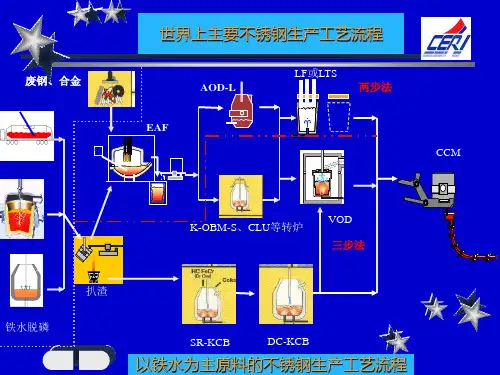
不锈钢生产工艺流程图
- 格式:ppt
- 大小:1.95 MB
- 文档页数:10
目录1.目的 (3)2.适用范围 (3)3.参考文件 (3)4.工作条件 (3)4.1技能水平 (3)4.2技术先决条件 (3)4.3主要设备及药品 (4)5.操作顺序 (5)5.1不锈钢部件酸洗钝化处理顺序 (5)5.2碳钢部件磷化处理顺序 (6)6.实施细则 (6)6.1不锈钢部件酸洗钝化处理实施细则 (6)6.2碳钢部件磷化处理实施细则 (10)7.注意事项和安全措施 (13)1.目的为了规范福建福清核电一期工程Ⅰ标段范围内所涉及到的不锈钢部件酸洗钝化和碳钢部件磷化表面处理施工过程,特编制本程序。
2.适用范围本程序仅适用于指导福建福清核电一期工程Ⅰ标段范围内所涉及的奥氏体不锈钢部件酸洗钝化处理和碳钢部件磷化处理施工。
奥氏体不锈钢部件指:➢奥氏体不锈钢材料制作的管道及其支架衬板➢奥氏体不锈钢材料制作的通风管道➢奥氏体不锈钢材料制作的设备➢其他奥氏体不锈钢材料制作的零件碳钢部件指:➢碳钢材料制作的燃油管道➢其他碳钢材料制作的设备零件3.参考文件《EM1~EM7&EM10奥氏体不锈钢部件的表面处理》0401AT103《清除铁素体污染的表面处理》0401AT108《奥氏体不锈钢部件的表面处理》0401T116《核岛机械设备制造期间清洁技术条件》0426T110注:由于招标技术文件中无相关文件,故参考秦山二期扩建工程相关文件4.工作条件4.1技能水平施工人员应具备有一定的表面处理经验,掌握操作中的安全规则,尤其是酸溶液的操作使用,并需经培训合格取得上岗资格证。
4.2技术先决条件➢工作程序和质量计划已经过业主和监理公司批准;➢具备对废液处理的条件;➢工作现场必须有通风装置,尤其是在环境温度较高的条件下进行表面处理时必须保持工作现场通风;➢一般应在部件加工完成后(机加工、焊接)进行表面处理;➢对用于固定、吊装转运的不锈钢设备、设施应采取措施以防止铁素体材料的接触污染;➢操作中,消耗品的排放条件应符合有关安全及规章制度要求;➢一般清洗、酸洗和钝化等设备应置于与制造车间分离的清洁度区域内,临时工作需要除外;➢对于环境温度低于20°C条件下的表面处理,可相应增加处理时间应对表面处理的效果随时进行检查;➢采用浸泡法进行表面处理时,应检查浸泡液的质量是否符合要求;➢对于不锈钢工件,浸泡液的合格标准应与其产品的供货商确定,例如:酸值、铁含量、卤素含量等,而且必须具备质保合格证和质保单;➢具备对施工药品的检验设备及方法。


一.316l不锈钢管说明(Introductions of 316L stainless steel tube)1.316L不锈钢管的最大碳含量0.03,可用于焊接后不能进行退火和需要最大耐腐蚀性的用途中。
316L不锈钢由于添加Mo,耐腐蚀性能,特别是耐点蚀性能强;高温强度也很好;优秀的加工硬化性(加工后弱磁性);固溶状态无磁性。
316L不锈钢牌号:00Cr17Ni14Mo2The biggest carbon content of 316L stainless steel tube is 0.03, it c an be in the use of a fter w eldingg cannot annealing and need maximum corrosion resistance.D ue to add Mo in 316 L stainless steel ,so its Corrosion resistance, especially pitting resistance performance is strong,also the high temperature strength is very good :Excellent processing sclerosing,(weak magnetism performance After processing ),Solid solution state without magnetic. Brand number of 316L stainless steel tubeis:00Cr17Ni14Mo22. 316和317不锈钢管(317不锈钢的性能见后)是含钼不锈钢种。
316 and 317 stainless steel tube are both stainless steel which contain molybdenum3 .317不锈钢管中的钼含量略高明于316不锈钢.由于钢中钼,该钢种总的性能优于310和304不锈钢,高温条件下,当硫酸的浓度低于15%和高于85%时,316不锈钢具有广泛的用途。
编号:建设工程环境影响报告表〔试行〕工程名称:年产5×104t 冷轧不锈钢建设单位(盖章):xx 市x 特钢有限责任公司编制日期:2022 年10 月日国家环境保护总局制《建设工程环境影响报告表》编制说明《建设工程环境影响报告表》由具有从事环境影响评价工作资质的单位编制。
1.工程名称――指工程立项批复时的名称,应不超过30个字〔两个英文字段作一个汉字〕。
2.建设地点――指工程所在地具体地址,大路、铁路应填写起止点。
3.行业类别――按国标填写。
4.总投资――指工程投资总额。
5.主要环境保护目标――指工程区四周肯定范围内集中居民住宅区、学校、医院、保护文物、风景名胜区、水源地和生态敏感点等,应尽可能给出保护目标、性质、规模和距厂界距离等。
6.结论与建议――给出本工程清洁生产、达标排放和总量把握的分析结论,确定污染防治措施的有效性,说明本工程对环境造成的影响,给出建设工程环境可行性的明确结论。
同时提出削减环境影响的其他建议。
7.预审意见――由行业主管部门填写答复意见,无主管部门工程,可不填。
8.审批意见――由负责审批工程的环境保护行政主管部门批复建设工程根本状况工程名称年产5×104t 冷轧不锈钢建设单位x 市x 特钢有限责任公司法人代表联系人通讯地址x 省〔自治区、直辖市〕x 市〔县〕x 区联系传真邮政编码建设地点x 市x 区x〔x 特钢院内〕。
立项审批部门建设性质建√改扩建技改批准文号行业类别及代码3230 钢压延加工占地面积绿化面积(平方米) 19824(平方米)依托 x 钢的绿化面积 150000总投资1000 其中:环保投83.45 环保投资占8.35% (万元) 资(万元) 总投资比例评价经费预期投产日期2022 年12 月(万元)工程内容及规模:1、任务的由来x 市 x 特钢有限责任公司依据市场调查,打算依托 x 特钢股份产品在该公司院内投资建生产规模5×104t /a 冷轧不锈钢生产建设工程。
保温杯是用不锈钢管为主要原材料生产而成,大致生产工艺流程图:1、外壳加工流程外管领料—割管—胀形—分段—胀形—滚中角—缩底—割底—冲筋—平上口—冲底—平底口—清洗烘干—检验敲坑—合格外壳2、内壳加工流程(有两种,此流程为觉流程。
另一种为冲压而成,但冲压的局限性大)内管领料—割管—平管—胀形—滚上角—平上口—平底口—滚螺纹—清洗烘干—检验敲坑—对焊—试水检漏—烘干—合格内胆3、外壳和内壳装配流程配杯口—焊口—压中底—焊底—检焊口焊底—中底点焊吸气剂—抽真空—测温—电解—抛光—测温—检验抛光—压外底—喷漆—抽检测温—检验喷漆—丝印—包装—成品入库二、生产工艺简要说明1、割管:用车床,具体按《割管作业指导书》执行,要求尺寸准确,及时发现不良品、料废,操作中要避免产生凹坑、凹点、麻点、报废品。
2、水胀:用水胀压机,具体按《水胀作业指导书》执行,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求。
3、分段:用仪表车,把水胀一出二的二个外壳割断,要求尺寸准确,割口均匀、无缺口、毛边,轻拿轻放避免产生凹坑、凹点、麻点、报废品。
4、胀形:用大压机,具体可按《水胀作业指导书》执行,要求注意力集中,是外壳的管子焊处要与模具的合处相对应,时刻注意产品的凹坑、尺寸、形状是否符合要求。
5、滚中角:用车床,把通过胀形外壳的内凹形状处的二边角滚至符合尺寸求,要避免产生凹坑、凹点、麻点、报废品。
6、缩底:用车床,具体按《缩口作业指导书》执行。
把通过胀形外壳圆弧底口缩至符合尺寸要求,避免产生凹坑、凹点、麻点、报废品。
7、割底:用车床,把缩过底的外壳底口割至标准尺寸,割口均匀、无缺口、毛边,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
8、冲筋:在小压机上把外壳口处的焊接缝压扁,在焊口时不会跳焊,使焊口平滑均匀。
9、外壳平上口:用车床,平口均匀、无缺口、毛边,符合要求,轻拿轻放,避免产生凹坑、凹点、麻点、报废品。
10、冲底:用压机,要求注意力集中,时刻注意产品的凹坑、尺寸、形状是否符合要求,特别要注意冲压底部是否有裂缝。
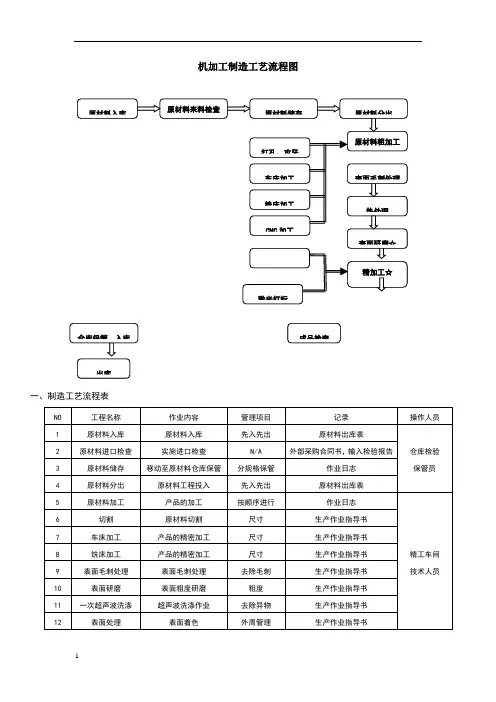
机加工制造工艺流程图
一、制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管理。