Control-Plan--控制计划样本
- 格式:doc
- 大小:394.00 KB
- 文档页数:11








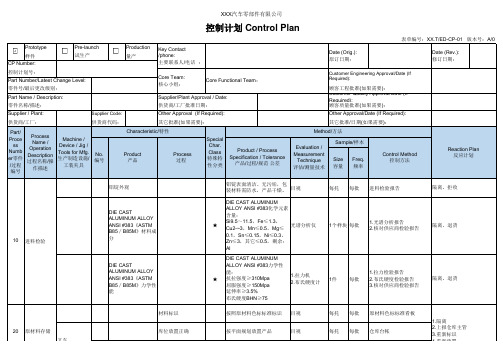
Prototype Production 样件量产Size 容量Freq.频率目视每托每批进料检验报告★光谱分析仪1个样块每批1.光谱分析报告2.核对供应商检验报告★1.拉力机2.布氏硬度计1件每批1.拉力检验报告2.布氏硬度检验报告3.核对供应商检验报告材料标识目视每托每批原材料色标标准看板10进料检验Process 过程铝锭表面清洁、无污垢,包装材料需防水,产品干燥。
按照原材料色标标准标识Reaction Plan 反应计划隔离、退货DIE CAST ALUMINUM ALLOY ANSI #383力学性能:抗拉强度≥310Mpa 屈服强度≥150Mpa 延伸率≥3.5%布氏硬度BHN ≥75隔离、退货1.隔离供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述隔离、拒收Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Pre-launch Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):DIE CAST ALUMINUMALLOY ANSI #383化学元素含量:Si9.5~11.5,Fe ≤1.3,Cu2-~3,Mn ≤0.5,Mg ≤0.1,Sn ≤0.15,Ni ≤0.3,Zn ≤3,其它≤0.5,剩余:AlCore Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法Key Contact /phone:主要联系人/电话 :铝锭外观顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》力学性能DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》材料成分Part/Proce ss Numb er 零件/过程编号控制计划 Control Plan表单编号:XX.T/ED-CP-01 版本号:A/0Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):XXX 汽车零部件有限公司样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):叉车隔离2.上报仓库主管3.重新标识4.重新放置样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员调整,合格后再生产;1.除气搅拌静置10分钟后开样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知生产相关负责人整改,合格后再生产;3.通知压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知修模组相关负责人整改,合格后再生产;3.上报压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):顶杆印顶杆凸出、凹进≤0.3mm样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员修模,合格后再生产。



本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==controlplan范例篇一:CONTROL PLAN-样本控制计划 CONTROL PLANPage 1 of 7Page 2 of 7Page 3 of 7Page 4 of 7Page 5 of 7篇二:CONTROL PLAN-控制计划样本中国3000万经理人首选培训网站控制计划 CONTROL PLAN篇三:Example-Control Plan篇四:Control Plan 编制说明控制计划方法控制计划第___页共___页下方是碰焊小組提供的碰焊問題點:1.脫焊2.分流3.虛焊4.炸火5.間隙6.變形7.焊芯小8.漏焊9.尺寸不良10.燒傷等目录概述1 控制计划栏目描述1) 样件、试生产、生产 2) 控制计划编号3) 零件编号/最新更改水平 4) 零件名称/描述 5) 供方/工厂6) 供方代号7) 主要联系人/电话 8) 核心小组9) 供方/工厂批准/日期 10) 日期(编制)11) 日期(修订)12) 顾客工程批准/日期 13) 顾客质量批准/日期 14) 其它批准/日期 15) 零件/过程号16) 过程名称/操作描述17) 制造用机器、装置、夹置、工装(生产设备)特性18) 编号 19) 产品 20) 过程21) 特殊特性分类方法22) 产品/过程规范/公差 23) 评价/测量技术 24) 样本容量/频率 25) 控制方法 26) 反应计划2. 过程分析3. 补充材料A) 设备:设定主要过程控制计划的示例B) 设备:以机加工为主的过程控制计划示例C) 设备:以夹具/输送台为主的过程控制计划示例D) 设备:以工装为主的过程控制计划示例E) 人员:以操作人员为主的过程控制计划示例 F) 材料:以材料或部件为主的过程控制计划示例 G) 方法:以预防维护为主的过程控制计划示例 H) 环境:以气候为主的过程控制计划示例 I) 控制计划表格J) 控制计划检查清单K) 控制计划特殊特性工作单L) 座标值。