常规计量值控制图
- 格式:pptx
- 大小:5.16 MB
- 文档页数:97

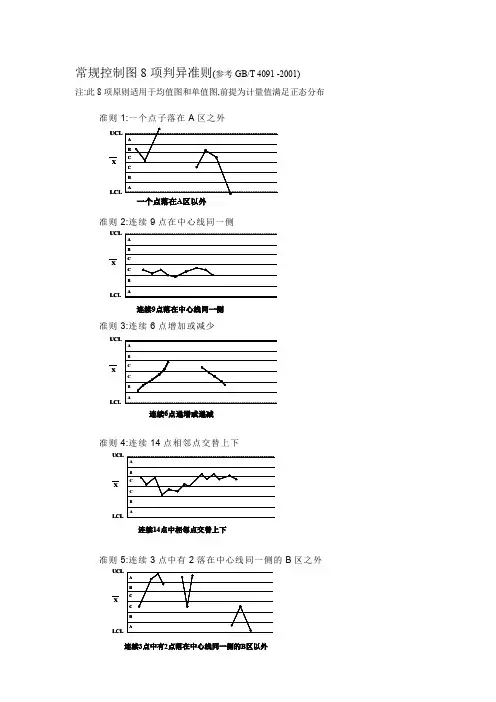
常规控制图8项判异准则(参考GB/T 4091 -2001) 注:此8项原则适用于均值图和单值图,前提为计量值满足正态分布
准则1:一个点子落在A 区之外
准则2:连续9点在中心线同一侧
准则3:连续6点增加或减少
准则4:连续14点相邻点交替上下
准则5:连续3点中有2落在中心线同一侧的B 区之外
UCL
LCL X 一个点落在A 区以外
UCL
LCL X 连续9点落在中心线同一侧
UCL
LCL X 连续6点递增或递减
UCL
LCL X
连续14点中相邻点交替上下UCL
LCL
X
连续3点中有2点落在中心线同一侧的B 区以外
准则6:连续5点中有4落在中心线同一侧的C 区之外
准则7:连续15点在C 区中心线内
准则8:连续8点在中心线两侧,却无一点在C 区
UCL
LCL X
连续5点中有4点落在中心线同一侧的C 区以外
UCL
LCL X
连续15点落在中心线两侧的C 区内UCL
LCL X
连续8点落在中心线两侧且无一点在C 区内。
计数值控制图的制作及应用4.1 选择计数值控制图l 计数值在质量控制的范围中是用作为量度那些不可以用量度数值代表的质量特性。
更简单的是那些质量特性可以判定允收或拒收。
l 典形的计数值有:–汽车档风玻璃的气泡–涂漆表面的抓痕–测试不合规格的单位–外壳的缺点l 计数值控制图的作用,包括:a. 决定质量的平均水平;b. 当平均质量水平转变,给管理阶层一个信息;c. 提高产品的质量;d. 在付运给顾客前决定产品的允收特征。
l 计数值控制图有两种不同的组别。
a. 不良品控制图:一般是建基于『二项分布(Binomial distribution)』。
『不良率控制图(p chart)』是用来显示在生产进中的不良品的比率;而『不良数控制图(np chart)』是监生产中的不良品的数目。
b. 缺点控制图:它是建基于『泊松分布(Poisson distribution)』。
『缺点数控制图(c chart)』是显示在查验之工件上发现的缺点数目;另一个相似的控制图是『单位缺点数控制图(u chart)』是显示平均每一查验之工件的单位缺点数目。
l 计数值控制图的样本数目:控制图每次样本数目不良数(np)不变不良率(p)可变缺点数(c)不变单位缺点数(u)可变l 下列的流程图可以作为一个指引去选择合适的计数值控制图:接下来,我们将先集中在『不良率控制图』;然后才解说『不良数控制图』、『缺点数控制图』和『单位缺点数控制图』。
『不良率控制图(p chart)』是显示在某一样本组内发生事件之数目对全部事件的比值。
在统计制程控制中,『不良率控制图(p chart)』是用作报告产品内的不良品比率。
不良率的设计是可以应付在不同样本数目中的不良品,但我们提议在可能的情形下祗使用一个样本数目。
一个不良率控制图的设立是用作控制单一质量特性或一组质量性中的不良率。
同时也可以设立作为操作员,工作间或某一班制的表现控制。
4.2 数据收集4.2.1 决定样本以下各是作为决定样本数的参考:a. 样本数最少大于50个单位b. 常用的惯例,样本数目的多少一定可以足够找出4个或以上的不良品。


计量值控制图的制作及应用3.1 选择计量值控制图l 计量值控制图是监察在制程中质量特性自然变化的倾向,而所提供的数据都是以可量度的数值为单位,图表是用作测试制程中是否存在特殊变异原因的影向。
l 常用的计量值控制图种类及用途有:控制图种类用途代表性平均值-全距l 平均值的图表是用每一样本的于观察样本平均值平均数及的转变;l 全距和标准差是用平均值-标准差于观察误差的变化情况个别值-移动全距l 个别值的图表是用每一数据的于观察每一个数值平均数的变化;l 移动全距用作观察误差的变化情况。
l 选用计量值控制图,通常会按检查抽样数目多寡来决定。
抽样数目管制图种类2 - 6 AE 平均值-全距管制图> 6 AE 平均值-标准差管制图= 1 AE 个别值-移动全距管制图l 附录I和II提供各种管制图的方法和选择准则以供参考。
接下来,我们将先集中在『平均值–全距控制图』;然后才解说『平均值–标准差控制图』和『个别值–全距控制图』。
_『平均值–全距控制图( x-R 控制图)』包括了两个控制图,它们是『平均值控制图』和『全距控制图』。
『平均值控制图』是用作观察样本平均值的变化;而另一种控制图,『全距控制图』是用作观察数据收集的散布情况。
这里要指出的是『全距控制图』通常是适用于少于七的抽样数。
而超过或于七的抽样数,『标准差控制图』较为适合。
3.2 数据收集3.2.1 选择有代表性的质量特性l 收集数据的目的是:a. 制程管理:掌握制程生产的波动范围,决定制程生产是否稳定,有无特殊变异。
b. 情况分析:掌握和分析制程或产品出现特殊变异的原因,及制订出纠正和预防再发生的措施。
c. 产品检查:检查收发的物品是否合格。
l 收集的数据一定是要选择具有代表制程质量控制的特性;而数据是可量度的。
l 当选择有代表性的质量特性时,可以参考以下的指引。
a. 优先选取经常出现次品的质量特性;可以利用柏拉图分析法去决定优先次序。
b. 识别工序的变异因素和对成品质量的影向,继而决定应用控制图的生产工序。
控制图(control charts)又名:统计过程控制( statistical process control)方法演变:EQ \o(\s\up5(-),\s\do2(x))计量值控制图:⎺X-R控制图(又名均值极差控制图),⎺X-s控制图,单值控制图(又名X 控制图,X-R控制图,IX-MR控制图,XmR控制图,移动极差控制图),移动均值-移动极差控制图(又名MA-MR控制图),目标偏差控制图(又名差异控制图、偏差控制图、名义值偏差控制图),CUSUM(又名累计和控制图),EWMA(又名指数加权移动平均控制图),多元控制图(又名Hotelling T2控制图)。
计数值控制图:p控制图(又名不良品率控制图),np控制图,c控制图(又名缺陷数控制图),u控制图。
两种数据都适用的控制图:短期过程控制图(又名稳定控制图或者Z控制图),组控制图(又名多属性值控制图)。
概述控制图是一种对过程变异进行分析和控制的图形工具。
数据按时间顺序绘制在图上,控制图一般有一条代表均值的中心线,一条上控制限位于中心线上方,一条下控制限位于中心线下方,这些线是根据过程数据确定的。
通过当前数据和由历史数据计算所得的控制限的比较,我们可以判定当前过程变异是稳定的(受控制)还是不稳定的(不受控制,受到某个特定因素的干扰)。
控制图分为很多种,不同的过程、不同的数据,我们采用不同的控制图。
计量值数据的控制图经常是成对应用,其中常绘制在上方的一张控制图监测均值,或者说过程数据的分布中心,而绘制在下方的一张控制图监测极差,或者说分布的波动程度。
如果借助于练习打靶的例子来说明,那么均值就是靶子上射击集中的地方,极差是射击点的离散程度。
计量值数据要成对使用控制图,计数值数据则通常只使用一张控制图就足够了。
适用场合·当你希望控制当前过程,问题出现时能察觉并能对其采取补救措施时;·当你希望对过程输出的变化范围进行预测时:·当你判断一个过程是否稳定(处于统计受控状态)时;·当你分析过程变异来源是随机性(偶然事件)还是非随机性(过程本身固有)时;·当你决定怎样完成一个质量改进项目时——防止特殊问题的出现,或对过程进行基础性的改变。
常规控制图的作法及其应用一、单项选择题每题的备选项中,只有1个最符合题意1. 某车间利用巡检数据作控制图,以分析和监测产品的某关键质量特性的波动情况。
按照作业指导书的规定,巡检人员每小时从生产线上抽一件产品检验,连续检测13个工作班次,共得到104个计量值数据。
适宜使用的控制图是。
A.均值—极差控制图B.p控制图C.单值—移动极差控制图D.“均值一极差控制图”或“单值一移动极差控制图”答案:C[解答] p控制图为计数值控制图。
均值一极差控制图中,均值控制图主要用于观察正态分布的均值的变化,极差控制图用于观察正态分布的分散或变异情况的变化;单值一移动极差控制图多用于对每一个产品都进行检验,采用自动化检查和测量的场合,取样费时、昂贵的场合及如化工等气体与液体流程式过程,产品均匀的场合。
由于无法确定该质量特性是否服从正态分布,所以不宜使用均值一极差控制图,而适宜使用单值一移动极差控制图。
2. 某公司每天都从当天生产的过程中随机抽取一个样本,检验其不合格品数。
过去一个月中每天抽取的样本量(子组大小)为150,240,…,360。
为控制产品的不合格品率,应采用。
A.X-R控制图B.np控制图C.p控制图D.c控制图答案:C[解答] p控制图,用于控制对象为不合格品率或合格品率等计数质量指标的场合,如控制不合格品率、交货延迟率、缺勤率,差错率等;np控制图,用于控制对象为不合格品数的场合,要求样本量n不变;c控制图,用于控制一部机器,一个部件,一定的长度,一定的面积或任何一定的单位中所出现的不合格数目;当样品规格有变化时则应换算为3. 使用p控制图的样本量n=100,其UCLp与CLp的间距设为1。
当n改为400时,设p不变,UCLp与CLp的间距调整为。
A.1/4B.4/1C.1/2D.2/1答案:C[解答]4. 多用于现场需要把测定数据直接记入控制图进行控制的场合的控制图是。
答案:A[解答]中位数的确定比均值更简单,所以多用于现场需要把测定数据直接记入控制图进行控制的场合。