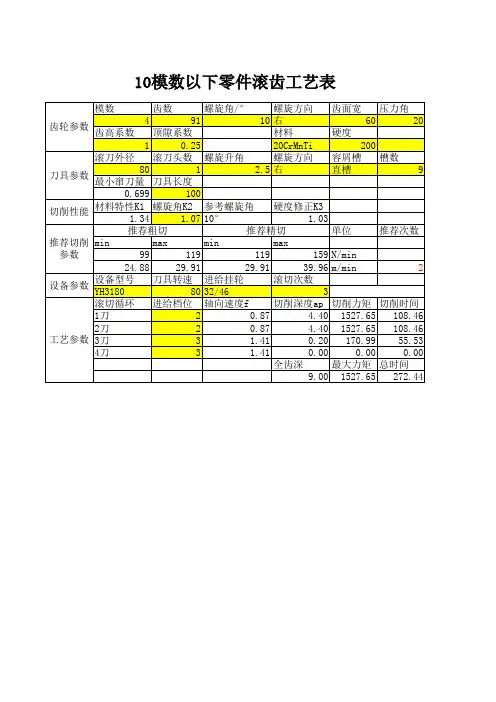
滚刀设计参数与工艺参数选择
- 格式:ppt
- 大小:30.55 MB
- 文档页数:54
花键滚齿刀加工工艺研究引言:花键滚齿刀是一种应用广泛的刀具,常用于齿轮零件的加工中。
本文旨在对花键滚齿刀的加工工艺进行深入研究,探讨适合花键滚齿刀加工的工艺参数,以提高加工效率和产品质量。
一、花键滚齿刀的概述花键滚齿刀是一种用于齿轮加工的切削刀具,广泛应用于传动装置、机械制造和汽车工业等领域。
其具有高效、精准、耐磨等特点,能够提高齿轮的传动性能和使用寿命。
二、花键滚齿刀的加工原理花键滚齿刀的加工原理是通过切削刀具与工件的相对旋转及应力作用,将刀具的切削齿轮花键加工到工件表面上。
其加工精度与齿轮的模数、齿数、齿厚等参数密切相关。
三、花键滚齿刀的工艺参数1. 刀具的选择:要根据工件的材料以及加工要求选取合适的花键滚齿刀,包括刀具的直径、齿数、齿面等参数。
2. 花键滚刀的角度:花键滚齿刀的角度决定了加工出的花键的形状和尺寸,需根据实际使用需求进行调整。
3. 进给速度:进给速度对花键滚齿刀的加工效率和加工质量有着重要影响,需根据工件的材料硬度和刀具材料选择合适的进给速度。
4. 刀具磨损监测:花键滚齿刀使用过程中会有一定的磨损,监测磨损情况可以及时更换刀具,保证加工质量。
四、花键滚齿刀的加工工艺优化1. 材料选择:根据工件的材料选择合适的刀具材料,以提高切削性能和耐磨性。
2. 刀具涂层:合理选择刀具涂层,增强刀具的抗磨损性能和使用寿命。
3. 表面处理:对工件进行适当的表面处理,以提高花键滚齿刀的加工精度和表面质量。
4. 加工模拟:通过虚拟仿真软件对花键滚齿刀的加工过程进行模拟分析,优化刀具的设计和工艺参数。
五、花键滚齿刀加工工艺的应用案例以某汽车发动机的花键滚齿刀加工为例,通过优化加工工艺参数和刀具设计,使得花键滚齿刀的加工效率提高了20%,产品质量得到了显著改善。
六、结论花键滚齿刀加工工艺的研究对于提高齿轮加工的效率和质量具有重要意义。
通过选择合适的切削刀具、优化工艺参数以及加工工艺的优化,可以提高花键滚齿刀的加工效率和产品质量,满足工业生产的需求。

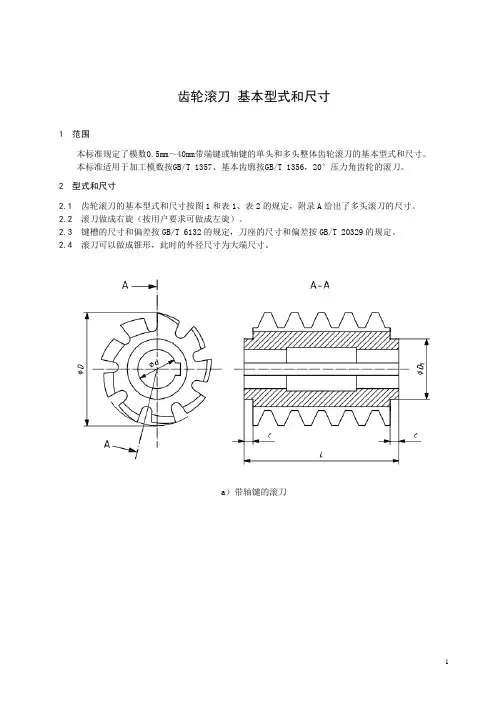
齿轮滚刀基本型式和尺寸1 范围本标准规定了模数0.5mm~40mm带端键或轴键的单头和多头整体齿轮滚刀的基本型式和尺寸。
本标准适用于加工模数按GB/T 1357、基本齿廓按GB/T 1356,20°压力角齿轮的滚刀。
2 型式和尺寸2.1 齿轮滚刀的基本型式和尺寸按图1和表1、表2的规定,附录A给出了多头滚刀的尺寸。
2.2 滚刀做成右旋(按用户要求可做成左旋)。
2.3 键槽的尺寸和偏差按GB/T 6132的规定,刀座的尺寸和偏差按GB/T 20329的规定。
2.4 滚刀可以做成锥形,此时的外径尺寸为大端尺寸。
a)带轴键的滚刀b)带端键的滚刀 图1 齿轮滚刀的尺寸类型b模数m轴台直径D 1mm外 径D amm孔 径d bmm参 考系列总长L a mm总长L 0a mm最小轴台长度cmm常用容屑槽数量Ⅰ Ⅱ 10.5 — 由制造商自行定制24810—112— 0.55 0.6— — 0.7 — 0.75 120.8 — — 0.9 1.0 — 20.5 — 32102030— 0.55 0.6 — —0.7 — 0.75 0.8 — — 0.9 1.0 — —1.125表 2 单头齿轮滚刀的尺寸3 标记示例模数m=2的小孔径齿轮滚刀标记为小孔径齿轮滚刀 m2 GB/T 6083—xxxx 模数m=2的带端键齿轮滚刀标记为端键齿轮滚刀 m2 GB/T 6083—xxxx 模数m=2的带轴键齿轮滚刀标记为轴键齿轮滚刀 m2 GB/T 6083—xxxx 对于附录A中的多头滚刀,制造商自行作标记。
附录A(资料性附录)多头齿轮滚刀A.1 小孔径多头齿轮滚刀见表A1。
A.2多头齿轮滚刀见表A2。
阿基米德蜗轮滚刀设计说明书系部:机械工程系专业:机械设计与制造班级:Z120255学号:Z********姓名:***日期:2014年5月蜗轮滚刀设计[原始条件]已知工作的蜗杆的轴向模数:mx =5mm ;蜗轮头数:z 1 =2;蜗杆分度圆直径:d 1=50mm; 蜗杆外径:d a1=60mm; 蜗杆根圆直径:d f1=38mm ;蜗杆轴向齿形角:αx1=20o ;分圆柱上螺旋升角:λ=11o 18′36";轴向齿距p x1=15.708;导程:p x1=z 1p x1=31.416mm;蜗杆螺牙部分长度:L 1=80mm ;蜗杆类型:阿基米德蜗杆;蜗杆材料:40C r ,表面淬火45--50HRC 。
已知蜗轮齿数:z 2=50;蜗轮精度等级:8级;蜗轮副的啮合中心距:a 12=150㎜;蜗轮的顶隙:c=0.2mx=1.0㎜;蜗轮副保证侧隙类别:j n ;蜗杆的装配方式:径向;蜗轮材料:ZCuSn10Pb1;使用滚齿机:Y3150E 。
[设计步骤](括号内为精度)蜗轮滚刀处于工作蜗杆的位置与被被切蜗轮啮合,所以蜗轮滚刀的参数应与工作蜗杆相同,即滚刀轴向模数:m x0=5mm ;滚刀头数:z 0=2;滚刀分度圆直径:d 0=50mm ;分圆柱上螺旋升角:λ0=11018′36";轴向齿距:p x0=31.416mm ;根圆直径:d f0=38;螺旋方向:右旋;蜗杆类型:阿基米德蜗杆。
其它参数如下:1 蜗轮滚刀外径d a0(0.1) d a0=d a1+2(C+Δ) =[60+2(0.5+1)*5 =63mm其中Δ——备磨量。
一般取Δ=0.1m xo C ——蜗轮副的顶隙,C=0.2m x0 2圆周齿数z k采用径向进给加工时,应使z k 与z 0无公因数,以增加包络蜗轮齿面的刀刃数。
同时应考虑蜗轮精度等级,加工6级精度蜗轮z k ≥12;加工7级精度蜗轮z k ≥10;加工8级精度蜗轮z k ≥8;加工9级精度蜗轮z k ≥6。
诚信声明本人郑重声明:本论文及其研究工作是本人在指导教师的指导下独立完成的,在完成论文时所利用的一切资料均已在参考文献中列出。
本人签名:2015年06月1日毕业设计任务书设计题目:齿轮滚刀的设计与加工工艺系部:机械工程系专业:机械设计制造及其自动化学号:学生:指导教师(含职称):(高工)1.课题意义及目标学生应通过本次毕业设计,综合运用所学过的基础理论知识,深入了解齿轮滚刀的设计及工艺设计掌握设计思路及思想,为以后的工作需要打好基础。
2.主要任务(1)根据参考文献资料,了解齿轮滚刀的研究目的意义,完成开题报告。
(2)广泛阅读相关文献,制定滚刀设计方案(包括滚刀的参数确定、尺寸计算、强度校核、加工工艺设计等。
)(3)对齿轮滚刀进行设计计算及加工工艺设计。
(4)绘制图纸及工艺卡片以及设计说明书。
(5)撰写毕业论文。
3.主要参考资料【1】四川省机械工业局编,复杂刀具设计手册,机械工业出版社,,1979【2】杨黎民等编,刀具设计手册,兵器工业出版社,1999【3】孟少农主编,机械加工工艺手册,机械工业出版社,19924.进度安排设计各阶段名称起止日期1查阅文献,了解研究目的意义,完成开题报告2014.12.01至2014.12.31 2广泛阅读相关文献,制定滚刀设计方案2015.01.01至2015.03.10 3对齿轮滚刀参数的确定和尺寸及工艺等设计2015.03.11至2015.04.30 4齿轮滚刀的图纸绘制及工艺卡片2015.05.01至2015.05.15 5撰写毕业论文,准备答辩2015.05.16至2015.06.10齿轮滚刀的设计与加工工艺摘要:齿轮滚刀是常用的加工外啮合直齿和斜齿圆柱齿轮的刀具。
加工时,齿轮滚刀相当于一个有很大螺旋角的螺旋齿轮,其齿数就是滚刀的头数,工件相当于另一个螺旋齿轮,互相按照一对螺旋齿轮做空间啮合,以固定的速比旋转,由依次切削的各相邻位置的刀齿齿形包络成齿轮的齿形。
图1 自制普通滚刀进口多头斜槽滚刀图3 进口小径多槽加长整体镀层滚刀图5 加工台阶轴或双联齿整体滚刀轴向进给运动分齿运动及附加运动切削运动二、齿轮滚刀的工作原理图8 啮合关系图图图10 棱度和波动图三、齿轮滚刀的构造和规格1.滚刀的基本蜗杆齿轮滚刀相当于一个齿数很少、螺旋角很大,而且轮齿很长的斜齿圆柱齿轮。
因此,其外形就像一个蜗杆。
为了使这个蜗杆能起到切削作用,需在其上开出几个容屑槽(直槽或螺旋槽),形成很多较短的刀齿,因此而产生前刀面和切削刃。
每个刀齿有两个侧刃和一个顶刃。
同时,对齿顶后刀面和齿侧后刀面进行了铲齿加工,从11而产生了后角。
但是,滚刀的切削刃必须保持在蜗杆的螺旋面上,这个蜗杆就是“滚刀的产形蜗杆”,也称为“滚刀的基本蜗杆”(见图11)。
一共有三种基本形式(1)渐开线蜗杆(2)法向直廓蜗杆(3)阿基米德螺线蜗杆图13 16 槽滚刀的理论包絡齿形(1)轴向进刀(2)径向进刀(3)对角进刀图15 切削方式:(2)逆铣(1)顺铣根据滚刀进给方向相对于旋转方向的不同,分为逆铣和顺铣两种铣削方式图17 滚刀与工件相对位置及运动方向否则会影响加工精度,甚至发生打坏滚刀事故。
上图是滚刀与工件相对位置及运动方向,处端图18 滚刀的安装校正,如图所示。
齿轮的模数、压力角和精度等级及工艺要求,选择相应的滚刀。
滚刀安装好后必须检查滚刀轴台径向圆跳动,其跳动误,且要求两轴台径向圆跳动方向一致。
当滚刀径向跳动量不太大时,可松开刀杆螺母,转动滚刀螺母,可检查。
图17滚刀与工件相对位置及运动方向返回。
Y38滚齿机技术规格工作台:直径 475mm 中心孔直径 80mm心轴直径 35mm心轴孔锥度莫氏5# 工作台中心至刀具主轴中心距离30—470mm加工最大圆柱直齿轮直径:不用后立柱时 800mm用后立柱时 450mm加工最大圆柱斜齿轮直径:当螺旋角为 30°时500mm当螺旋角为60°时190mm 加工工件:最大模数(钢/铸件) 6/8mm最大宽度 240mm 刀具最大垂直行程 290mm刀架最大回转角度 360°刀具中心至工作台面最小距离 205mm 可安装滚刀最大直120mm滚刀转速范围:(共分7级) 47.5—192r/min刀具心轴直径 22、27、32mm 轴向进给范围 0.25—3mm/r 径向进给范围0.03—0.36mm/r主电机:功率 3kw转速1430 r/min 快速移动电机:功率 1.1kw转速 1400 r/min机床重量 3.65 t切向进给范围 0.15—0.9mm/r 主电机:功率 3kw转速1430 r/min 快速移动电机:功率 1.1kw转速 1400 r/min 机床重量 3.65tY38A滚齿机技术规格工作台:直径 475mm 中心孔直径80mm心轴直径 35mm心轴孔锥度莫氏5# 工作台中心至刀具主轴中心距离30—470mm加工最大圆柱直齿轮直径:不用后立柱时 800mm用后立柱时 450mm加工最大圆柱斜齿轮直径:当螺旋角为 30°时500mm当螺旋角为60°时190mm 加工工件:最大模数(钢/铸件)6/8mm最大宽度240mm 刀具最大垂直行程 290mm刀架最大回转角度360°刀具中心至工作台面最小距离 205mm 可安装滚刀最大直径 120mm滚刀转速范围:(共分7级) 47.5—192r/min刀具心轴直径 22、27、32mm 轴向进给范围 0.25—3mm/r 径向进给范围0.03—0.36mm/r主电机:功率 3kw转速 1430 r/min 快速移动电机:功率 1.1kw转速 1400 r/min机床重量 3.65 tYW3180滚齿机床技术规格最大工件直径 800mm 最大工件模数 10mm 最小工件齿数8 刀具最大垂直行程 400mm 刀架最大回转角度±65°刀架回转角度最小读数 5´刀具轴向移动量80mm 刀具主轴锥孔锥度莫氏5#刀具心轴直径 27、32、40、50mm 刀具垂直快速移动速度580mm/min 刀具垂直移动每转移动量 0.47mm/r 允许安装刀具最大长度 200mm刀具主轴中心距工作台面距离:最大 680mm最小 280mm刀具主轴中心距工作心轴中心距离:最大 520mm最小50mm 工作台直径 690mm 工作台孔径130mm 工作台水平最大移动距离 470mm工作台水平快速移动速度 458mm/min 工作台水平手动每转移动量 0.5mm/r 工作台水平移动最小读数 0.01mm工件心轴锥孔莫氏5# 刀具主轴转速范围 45—280r/min 轴向进给范围 0.43—5.9mm/ r切向进给范围 0.14—1.96mm/r 径向进给范围0.1—26.5mm/min主电机:功率 7.5kw 转速 1450 r/min轴向快速电动机功率 1.5kw 转速 1410 r/min径向快速电机功率 0.8kw 转速 1380 r/min液压电机功率 1.1kw 转速 1410 r/min冷却电机功率 0.09kw1. 机床主要性能及用途Y3180H普通滚齿机,采用齿轮滚刀以展成法滚切圆柱直齿轮、斜齿轮及花键等。