的是()。
塑料注射模具一. 注射模具的基本结构注射模具均可分为动模与定模两大部分.注射时动模与定模闭合构成型腔和浇注系统,开模时动模与定模分离,取出制品.定模安装在注射机的固定模板上,是直接与喷嘴口或浇中套接触,一般为型腔组成部份,动模则安装在注射机的移动模板上,并随模板移动,达到与定模部分分开或合拢,一般抽芯和顶出机构在这个部分内.1. 模具型腔-------是模具中直接成型塑料制品的部分,它通常由凸模(成型制品内部形状),凹模(成型制品外部形状),型芯,或成型杆,镶块等组成.为保证塑料制品表面光洁美观,和容易脱模,凡与塑料接触的型腔表面,其粗糙度一般应很小,最好小于Ra0.2.2. 浇注系统-------是指塑料熔体从注射机喷嘴进入模具型腔的流道部分,由主流道,分流道,浇口,冷料穴所组成.主流道是模具中连接注射机喷嘴至分流道或型腔的一段通道.主流道顶部呈凹球面,以便与喷嘴衔接,进口直径稍大于喷嘴直径,一般为4—8毫米,以避免溢料,并沿进料方向逐渐增大,放大角度一般为3度—5度,便于流道赘物的脱模.分流道是多模腔中连接主流道和各浇口的通道.为使熔料以等速度充满各型腔,分流道在模具上应呈对称,等距离的排列分布.常见的分流道是梯形或半圆形截面,并开设在带有脱模杆的一半模具上.在满足注射工艺和加工制造要求的前提下,应尽量减少流道的截面积和长度,以减少分流道赘物.浇口是接通分流道或主流道与型腔的通道.常见的浇口有:直接浇口,侧浇口,盘形浇口,环形浇口,轮辐浇口,扇形浇口,点浇口.潜伏浇口,护耳浇口等.浇口的作用是控制料流,使从流道注入的熔料充满模腔后不倒流,便于制品与分流道分离.浇口截面积宜小不宜大,宜短不易长,浇口位置一般选定在制品最厚而又不影响外观的地方.冷料穴是设在主流道末端的一个空穴,用以捕集喷嘴端部两次注射之间所产生的冷料.从而防止分流道或浇口的堵塞,并避免因冷料进入型腔而形成制品中的内应力.冷料穴的直径一般为8-10毫米,深6毫米,为了便于脱出主流道赘物,冷料穴底部常用具有曲折钩形或下陷沟槽头的脱模杆承托.1.导向部份-----导向零件通常有导向柱,导向孔和在动模定模上分别设置互相吻合的内外锥面.有的注射模具的顶出装置为避免在顶出过程中顶出板歪斜,也设有导向零件,使顶出板保持水平运动.2.分型抽芯机构------带有外侧凹或侧孔的制品,在被顶出以前,必须先侧向分型,拔出侧向凸模或抽出侧型芯,然后方能顺利脱出.3.顶出装置-----又称脱模装置.可在开模过程中将制品从模具中顶出,或在开模中顶出制品.4.冷却加热系统-----冷却系统一般在模具内开设冷却水道,加热则在模具内部或周围安装加热组件,如电热棒,电热板,电热圈等.5.排气系统----为了在注射过程中将型腔内原有的空气排出,常在分型面处开设排气槽.但小型制品排气量不大,可直接利用分型面排气,许多模具的顶杆或型芯与模具的配合间隙均可起排气作用,故不必另外开设排气槽.6.模具安装部件-----作用有二: a .可靠地把模具安装在注射机的模板上; b. 利用安装部件调节模具厚度, 使模具厚度符合所用注射机要求.二.注射模具的分类按注射模具的总体结构特征可分为1. 单分型面注射模具也叫两(双)板式注射模具,是注射模具中最简单,最常用的一种标准结构形式的注射模具,主流道设在定模一侧,分流道设在分型面上,开模后制品连同流道凝料一起留在动模一侧.动模上设有顶出装置,用以顶出制品和流道凝料.这种模具结构简单,工作可靠,尤其是大型的盒类,壳类制品常被采用.2. 双分型面注射模具双分型面注射模具是指浇注系统和制品由不同的分型面取出者,也叫三板式注射模具.与单分型面模具相比,增加了一块可移动的中间板,也叫浇口板.该模具由固定不动的流道板,可活动并开有流道或型腔的中间板和设有顶出装置, 芯型等部件的动模板组成.启模时,中间板与固定模板和移动模板分离,制品与浇注系统冷料分别从中间板两侧取出.因此,这种注射模具有两个平行的分型面.这种模具主要用于:a .中心进料的多模腔模,便于开设流道和冷料穴;b . 中心进料的点浇口单模腔模或多模腔模,便于浇道料取出;c .制品表面进行复式点浇口注射模;d . 边缘进料的不平衡多模腔模.由于这种模具结构复杂,制造成本高,周期长,很少用于大型塑料制品上.3. 带有活动镶件的注射模具由于制品的特殊要求,模具上设有活动的螺纹型芯或侧向型芯以及哈夫滑块.启模时,这些部分不能简单地沿启模方向与制品分离,在脱模时必须连同制品一起移出模外,然后通过手工或简单工具使它与制品分离.4. 横向分型抽芯注射模具当制品有侧孔或侧凹时,在自动操作的模具里设有斜导柱或斜滑块等横向抽芯机构.在启模时,利用开模力带动侧型芯作横向移动,使其与制品分离.5. 自动卸螺纹注射模具对带有内螺纹或外螺纹的制品要求自动脱模时,在模具上设有可转动的螺纹型芯或型环.该模具用于角式注射机,主螺纹型芯由注射机开合模的丝杆带动旋转使其与制品脱离.6.定模一侧设顶出装置7. 无流道注射模具包括热流道或绝热流道注射模具,它们采用对流道进行加热或绝热(流道中冷凝的塑料外层对流道中心的熔融塑料起绝热作用)的办法来保持从喷嘴至浇口之间的塑料呈熔融状态.在每次注射以后,只需取出制品而没有浇注系统废料,大大提高了劳动生产率和减少废料的回收,同时也保证了压力在流道中的传递,这样的模具容易达到全自动操作.。
第一章塑料成型基础知识一、填空1.制备合成树脂的方法有_________和_________两种.2.塑料成型方法的种类有很多,有__________、__________及___________.3.塑料一般是由________和_________组成.4.塑料的主要成分有_______,________,________,________,________,_______.5.塑料的填充剂有_________和________.其形状有粉状,纤维状和片状.6.塑料中添加剂之一的稳定剂按其作用分为_________,__________和________.7.塑料按合成树脂的分子结构及热性能分为__________和__________两种.8.塑料的性能包括使用性能和工艺性能.使用性能体现了塑料的__________,工艺性能体现了塑料的__________.9.热固性塑料的工艺性能有______,_________,________,_________,_________.10. 热塑性塑料的工艺性能有______,_________,________,_________,_________.二、名词解释1.塑料2.聚合反应3.共聚反应4.缩聚反应5.熔体指数6.脆化温度7.熔体破裂8.玻璃态9.固化剂10.粘流态三.问答题1.塑料的主要成分是什么?2.填充剂的作用有那些?3.增塑剂和作用是什么?4.什么是牛顿流体?什么是非牛顿流体?它们有什么区别?5.何为失稳流动与熔体破裂?6.结晶对聚合物有何影响?在塑料加工过程中有那些因素影响结晶?7.何为熔合缝?它对塑件质量有何影响?8.何为残余应力?它是如何产生的?9.为什么热固性制品过热个欠熟都不好?第一章概述一、填空题1. 制备合成树脂的方法有和两种。
2. 高聚物中大分子链的空间结构有、及三种形式。
3. 塑料一般是由和组成。
4. 根据塑料的成份不同可以分为和塑料。
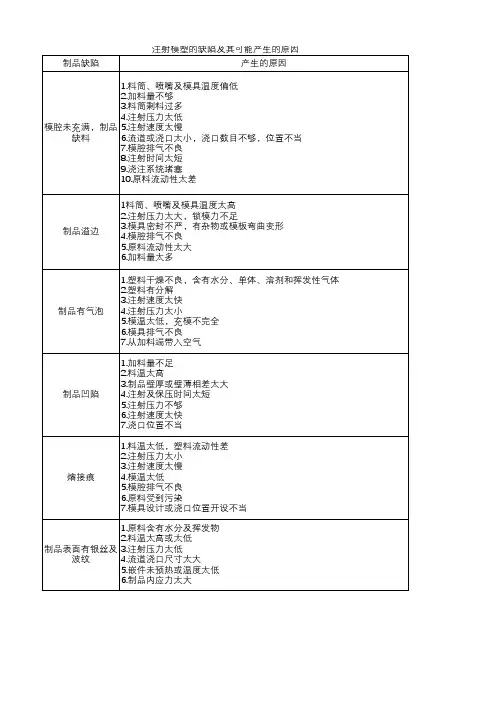
注射模塑缺点和反常现象最终集中在注塑制品的质量上反映出来。
注塑制品缺点可分成下列几点:(1)(2)(3)(4)(5)(6)(7)(8)(9)(10)(11)(12)(13)下面一1•怎样克服产品注射不足产品注料不足往往由于物料在未充满型腔之前即已固化,当然还有其它多种的原因。
⑴设备原因:料斗中断料;料斗缩颈部分或全部堵塞;加料量不够;加料控制系统操作不正常;注压机塑化容量太小;设备造成的注射周期反常。
⑵注塑条件原因:注射压力太低;在注射周期中注射压力损失太大;注射时间太短;注射全压时间太短;注射速率太慢;模腔内料流中断;充模速率不等;操作条件造成的注射周期反常。
⑶温度原因:①提高料筒温度;②提高喷嘴温度;③检查毫伏计、热电偶、电阻电热圈(或远红外加热装置)和加热系统;流道太小;浇口太小;喷嘴孔太小;浇口位置不合理;浇口数不足;冷料穴太小;排气不足;模具造成的注射周期反常;⑸物料原因:物料流动性太差。
2•怎样克服产品飞边溢料:产品溢边往往由于模子的缺陷造成,其它原因有:注射力大于锁模力、物料温度太高、排气不足、加料过量、模子上沾有异物等。
型腔和型芯未闭紧;型腔和型芯偏移;模板不平行;模板变形;模子平面落入异物;排气不足;排气孔太大;模具造成的注射周期反常。
⑵设备问题:①制品的投影面积超过了注压机的最大注射面积;②③④⑤⑥②设备造成的注射周期反常⑶注塑条件问题:①②③④⑤⑥⑦⑧⑨操作条件造成的注射周期反常。
注射模塑缺点和反常现象产品注射不足;产品溢边;产品凹痕和气泡;产品有接痕;产品发脆;塑料变色;产品有银丝、斑纹和流痕;产品浇口处混浊;产品翘曲和收缩;产品尺寸不准;产品粘贴模内;物料粘贴流道;喷嘴流涎。
一叙述其产生的原因及克服的办法。
①②③④⑤⑥①②③④⑤⑥⑦⑧④ 提高模温;⑤ 检查模温控制装置。
⑷模具原因①②③④⑤⑥⑦⑧⑴模具问题:①②③④⑤⑥⑦⑧注压机模板安装调节不正确;模具安装不正确;锁模力不能保持恒定;注压机模板不平行;拉杆变形不均;锁模力太低注射压力太大;注射时间太长;注射全压力时间太长;注射速率太快;充模速率不等;模腔内料流中断;加料量控制太大;⑷温度问题:①料筒温度太高;②喷嘴温度太高;③模温太高。

塑料注射模具设计任务书设计课题:塑料面板注射模具设计(院)系专业级别学生姓名:指导老师:起至时间:目录前言 (1)1. 设计任务分析 ...................................................... 错误!未定义书签。
2.确定成型方案 ........................................................ 错误!未定义书签。
3.明确塑料原材料参数及相关性能 ........................ 错误!未定义书签。
4.初选成型设备型号 (3)5.选择塑件分型面以及型腔数目 (5)6.设计浇注系统 ........................................................ 错误!未定义书签。
7.设计成型零部件 .................................................... 错误!未定义书签。
8.设计推出机构 ........................................................ 错误!未定义书签。
9.设计冷却系统 ........................................................ 错误!未定义书签。
10.设计斜顶 .............................................................. 错误!未定义书签。
11.设计小结............................................................... 错误!未定义书签。
12.参考资料目录 ...................................................... 错误!未定义书签。
55 几种常用塑料的注射模塑特点66 注射成型的发展Dept. Polym. Sci. & Eng., 24-Oct-131Dept. Polym. Sci. & Eng., 24-Oct-132Dept. Polym. Sci. & Eng., 24-Oct-133缺点是初期投资大。
Dept. Polym. Sci. & Eng.,24-Oct-1342.注射机的种类a.按塑化部件不同分为:螺杆式注射机、柱塞式注射机b.按动力来源分为:手工式、机械式、液压式Dept. Polym. Sci. & Eng., 24-Oct-135旋转式:模具是安放在可旋转的转盘上的。
优点是适合成型大批量小制品,生产周期短。
缺点是结构复杂,锁模力不高。
Dept. Polym. Sci. & Eng., 24-Oct-136Dept. Polym. Sci. & Eng., 24-Oct-137Dept. Polym. Sci. & Eng., 24-Oct-138整缸移体动油体整移塞动活Dept. Polym. Sci. & Eng.,24-Oct-139分流梭Dept. Polym. Sci. & Eng., 24-Oct-1310Dept. Polym. Sci. & Eng., 24-Oct-1311Dept. Polym. Sci. & Eng., 24-Oct-1312Dept. Polym. Sci. & Eng., 24-Oct-1313Dept. Polym. Sci. & Eng., 24-Oct-1314·L/D=16-20ε=2-25注射螺杆的长径比和压缩比较小。
L/D1620, 22.5Dept. Polym. Sci. & Eng., 24-Oct-1315自锁式:用于注射粘度较低的塑料。