双联齿轮数控内圆磨床磨内孔夹具的设计
- 格式:pdf
- 大小:423.27 KB
- 文档页数:5
先进制造技术设计题目:双联齿轮夹具设计班级:机制131组别:第四组成员:郭永胜、柳林、姚国廉、张海龙指导老师:白斌沈阳工程学院机械学院沈阳工程学院双联齿轮专用夹具设计成绩评定表系(部):机械学院班级:机制131班学生姓名:第四组目录一、产品简介 (2)二、FMS系统介绍 (4)三、先进制造工艺介绍 (7)四、零件加工工艺规程设计及计算 (9)(一)确定毛坯的制作式 (9)(二)基准的选择 (9)(三)工艺路线的拟定及工艺方案的分析 (9)(四)机械加工余量、工序尺寸及毛坯尺寸的确定 (12)(五)各工序的定位夹紧方案的选择 (13)(六)专用夹具的选择 (14)(七)机械加工工艺过程卡 (15)五、典型工序基于Edegcam软件虚拟加工仿真 (17)六、课程设计总结 (20)一、产品简介2D设计图3D实体图(一)零件的作用双联齿轮是一些机械设备变速箱中,通过操作机构相结合,滑动齿轮,从而实现变速。
Φ32花键孔有较高精度。
(二)零件的工艺分析该零件时齿轮类零件,形状规则,尺寸精度和形位精度要求均较高,零件的主要技术分析如下:(1)齿轮端面对准A的圆跳动公差不超过0.05mm,主要是保证端面平整光滑,双联是利用花键轴和花键孔进行配合定位,因此必须保证花键孔的尺寸精度。
双联齿轮之间啮合要求严格,要保证双联齿轮的齿形准确及同轴度较高。
(2)由于零件是双联齿轮,轴向距离较小,根据生产纲领是选择合理的加工工艺(3)齿轮要求加工精度高,要严格控制好定位(4)Φ32的花键孔是比较重要的孔,也是以后机械加工各工序中的主要定位基准。
因此加工花键孔的工序是比较重要的。
要在夹具设计中考虑保证到此孔精度及粗糙度要求。
(三)零件的应用前景(1)主要应用在汽车的变速箱中(2)机床变速箱和减速器(3)随着汽车的日渐普及,减速器变速箱等需求量大大增加,因此该零件有广阔的市场前景。
(四)我们的优势采用先进制造理念,在保证精度强度的前提下,大大提高了生产效率,节约宝贵的人力物力。

毕业设计题目数控双主轴内孔磨床磨头及进给机构设计学院机械工程学院专业机械工程及自动化班级机升0901学生冯硕学号20090404012指导教师门秀花二〇一一年五月二十九日1 前言1.1选题背景及意义从本质上说,数控磨床和普通磨床一样,是加工的最后一道工序。
早期的数控磨床,包括目前部分改造、改装的数控机床,大都是在普通磨床的基础上,通过以进给系统的革新、改造而成的。
因此,在许多场合,普通磨床的构成模式、零部件的设计计算方法仍然适用于数控磨床。
但是,随着数控技术(包括伺服驱动、主轴驱动)的迅速发展,为了适应现代制造业对生产效率、加工精度、安全环保等方面要求,现代数控磨床的机械结构已经从初期对普通磨床的局部改造,逐步发展形成了自己独特的结构。
其中,进给机构系统对加工精度的影响是最大的,因此,提高进给系统的质量就显得尤为重要。
现在由于各种先进制造技术的发展,特别是对精密部件的加工,对于磨床的进给系统的要求也越来越高。
内圆磨床的生产率和加工质量,在很大程度上决定于内圆磨头的结构和制造质量。
在大量生产条件下尤如此。
现代内圆磨床带有滚动支承和空气轴承的电磨头和气动磨头,以及皮带传动的静压轴承和滚动支承磨头,其中皮带传动的滚动支承磨头用得最广。
因为这种磨头能加工不同长度(达500mm或更长)零件上的孔,而且所加工的孔的直径范围也最大(从70mm到250mm或更大)最常用,也是现在普遍研究的重点[1-2]。
与国外相比,我国数控磨床的发展明显落后于西方发达国家,因此,技术创新和产品改良亟待加强,机构设计和改良也显得尤为重要。
1.2 国内外研究现状十八世纪30年代,为了更好适应自行车、钟表、缝纫机和枪械等零件淬硬后的加工,美国、英国、德国分别研制出使用天然磨料砂轮的磨床。
在当时这些磨床主要是现成的机床,如车床、刨床等,在上面加装磨头经过改造而成的,它们的结构比较简单,而且刚度较低,磨削时易产生振动,这要求操作工人具有很高的技艺才能磨出精密的工件。

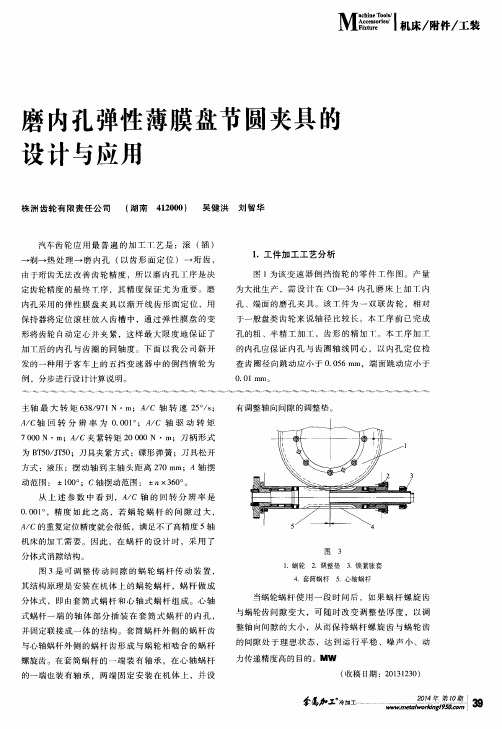
一种新型内孔精加工夹具摘要:一种内圆磨床、车床通用夹具,主要用于圆柱齿轮类工件内孔磨削、车镗精加工,区别传统的夹具:具有精度高、装夹快、通用性强的特点,特别适于大批量产品规模生产。
关键词:新型夹具夹具体卡爪许多机械传动都离不开齿轮,如汽车、拖拉机,齿轮内孔根据装配、传动要求存在各种配合,也就是说齿轮零件的内孔需精密加工。
对于单件或少量的零件我们可以不考虑生产效率,但一种成熟定型的机型,一般都会批量生产,如一种汽车变速箱或拖拉机底盘,都以万台数投产,因此齿轮零件都有较大批量。
在加工齿轮零件时磨内孔工序一般是最后一道工序,其工装夹具不仅要求具有通用性,而且要精度高、定位准、装夹快的特点。
众所周知,齿轮传动是通过两个齿轮公法线的啮合产生的,公法线跳动是齿轮检测的一个重要、必检项目,所以在内孔加工时,我们的夹具要优先考虑以齿轮公法线为装夹定位基准。
但是齿轮的齿数有不确定性,不但有奇、偶数之差别,而且还有齿数为质数的齿轮,如11、17、23、37等,不能等分,我们在设计夹具时一般都会设计成三等份,或四等份,或五等份,当遇到不能等份齿数的齿轮时,我们就只能做成专用夹具,这样夹具就不具有通用性,我们的制造成本就会增加,而且遇到大批量产品,需用多台磨床加工时,就要几套、甚至多套同样的夹具,象我们企业是一个以齿轮加为主的工厂,专用工装夹具所用货架占用了仓库的大部分空间,特别是当一种产品停产时,那些专用工装夹具也只能同时停用,因为专用工装夹具加工时都经热处理过,很难回用,造成很大的浪费。
目前齿轮磨孔夹具主要有弹性膜片夹盘、碟形弹簧片式、电磁无心式,还有液压、气动夹具,这些夹具中弹性膜片夹盘和碟形弹簧片式加工制造比较复杂,需要一定加工能力及热处理技术,并且其加工范围有较严格的要求,也基本上是一种夹具对应一种产品。
至于电磁无心式、液压、气动夹具都是组合式,涉及到电控电路、液压站、空压站就更加复杂了。
本人在长期的工作中,综合各种夹具的优缺点设计了一套加工范围大、制造简单、互换性强、工件装卸容易、生产效率高的齿轮磨孔夹具,本夹具还具有加工精度高,能满足各种圆柱外齿轮、链轮内孔加工,精度可达0.002-0.01mm。
浅析磨齿轮内孔的节圆夹具的设计摘要:本文概括介绍带孔齿轮轴磨内孔工艺及夹具的改进,从改进前后的劳动强度、生产效率、加工精度进行比较,充分证明工艺、夹具改进后的优越性。
关键词:带孔齿轮轴;磨内孔;工艺及夹具的改进在具有一定规模的加工齿轮的专业厂家进行教师顶岗培训,在培训期间,自己亲自参与了该厂进行的针对带孔齿轮轴精磨内孔的工艺、夹具的改进。
该厂主要加工柴油机齿轮、拖拉机齿轮、纺机齿轮、汽车齿轮、外贸齿轮等,加工齿轮模数范围从1~6mm;加工的齿轮品种繁多,齿轮结构形形色色,从盘类齿轮到轴类齿轮应有尽有,其中轴类齿轮又有实心齿轮轴、空心齿轮轴、或一端带有内孔的齿轮轴等等;一般来说轴类齿轮热处理后都需精加工轴承档,实心齿轮轴比较简单,只需外圆磨双顶尖磨加工即可,而对于空心齿轮轴及一端带有内孔的齿轮轴,多了内孔轴承档,所以外圆轴承档精加工后还需以外圆轴承档为基准来精加工内孔轴承档,以保证在齿轮精度范围内,外圆与内孔的同轴度。
1、改进前的工艺及夹具对于空心齿轮轴及一端带有内孔的齿轮轴,工艺流程大致是:锻造→正火→粗车→精车→齿形加工→铣键槽→热处理→校调→修研中心孔(或60°孔口角)→磨外圆→磨内孔→磨齿;在磨内孔时以前采用外圆磨好后,再在万能外圆磨床上用三爪(或四爪)卡盘夹紧,搭中心架于磨好的外圆上校调外圆,磨内孔,显然这样做,生产效率太低。
为常州东风集团配套的DF450. 37. 120轮拖变速箱中间轴是450系列产品中加工工序最长的一个产品且加工难度也较大,主要是端面φ80孔磨孔工序比较困难。
改进前,原工艺为:φ70和φ40外圆磨好后,再在万能外圆磨床上用三爪卡盘夹紧,搭中心架栏φ70外圆上,校正φ70外圆,磨端面φ80孔。
工效实在太低,每班只能磨20只工件左右,加上辅助时间,实际每只工件需要20分钟时间。
2、改进后的工艺及夹具2.1汽变速箱加工的变速箱第一轴经工艺改进后,采用下图磨孔夹具,定位联接座(夹具体)与内圆磨主轴法兰相配,工件以φ17和φ35外圆及φ35外圆端面定位,与定位联接座内的固定衬套相配,加衬套的原因是为了定位元件磨损后,只需更换小件衬套,而不需更换大件夹具体,工件通过夹紧螺母夹紧于右端面。
毕业论文开题报告机械设计制造及其自动化齿轮磨孔夹具设计一、选题的背景和意义本课题是关于齿轮磨孔夹具设计,机械制造工艺及设备毕业设计是我们完成本专业教学计划的最后一个极为重要的实践性教学环节,是使我们综合运用所学过的基本课程,基本知识与基本技能去解决专业范围内的工程技术问题而进行的一次基本训练。
我们在完成毕业设计的同时,也培养了我们正确使用技术资料,国家标准,有关手册,图册等工具书,进行设计计算,数据处理,编写技术文件等方面的工作能力,也为我们以后的工作打下坚实的基础,所以我们要认真对待这次综合能力运用的机会。
其主要目的是:1.培养学生综合分析和解决本专业的一般工程问题的独立能力,拓宽和深化所学的知识。
2. 培养学生树立正确的设计思想,设计思维,掌握工程设计的一般程序,规范和方法。
3.培养学生正确的使用技术知识,国家标准,有关手册,图册等工具书,进行设计计算,数据处理,编写技术文件等方面的工作能力和技巧。
4. 培养学生进行调整研究,面向实际,面向生产,向工人和工程技术人员学习的基本工作态度,工作作风和工作方法。
近些年来,随着数控机床、加工中心、柔性制造单元、柔性制造系统等现代化加工设备的广泛应用,使传统的机械加工的制造方法发生了重大变革,由一次装夹多面加工,代替了传统的多次装夹和多次加工,由大批量生产转变为多品种小批量的生产。
夹具的功能已经从过去的装夹、定位、引导刀具,转变为装夹、定位。
而数字化的设备加工功能的扩大化,已经装夹具的引导刀具的功能完全替代,给今后夹具的快速定位、快速装夹提出了更高的要求。
机械加工工艺是实现产品设计,保证产品质量、节约能源、降低成本的重要手段,是企业进行生产准备,计划调度、加工操作、生产安全、技术检测和健全劳动组织的重要依据,也是企业上品种、上质量、上水平,加速产品更新,提高经济效益的技术保证。
然而夹具又是制造系统的重要组成部分,工艺对夹具的要求也会提高,专用夹具、成组夹具、组合夹具和随行夹具都朝着柔性化、自动化、标准化、通用化和高效化方向发展以满足加工要求。
双联齿轮零件机械加工工艺及其典型夹具设计摘要通过对零件的分析,制定一套合理的工艺方案,并设计出可行的夹具。
本文主要是围绕双联齿轮零件的机械加工工艺以及对其中两道工序的夹具设计来展开的。
其主要内容有:首先分析了零件图,确定生产类型和毛坯,确定加工设备,确定加工方案及装夹方案,刀具的选择,切削用量的选择与计算,数据处理等。
本次设计主要是对钻28的孔和滚齿进行夹具设计,对夹具设计方案进行分析和选择。
选定方案后,通过查阅相关夹具设计书籍和相关图例,最终完成钻孔和滚齿的夹具设计。
试图找出一种简单、实用的加工方法,以提高劳动生产率和降低成本。
关键词:双联齿轮;工艺分析;工艺规程设计;夹具设计The machining process and fixture design of the Dual gearAbstractPart of the analysis,to develop a reasonable process scheme, and design a feasible fixture.This paper is mainly about the Dual gearmachining process and fixture design for the two processes to start. Its main contents are: the first analysis of the parts diagram, determine the production type and blank, determine the processing equipment, determine the processing scheme and clamping scheme, tool selection, selection and calculation of cutting parameters, data processing etcThis design is mainly to drill 28 holes and hobbing fixture design, analysis and selection of design scheme of fixture. The selected solution, by consulting the related jia design books and related legend, fixture design finished drilling and hobbing. Trying to find a processing method of simple, practical, to improve labor productivity and reduce the cost.Key words:Dual gear; Process analysis; Process design; fixture design 目录1 绪论11.1设计内容及意义 11.2国内外相关研究情况 11.3课题背景知识 21.4夹具设计 52 工艺规程设计72.1工艺分析72.1.1零件的作用72.1.2零件工艺分析72.1.3生产纲领计算82.2毛坯选择82.2.1选择毛坯种类82.2.2确定毛坯尺寸及机械加工总余量 9 2.2.3 绘制毛坯图 102.3制定工艺路线102.3.1定位基准选择102.3.2加工阶段划分112.3.3工序的集中与分散132.3.4工序顺序的安排 132.3.5工艺路线拟定132.3.6 加工设备及工艺装备选择15 2.3.7工序尺寸确定162.3.8切削用量及基本工时173 滚齿夹具设计263.1问题的提出263.2确定定位方案263. 3确定夹紧机构263. 4确定其他装置263. 5绘制夹具总图273. 6夹具简要说明284 钻夹具设计294.1问题的提出294.2定位基准的选择294.3确定夹紧机构294.4绘制夹具装配图294.5切削力和夹紧力计算304.6定位误差分析314.7夹具简要说明315 结论32参考文献33致谢34毕业设计(论文)知识产权声明35毕业设计(论文)独创性声明36此仅为文档售价,若需要cad图等其他文件,请加Q:19856397551 绪论1.1设计内容及意义本次设计是在我们学完了大学的全部基础课,技术基础课以及专业课之后而进行的。
毕业论文<设计)题目齿轮内孔磨削夹具的设计系部机械工程系专业机械设计制造及自动化年级 08数控学生姓名曹喻学号 080683038指导教师牟柳晨齿轮内孔磨削夹具的设计机械设计制造及自动化专业学生:曹喻指导教师:牟柳晨【摘要】由于齿轮在飞速发展的现代机械工业中得到了广泛的应用,齿轮传动是重要的传动形式之一,其制造精度,强度,耐磨性等直接影响机器的整体精度和生产使用寿命。
所以在这个工业加工精度不断提高的时代,齿轮加工在机械生产中便成为很重要的一项工作。
但由于齿轮本身形状的特殊性,在加工齿轮时若使用一般的机床夹具则无法满足夹紧要求,使齿轮无法达到精度高,强度大,耐磨性好的制造加工要求。
在齿轮加工中过程中都要进行热处理,齿轮齿面经热处理后不经过热加工会存在一定放的热处理变形,这就导致了基准孔也跟着变形,以致热处理前所做的基准孔在热处理后失去了应有的作用,以齿轮齿面为基准磨削齿轮内孔,是经常用到的加工方法,在此道工序中必须有专用的磨削夹具。
机床夹具设计的主要任务是根据设计任务要求,结合被加工件、金切设备及其切削方式和参数,合理选择定位方式,设计合理的定位支承元件、夹紧装置、对刀元件、夹具体等装置或元件。
夹具设计必须满足一些要求:要保证工件加工的各项技术要求;具有生产效率高和生产成本低廉的特点;尽量选用标准件;具有良好的结构工艺性;同时应该便于操作人员掌握和操作。
而齿轮夹具比较常见的固定式为节圆定位方式。
本次设计旨在设计一种结构简单、操作方便、精度高的节圆固定磨削齿轮内孔的专用夹具。
其设计思路为用分度圆中径定位,中径测量三根滚柱,装入专用的夹紧套中,再装入机床的卡盘中进行加工。
【关键词】齿轮夹具磨削内孔Gear products within hole grinding fixture design【abstract】Because the gear obtained the widespread application in swift development’s modern machinery, the gear drive is one of important transmission forms, its manufacture precision, intensity, wear resistant and so on immediate influence machine's overall precision and production service life. Therefore enhances unceasingly in this industry working accuracy the time, the gear cutting then becomes a very important work in the machinery production. But, if as a result of the gear itself shape's particularity, in processes time the gear uses the common engine bed jig to be unable to satisfy the clamp request, causes the gear to be unable to achieve the precision to be high, the intensity is big, wear resistant good manufacture processing request. In the process must carry on the heat treatment in the gear cutting, the gear tooth face after the heat treatment will not have the heat treatment distortion which after the hot-working will certainly put, this caused the datum hole also with to distort, so that before the heat treatment, did datum hole after the heat treatment has lost the proper function, take the gear tooth face as the datum grinding gear in the hole, was the processing method which used frequently, must have the special-purpose grinding jig in this field of endeavor working procedure. The machine tool's fixture design is the main task of the request, unifies according to the design task by mechanical parts and metal-cutting equipment and its cutting way and parameters and rational selection of localization way, to design the reasonable positioning supporting components, clamping device, the knife components, clip specific devices or components. Fixture design must meet some requirements: to guarantee the technical requirements of the workpiece machining。