滚刀设计
- 格式:ppt
- 大小:825.00 KB
- 文档页数:32
滚刀设计软件的开发思路与实践拙笔:社会咸菜春末夏初,东北的小伙伴们,秋裤脱了没?反正南方的MM们已经很轻凉了。
简单调皮的问候后,进入正题。
齿轮是机械行业同仁们接触最多的一类零件,几乎所有与机械相关的技术教育和技能教育的专业课程里面都有关于齿轮的内容。
然而,即便是渐开线圆柱齿轮这种最基本的齿轮类型,大家在学校学到的也只是其最简单的几种情形,毕竟所有的参数都是标准值,至于滚刀嘛,也就简单提了一下。
在齿轮行业,尤其是需要大批量使用齿轮的细分行业里,很难见到那么标准的东西。
具体说来,有非标模数的、非标压力角的、非标齿顶高系数的、非标顶隙系数的、齿顶有倒角的、齿根过渡圆弧有特殊要求的、齿面有精加工余量的、过渡曲线有沉切的、渐开线范围有要求的等等。
这就对滚刀设计质量提出了很高的要求。
滚齿加工是展成包络的过程,我们无法从工件图纸上直接读出关于刀具的全部重要细节,这些都给手工设计和经验设计增加了障碍,使得非专业的滚刀设计者无法通过简单计算、查阅齿轮手册或者在各种资料的推荐范围内取值等方法设计出出满足要求的滚刀,也无法判定刀具商提供的设计方案是否合理。
可喜的是,计算机绘图软件、程序开发软件已经大量普及,很多中青年从业人员能编写计算机程序,主流的计算机绘图软件也有供使用者进行二次开发的接口。
本人也利用VB6.0和AutoCAD做了实践,取得了预期效果,设计出了具有基本功能的滚刀设计软件。
在此将思路和大概过程分享给大家。
一、滚刀设计的输入设计齿轮滚刀首先要知道工件的必要信息以及滚刀的基本参数初设值。
具体如下:也许有小伙伴会问:上表中两个模数和两个压力角,它们一定是分别相等的,写出来不是多此一举么?而且表中的还不一样。
在此我做一个说明,在有些特殊情况下(要求更小的渐开线起始元、更大的齿面精加工余量、更高的粗加工效率等),滚刀设计需要做一下转位处理,其表现形式就是滚刀的模数和压力角与齿轮的都不相等。
本案例已经包含了这一项,详见下文。
径节制滚刀马格插刀设计及其加工工艺一工程机械齿轮滚刀设计 01.1 设计原理 01.2 参数计算 (3)1.3 设计图 (8)二马格插齿刀部分 (10)2.1 设计原理 (10)2.2 参数计算 (15)2.3 设计图 (24)三工艺设计 (26)3.1 工程机械滚齿刀加工工艺 (26)3.2 马格插齿刀工艺设计 (30)3.3 成形车刀线切割加工 (33)四设计总结 (38)4.1 设计心得 (38)4.2 未来展望 (39)参考文献 (40)一、工程机械齿轮滚刀设计1.1设计原理齿轮滚刀是加工外啮合直齿与斜齿圆柱齿轮最常用的刀具。
通常地说,滚齿的生产率比插齿高。
齿轮滚刀加工齿轮的原理,犹如一对螺旋齿轮的啮合过程。
滚刀就是具有一定切削角度的渐开线斜齿圆柱齿轮,滚刀的头数即相当于螺旋齿轮的齿数。
这种齿数极少、螺旋角很大、牙齿能绕轴线很多圈的变态斜齿圆柱齿轮,事实上质就是一个蜗杆。
基本蜗杆的螺旋表面若是渐开螺旋面,则称之渐开线基本蜗杆,而这样的滚刀称之渐开线滚刀。
用渐开线滚刀理论上能够切出正确的渐开线齿轮,但是,由于这种滚刀制造困难,生产上很少用到。
生产中大量的使用近似造型的滚刀,它们的基本蜗杆是阿基米德蜗杆或者是法向直廓蜗杆。
(一)滚刀的结构参数:(1)滚刀的外径:齿轮滚刀的外径是一个很重要的结构尺寸,其大小直接影响到其他结构参数的合理性。
滚刀外径愈大,则滚刀分圆螺纹升角愈小,因而可使滚刀的近似造型误差愈小,提搞齿形的设计精度;(2)滚刀的长度:除2m≤的II型滚刀长度略小于滚刀外径以外,其余滚刀长度均等于其外径(3)齿轮的容屑槽:λ<5º时,容屑槽滚刀的容屑槽通常做成与轴心线平行的直槽形式。
通常当fλ≤︒时,直槽滚刀并不引起被加工齿轮齿面质量有明显区别。
容屑槽滚刀的当5f容屑槽数关系到切削过程的平稳性、齿形精度与齿面光洁度,与滚刀的每次重磨后的耐用度与使用寿命。
容屑槽数越多,切削过程越平稳,滚刀耐用度越高,齿形精度与齿面光洁度也越高。


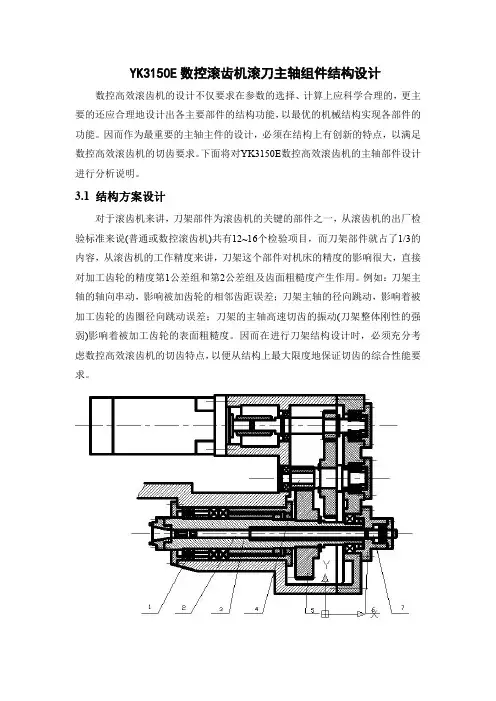
YK3150E数控滚齿机滚刀主轴组件结构设计数控高效滚齿机的设计不仅要求在参数的选择、计算上应科学合理的,更主 要的还应合理地设计出各主要部件的结构功能, 以最优的机械结构实现各部件的 功能。
因而作为最重要的主轴主件的设计,必须在结构上有创新的特点,以满足 数控高效滚齿机的切齿要求。
下面将对YK3150E数控高效滚齿机的主轴部件设计 进行分析说明。
3.1 结构方案设计对于滚齿机来讲,刀架部件为滚齿机的关键的部件之一,从滚齿机的出厂检 验标准来说(普通或数控滚齿机)共有12~16个检验项目,而刀架部件就占了1/3的 内容,从滚齿机的工作精度来讲,刀架这个部件对机床的精度的影响很大,直接 对加工齿轮的精度第1公差组和第2公差组及齿面粗糙度产生作用。
例如:刀架主 轴的轴向串动,影响被加齿轮的相邻齿距误差;刀架主轴的径向跳动,影响着被 加工齿轮的齿圈径向跳动误差;刀架的主轴高速切齿的振动(刀架整体刚性的强 弱)影响着被加工齿轮的表面粗糙度。
因而在进行刀架结构设计时,必须充分考 虑数控高效滚齿机的切齿特点, 以便从结构上最大限度地保证切齿的综合性能要 求。
1—成组轴承 2—拉杆 3—主轴 4—传动轴 5—高精度斜齿轮6—专用旋转油缸 7—油缸活塞数控滚齿机利用锥孔为 7﹕24的 BT—50 标准铣削刀杆接口模式,有利于 滚刀杆自动夹紧与放松,缩短了滚齿机辅助调整时间,通常普通滚齿机采用莫氏 5号锥度的孔径定心,且为手动的夹紧与放松方式,该锥度的标准的孔位(大端) 为Φ 47.75mm,不能为滚刀提供更大的刀杆尺寸。
在YKX3140 数控高效滚齿机 的刀杆设计中,为了确保刀架整体刚性,最小刀杆直径为Φ40mm,同时为了满 足高效强力切齿,对自动夹紧系统的设计夹紧力最低不少于20000N,以充分保 证刀杆切齿的刚性要求,而一般自动夹紧刀杆系统通常在15000N左右(普通数控 滚齿机或小规格数控滚齿机)。
刀杆的自动夹紧与放松过程为:油缸往右前推拉 杆压缩碟形弹簧时,由拉杆推动夹爪向前移动并张开,此时为松开刀杆;当油缸 往后移动时,拉杆在缩碟形弹簧恢复力作用下带动夹爪向后移动,由夹爪夹住并 拉紧刀杆。

阿基米德滚刀课程设计一、课程目标知识目标:1. 学生能理解并掌握阿基米德滚刀的基本原理,包括杠杆原理和浮力原理。
2. 学生能够运用阿基米德滚刀的原理解决实际生活中的问题,如简单机械的应用和物体浮沉条件的判断。
3. 学生能够描述阿基米德的主要贡献,并将其与古希腊科技发展联系起来。
技能目标:1. 学生通过动手制作和实验,培养观察、分析和解决问题的能力。
2. 学生在小组合作中,提高沟通协调和团队合作的能力。
3. 学生能够运用数学知识,进行简单的力量计算和图形设计。
情感态度价值观目标:1. 学生培养对科学探索的兴趣和热情,特别是对于物理学和工程学。
2. 学生在学习过程中,树立勇于尝试、不断创新的科学态度。
3. 学生通过了解阿基米德的历史背景,增强对古代文明的尊重和认识,培养文化自信。
课程性质:本课程为动手实践与理论相结合的课程,旨在通过实际操作让学生更深刻地理解理论知识。
学生特点:考虑到学生年级特点,课程设计注重趣味性和实践性,以提高学生的学习兴趣和参与度。
教学要求:课程要求学生在动手实践中学习理论知识,通过小组讨论和思考问题,达到知识的内化和技能的提升。
教师需关注每个学生的学习进度,确保课程目标的实现,并通过有效的教学评估手段对学习成果进行评价。
二、教学内容1. 理论知识:- 阿基米德生平及其贡献简介。
- 杠杆原理:包括力臂、力点、力的作用效果等基本概念。
- 浮力原理:物体在液体中的浮沉条件,以及如何计算浮力大小。
- 阿基米德滚刀的设计原理和应用实例。
2. 实践操作:- 制作简易阿基米德滚刀模型,进行实际操作。
- 设计实验,观察并记录不同条件下滚刀的运作情况。
- 通过实验,验证杠杆原理和浮力原理在实际中的应用。
3. 教学大纲:- 第一课时:介绍阿基米德生平及其贡献,导入杠杆原理的学习。
- 第二课时:学习杠杆原理,进行简单的力量计算练习。
- 第三课时:学习浮力原理,探讨物体浮沉条件。
- 第四课时:制作阿基米德滚刀模型,进行实验操作。
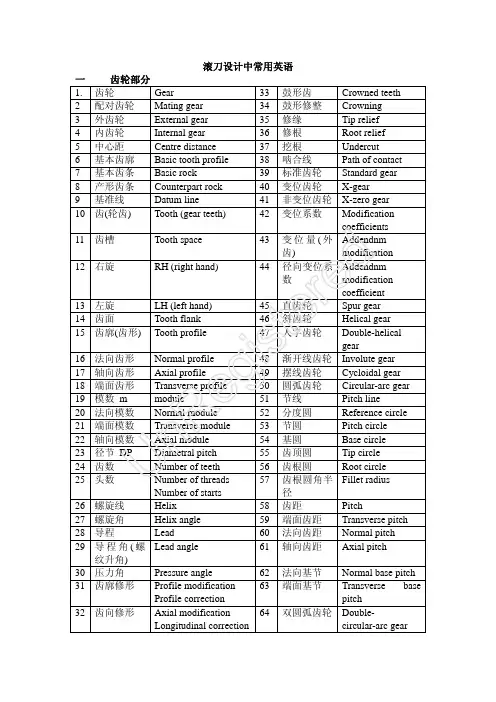
滚刀设计中常用英语一、 齿轮部分 1. 齿轮 Gear 33鼓形齿 Crowned teeth 2 配对齿轮 Mating gear 34 鼓形修整 Crowning 3 外齿轮 External gear 35 修缘 Tip relief 4 内齿轮 Internal gear 36 修根 Root relief 5 中心距 Centre distance 37 挖根 Undercut 6 基本齿廓 Basic tooth profile 38 啮合线 Path of contact 7 基本齿条 Basic rock 39 标准齿轮 Standard gear 8 产形齿条 Counterpart rock 40 变位齿轮 X-gear 9 基准线 Datum line 41 非变位齿轮 X-zero gear 10 齿(轮齿) Tooth (gear teeth) 42 变位系数 Modification coefficients 11 齿槽 Tooth space 43 变位量(外齿)Addendnm modification 12 右旋RH (right hand)44径向变位系数 Addendnm modification coefficient 13 左旋 LH (left hand) 45 直齿轮 Spur gear 14 齿面Tooth flank 46 斜齿轮 Helical gear 15 齿廓(齿形) Tooth profile 47人字齿轮Double-helical gear16 法向齿形 Normal profile 48 渐开线齿轮 Involute gear 17 轴向齿形 Axial profile49 摆线齿轮 Cycloidal gear 18 端面齿形 Transverse profile 50 圆弧齿轮 Circular-arc gear 19 模数 m module51 节线 Pitch line20 法向模数 Normal module 52 分度圆 Reference circle 21 端面模数 Transverse module 53 节圆 Pitch circle 22 轴向模数 Axial module 54 基圆 Base circle 23 径节 DP Diametral pitch 55 齿顶圆 Tip circle 24 齿数 Number of teeth 56 齿根圆 Root circle 25 头数Number of threads Number of starts57 齿根圆角半径 Fillet radius 26 螺旋线 Helix 58 齿距 Pitch27 螺旋角 Helix angle 59 端面齿距 Transverse pitch 28 导程 Lead 60 法向齿距 Normal pitch 29 导程角(螺纹升角) Lead angle 61 轴向齿距 Axial pitch30 压力角 Pressure angle 62 法向基节 Normal base pitch 31 齿廓修形 Profile modificationProfile correction63 端面基节Transverse base pitch32齿向修形 Axial modificationLongitudinal correction64双圆弧齿轮 Double-circular-arc gearUn Re gi st er ed65 公法线长度 Base tangent length 94 基圆螺旋角 Base helix angle66 分度圆直径 Reference diameter 95 基圆导程角 Base lead angle 67 节圆直径 Pitch diameter 96 顶隙 Bottom clearance 68 基圆直径 Base diameter 97 圆周侧隙 Circumferential backlash69 顶圆直径 Tip diameter 98 法向侧隙 Normal backlash 70 根圆直径 Root diameter 99径向侧隙 Radial backlash 71 全齿高 Tooth depth 100 渐开线 Involute 72 工作高度 Working depth 101 蜗杆 worm 73 齿顶高 Addendum 102 蜗轮 Worm wheel 74 齿根高 Dedendum 103 圆柱蜗杆 Cylindrical worm 75弦齿高Chordal height104阿基米德蜗杆(ZA)Straight sided axial worm ,ZA- worm 76 固定齿高 Constant chordal height 105 渐开线蜗杆 (ZI)Involute helicoid worm ,ZI - worm 77 齿宽 facewidth 106 法向直廓蜗杆(ZN) Straight sided norma worm ,ZN 78 齿厚 Tooth thickness107锥面包络圆柱蜗杆(ZK) Milled helicoid worm ,ZK - worm , 79 法向齿厚Normal tooth thickness 108圆弧圆柱蜗杆(ZC) Arc-contact worm , Hollow flank worm ,ZC - worm 80 端面齿厚Transverse tooth thickness81 端面基圆齿厚 Transverse base thickness成品公法线长Final WK 82 法向基圆齿厚Normal base thickness成品渐开线起始圆直径 Form Diameter 83 弦齿厚(端面弦齿厚) Transverse chordal tooth thickness不,超出 Out of 84 法向弦齿厚 Normal chordal tooth thickness渐开线起始圆直径 TIF 85 固定弦齿厚 Constant chord 86 槽宽(端面齿槽宽)Transverse spacewidth87 法向齿槽宽 Normal spacewidth 88 压力角 Pressure angle 89 齿形角 Normal pressure angle 90 法向压力角 Normal pressure angle 91 任意点 At a point 92 端面压力角 Transverse pressure angle93 啮合角 Working pressure angleUn Re gi st er ed二、滚刀部分 1 滚刀 Hob 35 倒棱滚刀 Chamfering hob 2 齿轮滚刀 Gear hob36 铲齿滚刀 Form-relieved hob 3 小模数齿轮滚刀Fine pitch gear hob 37 圆弧齿轮滚刀Circular-arc gear hob4 单头滚刀 Single thread hob , Single start hob38 硬质合金滚刀Carbide hob5 多头滚刀 Multiple thread hob , Multiple start hob 39 尖齿滚刀Profile relieved hob6 右旋滚刀 Right hand hob 40 双头滚刀 Double thread hob 7、 左旋滚刀 Left hand hob 41 摆线滚刀 Cycloidal gear hob 8 直槽滚刀 Straight gash hob 42 定装滚刀 Single position hob 9 斜槽滚刀 Helical gash hob 43 标准滚刀 Standard hob 10 整体滚刀 Solid hob44 定装滚刀 Single position hob 11镶片滚刀Inserted blade hob , Clamped blade hob 45 滚柱链轮滚刀 Roller chain sprocket hob 12 孔式滚刀 Arbor type hob , Shell type hob 46 无声链轮滚刀 Silent chain sprocket hob 13 杆式滚刀 Shank type hob 47 齿顶 Top 14 圆磨法滚刀 Built-up hob 48 齿根 Root 15 铲磨法滚刀 Ground hob 49 齿面 Tooth flank 16 不铲磨滚刀 Unground hob 50 顶刃 Top cutting edge 17 组合式滚刀 Multi-section hob 51 右齿面 R. tooth flank 18 前角滚刀 Raked hob 52 左齿面 L. tooth flank 19 切顶滚刀 Topping hob53 齿顶圆弧 Tip radius 20 半切顶滚刀 Semi- topping hob 54 齿顶全圆弧 Full top radius 21 不切顶滚刀 No-topping hob55 切入齿高 Cutting drpth 22 凸角滚刀 Protuberance type hob 56 基本齿廓 Basic tooth profile 23 修缘滚刀Modified tooth profile hob57 凸角 Protuberance 24 特形滚刀Hob for special profile 58 触角 Lug25 粗切滚刀 Roughing hob 59 前面偏位 Rake offset 26 精切滚刀 Finishing hob 60 铲背量 Cam rise27 剃前滚刀 Pre-shaving hob 61 螺纹升角 Tooth lead angle 28 磨前滚刀 Pre-grinding hob 62 槽数 Number of gashes 29 花键滚刀 Spline hob63 齿根圆弧 Fillet radius30 蜗轮滚刀 Worm wheel hob 64 产形螺旋面 generating helicoid 31 链轮滚刀 Sprocket hob65 铲齿 Relief 32 带轮滚刀 Timing pulley hob 66 前角 Rake angle33渐开线花键滚刀Involute spline hob67切削锥 Starting protion of a hob34 矩形花键滚刀 Straight sided spline hob68头数Number of threads Number of startsUn Re gi st er ed69 齿高Tooth depth 70 全齿高 Whole depth 71 上齿高 Addendum depth 72 下齿高 Dedendum depth73 工作齿高 Working depth of tooth 74 法向齿形 Normal profile 75 轴向齿形 Axial profile 76 节线 Pitch line 77 法向齿距 Normal pitch 78 轴向齿距Axial pitch80 材料、硬度 Material 、 Hardness81 孔径Bore diameter 82轴台径向跳动Radial run-out on hub dia.83 轴台端面跳动Axial run-out on hub face84 刀齿径向跳动Radial run-out on teeth tips85 刀齿前面径向性Radial alignment of gashover cutting depth 86 容屑槽等分误差Adjacent gashspacing error 87 容屑槽等分累积误差Accumulativegash spacing error 88 齿前面与内孔轴线平行度Gash lead erroe (Straightgash hob only )89 齿形误差Tooth profile error 90 齿厚偏差Tooth thickness error 91 全齿高偏差 whole depth error92 齿距偏差Single pitch error 93 三亇齿距的累积误差 Three pitches errorUn Re gi st er ed。
诚信声明本人郑重声明:本论文及其研究工作是本人在指导教师的指导下独立完成的,在完成论文时所利用的一切资料均已在参考文献中列出。
本人签名:2015年06月1日毕业设计任务书设计题目:齿轮滚刀的设计与加工工艺系部:机械工程系专业:机械设计制造及其自动化学号:学生:指导教师(含职称):(高工)1.课题意义及目标学生应通过本次毕业设计,综合运用所学过的基础理论知识,深入了解齿轮滚刀的设计及工艺设计掌握设计思路及思想,为以后的工作需要打好基础。
2.主要任务(1)根据参考文献资料,了解齿轮滚刀的研究目的意义,完成开题报告。
(2)广泛阅读相关文献,制定滚刀设计方案(包括滚刀的参数确定、尺寸计算、强度校核、加工工艺设计等。
)(3)对齿轮滚刀进行设计计算及加工工艺设计。
(4)绘制图纸及工艺卡片以及设计说明书。
(5)撰写毕业论文。
3.主要参考资料【1】四川省机械工业局编,复杂刀具设计手册,机械工业出版社,,1979【2】杨黎民等编,刀具设计手册,兵器工业出版社,1999【3】孟少农主编,机械加工工艺手册,机械工业出版社,19924.进度安排设计各阶段名称起止日期1查阅文献,了解研究目的意义,完成开题报告2014.12.01至2014.12.31 2广泛阅读相关文献,制定滚刀设计方案2015.01.01至2015.03.10 3对齿轮滚刀参数的确定和尺寸及工艺等设计2015.03.11至2015.04.30 4齿轮滚刀的图纸绘制及工艺卡片2015.05.01至2015.05.15 5撰写毕业论文,准备答辩2015.05.16至2015.06.10齿轮滚刀的设计与加工工艺摘要:齿轮滚刀是常用的加工外啮合直齿和斜齿圆柱齿轮的刀具。
加工时,齿轮滚刀相当于一个有很大螺旋角的螺旋齿轮,其齿数就是滚刀的头数,工件相当于另一个螺旋齿轮,互相按照一对螺旋齿轮做空间啮合,以固定的速比旋转,由依次切削的各相邻位置的刀齿齿形包络成齿轮的齿形。
图1 自制普通滚刀进口多头斜槽滚刀图3 进口小径多槽加长整体镀层滚刀图5 加工台阶轴或双联齿整体滚刀轴向进给运动分齿运动及附加运动切削运动二、齿轮滚刀的工作原理图8 啮合关系图图图10 棱度和波动图三、齿轮滚刀的构造和规格1.滚刀的基本蜗杆齿轮滚刀相当于一个齿数很少、螺旋角很大,而且轮齿很长的斜齿圆柱齿轮。
因此,其外形就像一个蜗杆。
为了使这个蜗杆能起到切削作用,需在其上开出几个容屑槽(直槽或螺旋槽),形成很多较短的刀齿,因此而产生前刀面和切削刃。
每个刀齿有两个侧刃和一个顶刃。
同时,对齿顶后刀面和齿侧后刀面进行了铲齿加工,从11而产生了后角。
但是,滚刀的切削刃必须保持在蜗杆的螺旋面上,这个蜗杆就是“滚刀的产形蜗杆”,也称为“滚刀的基本蜗杆”(见图11)。
一共有三种基本形式(1)渐开线蜗杆(2)法向直廓蜗杆(3)阿基米德螺线蜗杆图13 16 槽滚刀的理论包絡齿形(1)轴向进刀(2)径向进刀(3)对角进刀图15 切削方式:(2)逆铣(1)顺铣根据滚刀进给方向相对于旋转方向的不同,分为逆铣和顺铣两种铣削方式图17 滚刀与工件相对位置及运动方向否则会影响加工精度,甚至发生打坏滚刀事故。
上图是滚刀与工件相对位置及运动方向,处端图18 滚刀的安装校正,如图所示。
齿轮的模数、压力角和精度等级及工艺要求,选择相应的滚刀。
滚刀安装好后必须检查滚刀轴台径向圆跳动,其跳动误,且要求两轴台径向圆跳动方向一致。
当滚刀径向跳动量不太大时,可松开刀杆螺母,转动滚刀螺母,可检查。
图17滚刀与工件相对位置及运动方向返回。
齿轮滚刀设计计算滚刀图号D51-0408按《齿轮刀具设计》范被加工齿轮图号中间轴二档设计日期A、被加工齿轮原始参数序号名称符号数值1法向模数mn 2.5或法向径节Dp2.52齿数Z1223分圆法向压力角αn202020αn0.34906585Invαn0.0149043844分圆螺旋角β131.5436旋向左旋55283310.90.0131.910.5569345645分圆直径d164.7916分圆法向弧齿厚s1 4.021或公法线尺寸W40.490跨齿数n6法向变位系数x1s1 4.021端面变位系数xt10.0447齿顶圆直径da170.6齿根圆直径df158.400或齿全高h 5.0008全齿高h 6.1009齿根圆直径df158.4齿轮中心距A69.5B、共轭齿轮参数10齿轮齿数z22511齿轮分圆直径d273.62612齿轮顶圆直径da279齿轮法向变位系数x20齿轮端面变位系数xt20C、齿轮的辅助参数13端面模数mt 2.945 14分圆端面压力角αt0.405055746Invαt0.023709771 15基圆直径db159.548 16共轭齿轮基圆直径db267.669齿轮副啮合角Invαt120.023709771αt120.40504650.40505570.4050557αt120.405055746共轭齿轮的啮合角αt'0.414716282 17齿轮副的中心距a69.500 18齿轮副的端面有效啮合线长度l11.958 19齿轮端面齿形的最小曲率半径ρ1min7.620最小曲率半径处的直径df161.46820齿轮基圆螺旋角βb10.519802615 21齿轮径向间隙c'0.320齿轮的法向基节tn17.380齿顶圆端面压力角αtda10.567100794Invαtda10.069785015齿顶圆螺旋角βa10.678512853分圆端面弧齿厚st1 4.737齿顶圆端面弧齿厚stda1 1.90858956齿轮齿顶圆法向弧齿厚snda1 1.486 D、滚刀基本尺寸滚刀精度等级A滚刀外径da080孔径di32全长L80容屑槽型式直槽54961圆周齿数zk14螺旋头数z01螺旋旋向左旋前角γ0后角αe12铲背量K 3.82K 4.0K1 6.0K0.0K10.0铲背量(取标准值)K 4.0第二铲背量K1 6.0验算侧后角αc0.0749829874.29620867940.1777252080.0046351254.1746齿顶高ha0 3.196齿根高hf0 3.529齿全高h0 6.725容屑槽深度H12.7槽低半径r 1.2容屑槽角θ25节圆直径d072.809节圆螺旋升角λ00.0343433051.96772643710.5806358620.0003815171.5803容屑槽螺旋角βk0容屑槽导程Pk∞法向齿距p0n7.854轴向齿距p0x7.859法向齿厚s0n 3.833轴向齿厚s0x 3.835齿顶圆角半径rc0.75齿根圆角半径rc'0.5齿顶宽(无留剃凸角) 1.508齿顶全圆弧时圆角半径(无凸角)rc 1.077轴向齿形角α00.34925546620.0108642200.0065185210.00391111320.0039修缘刃轴向齿形角αc00.39028857922.36188837220.2171330220.00427981322.2142E、留剃齿顶凸角尺寸齿厚留剃量△0滚刀节线到留剃凸角起点的高度△h' 2.028滚刀齿顶到留剃凸角起点的高度△h 1.168凸角高度(目标值)△1'0有凸角时滚刀齿顶宽度 1.507628873双圆角计算倒角圆角半径(有凸角、双圆角)rc0.754圆弧起点到齿顶的高度0.495860404中间计算数据A0.414中间计算数据B0.952997691中间计算数据C 1.039013315中间计算数据0.409765863中间计算数据0.811774997凸角斜线齿形角0.34925546620.0108642200.0065185210.003911113凸角斜线齿形角20.0039全圆角齿顶全圆弧时圆角半径(有凸角)rc 1.077圆弧起点到齿顶的高度0.708304964中间计算数据A0.090975867中间计算数据B 1.179092077中间计算数据C 1.182596607中间计算数据0.077004991中间计算数据 1.14453587凸角斜线齿形角0.34925546620.0108642200.0065185210.003911113凸角斜线齿形角20.0039 F、齿顶修缘计算齿轮的修缘高度(剃后)C1 1.43齿轮的(法向)修缘量(剃后要求)C20.2修缘渐开线的分圆法向压力角αn222.350.390081088修缘渐开线的分圆端面压力角αt20.451044586Invαt20.033299463修缘渐开线的基圆直径dbc58.31166507修缘起点处的直径dc67.74基本渐开线在修缘起点的端面压力角αtc10.496882055Invαtc10.045378821修缘起点处的螺旋角βc0.577096397修缘起点处的端面弧齿厚stc 3.485修缘起点处的法向弧齿厚snc 2.920修缘渐开线顶圆的端面压力角αtda20.598921211Invαtda20.083633056修缘渐开线在起点处的端面压力角αtc20.533925728Invαtc20.057276895修缘渐开线顶圆的端面弧齿厚stda2 1.771修缘渐开线顶圆的端面弧齿厚snda2 1.379齿轮的(法向)周向修缘量(实际)C2'0.054滚刀修缘起点到节线的高度hc' 1.346滚刀齿根槽宽Sfco 1.25轮刀具设计》范例格式2013-4-12 15:03输入:度.分秒格式输入:度.分秒格式输入:直齿、左旋、右旋输入:直槽、螺旋槽OK输出:度分秒格式输出:度分秒格式输出:度分秒格式输出:度分秒格式输出:度分秒格式注:基本渐开线表示1,修缘渐开线表示2验算:与要求的是否相符,如不符合,调整αn2尽量大于0.5,如不符,可减小修缘角。
滚刀是一种用于加工螺纹的工具,它通常由切削刃、齿轮、轴承、轴等部分组成。
下面是滚刀的结构和设计方法的介绍:
1.滚刀的结构
滚刀的结构主要包括切削刃、齿轮、轴承、轴等部分。
切削刃是滚刀的主要部分,它负责将工件上的材料切削成所需的形状和尺寸。
齿轮是滚刀的传动部分,它通过与驱动轴啮合来转动滚刀。
轴承是支撑滚刀和减小摩擦的重要部件,它可以保证滚刀的稳定性和精度。
轴是连接滚刀和机床的部件,它可以传递动力和控制滚刀的位置和方向。
2.滚刀的设计方法
滚刀的设计方法主要包括以下几个步骤:
(1)确定滚刀的基本参数,包括滚刀的尺寸、形状、材料、切削角度等。
(2)根据工件的要求,计算出滚刀的切削参数,包括切削速度、进给量、切削深度等。
(3)根据计算结果,绘制出滚刀的三维模型。
(4)对滚刀进行模拟仿真,检验其性能和稳定性。
(5)制造出滚刀样品,并进行实际测试和验证。
(6)根据测试结果,对滚刀进行调整和优化,直至达到预期效果。
总的来说,滚刀的设计方法需要考虑多个因素,包括工件的要求、滚刀的结构和材料、切削参数等。
通过合理的设计和优化,滚刀可以实现高效、稳定、精确的切削加工。