第四章机床夹具原理与设计续
- 格式:ppt
- 大小:9.38 MB
- 文档页数:89
第4章机床夹具设计原理一、本章知识要点及要求4.1 机床夹具概述1.了解机床夹具的概念,掌握组成机床夹具的各元件或装置及其在机床夹具中所起的作用。
2.了解工件在夹具上定位和夹紧的概念。
3.了解机床夹具的分类。
4.2 工件在夹具中的定位1.能根据工件工序图的加工要求,利用定位基本原理,确定保证加工要求应该限制工件的哪些自由度;能够较熟练的分析工件定位方案的合理性,判断其属于完全定位、不完全定位、欠定位和过定位,对不合理的定位方案能进行改正。
2.了解常用的定位基准面(平面、圆柱孔、外圆、圆锥孔)经常采用的定位元件和特点,针对给定的定位基准面能够正确的选择定位元件。
3.掌握常用的定位元件能够限制工件的自由度数目和在给定的坐标系下能够限制哪些自由度。
4.掌握组合定位,对给定的组合定位方案能够进行合理性分析,对给定的组合定位表面能够拟订组合定位方案,并能选择合适的定位元件。
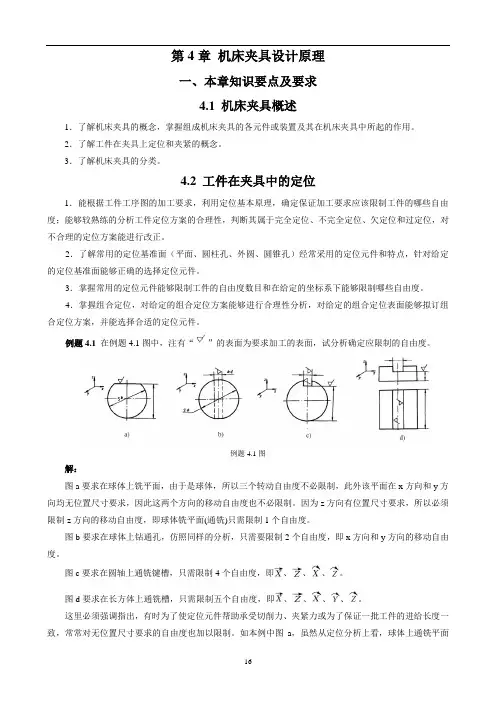
例题4.1在例题4.1图中,注有“”的表面为要求加工的表面,试分析确定应限制的自由度。
例题4.1图解:图a要求在球体上铣平面,由于是球体,所以三个转动自由度不必限制,此外该平面在x方向和y方向均无位置尺寸要求,因此这两个方向的移动自由度也不必限制。
因为z方向有位置尺寸要求,所以必须限制z方向的移动自由度,即球体铣平面(通铣)只需限制1个自由度。
图b要求在球体上钻通孔,仿照同样的分析,只需要限制2个自由度,即x方向和y方向的移动自由度。
图c要求在圆轴上通铣键槽,只需限制4个自由度,即、、、。
图d要求在长方体上通铣槽,只需限制五个自由度,即、、、、。
这里必须强调指出,有时为了使定位元件帮助承受切削力、夹紧力或为了保证一批工件的进给长度一致,常常对无位置尺寸要求的自由度也加以限制。
如本例中图a,虽然从定位分析上看,球体上通铣平面只需限制1个自由度,但在决定定位方案的时候,往往要考虑工件装夹方便(如本例中用平板限制1个自由度,工件会乱滚动。
),一般情况下,工件至少应限制3个自由度。
第4章机床夹具设计原理1.何谓机床夹具?试举例说明机床夹具的作用及其分类?答:所谓机床夹具,就是将工件进行定位、加紧,将刀具进行导向或对刀,以保证工件和刀具间的相对位置关系的附加装置。
机床夹具的功用:①稳定保证工件的加工精度;②减少辅助工时,提高劳动生产率;③扩大机床的使用范围,实现一机多能。
夹具的分类:1)通用夹具; 2)专用夹具; 3)成组夹具; 4)组合夹具;5)随行夹具。
2.工件在机床上的安装方法有哪些?其原理是什么?答:工件在机床上的安装方法分为划线安装和夹具安装。
划线安装是按图纸要求,在加工表面是上划出加工表面的尺寸及位置线,然后利用划针盘等工具在机床上对工件找正然后夹紧;夹具安装是靠夹具来保证工件在机床上所需的位置,并使其夹紧。
3.夹具由哪些元件和装置组成?各元件有什么作用?答:1)定位元件及定位装置:用来确定工件在夹具上位置的元件或装置;2)夹紧元件及夹紧装置:用来夹紧工件,使其位置固定下来的元件或装置;3)对刀元件:用来确定刀具与工件相互位置的元件;4)动力装置:为减轻工人体力劳动,提高劳动生产率,所采用的各种机动夹紧的动力源;5)夹具体:将夹具的各种元件、装置等连接起来的基础件;6)其他元件及其他装置。
4.机床夹具有哪几种?机床附件是夹具吗?答:机床夹具有通用夹具、专用夹具、成组夹具、组合夹具和随行夹具。
5.何谓定位和夹紧?为什么说夹紧不等于定位?答:工件在夹具中占有正确的位置称为定位,固定工件的位置称为夹紧。
工件在夹具中,没有安放在正确的位置,即没有定位,但夹紧机构仍能将其夹紧,而使其位置固定下来,此时工件没有定位但却被夹紧,所以说夹紧不等于定位。
6.什么叫做六点定位原理?答:采用六个按一定规则布置的约束点,限制工件的六个自由度,即可实现完全定位,这称为六点定位原理。
7.工件装夹在夹具中,凡是有六个定位支承点,即为完全定位,凡是超过六个定位支承点就是过定位,不超过六个定位支承点就不会出现过定位,这种说法对吗,为什么?答:不对;过定位是指定位元件过多,而使工件的一个自由度同时被两个以上的定位元件限制。
![第4章%20机床夹具设计原理[1]](https://uimg.taocdn.com/ebd87a106edb6f1aff001fe9.webp)
第4章 机床夹具设计原理习 题4-1 根据下述各题的定位方案,分析限制的自由度,是否属于重复定位或欠定位,若定位不合理时又应如何改进。
1.连杆工件在夹具中的平面及V 形块上定位,如图4-1。
2.轴类工件在三爪卡盘及前后顶尖中定位,如图4-2。
3.齿坯工件在心轴上定位,如图4-3。
4.图T 形轴在3个短V 形块中定位,如图4-4。
4-2 图4-5(a)所示套类工件铣键槽,要求保证尺寸94-0.20,分别采用图(b)所示的定位销定位方案和图(c)所示的V 形槽定位方案,分别计算定位误差。
4-3 图4-6所示为轴类零件加工的几种装夹情况。
试分析各属于何种定位?都限制了工件的哪些不定度,有无不合理之处?如何改进?4-4 凸轮轴导块铣槽工序如图4-7所示,试设计定位方案,保证定位误差为0。
图4-1 图4-2图4-3 图4-4图4-5图4-6轴类零件装夹示意图图4-7 凸轮轴导块铣槽工序4-5 工件定位如图4-8所示,欲钻孔O 并且保证尺寸A ,试分析计算此种定位方案的定位误差。
4-6 在卧式铣床上,用三面刃铣刀加工如图4-9所示零件的缺口。
本工序为最后工序。
试设计一个能满足加工要求的定位方案。
4-7 如图4-10所示为加工工件的M 面时的定位情况。
N 面、P 面已在前工序加工完毕,mm L )2.045(1±=,定位基准为P 面,工序尺寸为mm L )25.020(2±=,工序基准为N 面。
试计算定位误差,并分析能否满足工序要求。
4-8 如图4-11所示为在金刚镗床上加工活塞销孔的定位,活塞群部内孔与定位销的配合为6795g H φ,要求活塞销孔与群部内孔的对称度不大于0.2mm 。
试计算定位误差,并分析定位质量。
4-9 工件以圆孔在水平心轴上定位铣两斜面如图4-12所示,要求保证加工尺寸为2Ta a ±,试计算定位误差。
图4-8 钻孔工序图4-94-10 加工图4-13所示零件,在工件上欲铣削一缺口,保证尺寸mm 008.08-,现采用(b)、(c)两种定位方案,试计算各定位误差,并分析能否满足加工要求。
机械制造权威习题及答案 The following text is amended on 12 November 2020.第四章机床夹具原理与设计班级_____________ 学号____________姓名_____________ 成绩____________一、选择题:1、在机床上采用中心架支承加工长轴时,是属于那种定位[ ]A、完全定位B、不完全定位C、过定位D、欠定位2、机床夹具中需要考虑静平衡要求的是哪一类夹具[ ]A、车床夹具B、钻床夹具C、镗床夹具D、铣床夹具3、工件外圆柱面以V090形块定位铣键槽,如右图所示,其定位与设计基准的不重合误差为[ ]jbA、TdB、Td7.0C、Td5.0D、04、工件以外圆柱面在长V形块上定位时,限制了工件几个自由度[ ]A、6个B、5个C、4个D、3个5、如右图所示,在圆球上铣平面,保证尺寸H,需要限制几个自由度[ ]A、4个B、3个C、2个D、1个6、用双顶尖装夹工件车削外圆面,限制的自由度为[ ]A、6个B、5个C、4个D、3个7、如右图所示工件,加工表面为A,定位表面为B,其定位误差为[ ]A、mm.030.0 B、mm28C、mm02.0D、mm8、在平面磨床上磨削工件的平面时,不能采用下列哪一种定位[ ]A、完全定位B、不完全定位C、过定位D、欠定位9、一面二孔定位中,削边销削边方向应是[ ](如右图所示)A、与两孔中心连线同方向B、与两孔中心连线方向成045C、与两孔中心连线成090 D、任意放均可10、工件以圆柱面在短V形块上定位时,限制工件的自由度数为[ ]A、5个B、4个C、3个D、2个11、工件定位时的欠定位是指[ ]A、少于6个自由度的限制性B、定位精度不够C、不完全定位D、技术要求应限制的自由度未被限制12、夹具中,定心夹紧机构的特点是[ ]A、定位与夹紧同时完成B、结构复杂,实现夹紧困难C、先定位后夹紧D、定位精度较差,应用较少13、工件定位时,有一个或几个自由度被定位元件重复限制时称为[ ]A、欠定位B、过定位C、不完全定位D、完全定位二、判断题1、用6个支承点就可使工件实现完全定位。
第四章机床夹具设计原理学习目的与要求(1)了解机床夹具的组成、作用及其对零件加工的重要性(2)掌握对工件定位的概念、原理、要求及定位误差的概念(3)掌握各种不同定位方式定位误差的计算(4)熟悉对工件夹紧的目的、要求和夹紧机构(5)熟悉各种机床上使用的夹具特点(6)初步掌握夹具设计的方法、要点和步骤主要内容第4章机床夹具设计原理4.1 机床夹具的概述4.2 工件的定位4.3 典型的定位方式、定位元件及定位装置4.4 定位误差4.5 工件的夹紧4.6 夹紧机构4.7 夹具的动力装置4.8 夹具的其它装置4.9 夹具设计的方法及步骤思考与练习:划线安装(钳工手工作业)是指按图纸要求在工件表面上划出位置线以及加工线和找正线,安装工件时,先在机床上按找正线找正工件的位置,然后夹紧工件。
例如:要在长方形工件上镗孔,可先在划线平台上划出孔的十字中心线,再画出加工线和找正线(加工线和找正线之间的距离一般为5毫米)。
然后将工件安放在四爪单动卡盘上轻轻夹紧,转动四爪单动卡盘,用划针检查找正线,找正后夹紧工件。
特点:划线安装不需要其它专门设备,通用性好,生产率低,精度不高(一般划线找正的对线精度为0.1mm左右),适于单件、小批量生产中复杂铸件或者铸件精度较低的粗加工工序。
四爪单动卡盘1-卡盘体2-卡爪3-丝杆图4.1 扇形零件技术要求简图1)位置尺寸精度:23+0.22)位置精度:平行度、对称度、均匀分布B C-C CC定位键???三、夹具的组成1、夹具的组成①定位元件及定位装置②夹紧元件及夹紧装置③导向元件或对刀装置④动力装置⑤夹具体⑥其它元件与装置2、夹具的工作原理要点①使工件占有正确的加工位置②保证夹具定位工作面相对机床切削运动形成表面的准确几何位置,满足加工面对定位基准的相互位置精度要求③保证加工面对定位基准的位置尺寸Fig4-1 铣槽工序用的铣床夹具1-定位键;2-支承板;3-齿纹顶支承钉;4-平头支承钉;5-侧装对刀块;6-夹具底块;7-底板;8-螺旋压板;9-夹紧螺母;10-对刀塞尺对刀装置四、夹具的作用)保证加工精度(2)提高生产率)减轻工人劳动强度(4)扩大机床使用范围五、夹具分类1、按专业化程度①通用夹具②专用夹具③成组夹具④组合夹具⑤随行夹具2、按机床种类①车床夹具②磨床夹具③钻床夹具(钻模) ④镗床夹具(镗模)⑤铣床夹具3、按动力源手动、气动、液压、气液、电动、电磁、真空自紧(切削力)4. 组合夹具1机床夹具概述典型组合夹具[1]1机床夹具概述典型组合夹具[1分解图形]§4-2工件的定位一、定位与基准¾定位:工件在夹具中占有正确的位置¾夹紧:固定工件的位置¾定位基准:确定工件安装时所用的基准二、定位原理¾自由度:一个物体在空间中可能具有的运动¾刚体有六个自由度:¾定位条件:采取各种约束措施来(约束)消除六个自由度¾六点定位原理:x y z x y zt t t )))、、、、、平面1、2、3:圆柱面5、6 :槽4 :z x y t))、、x yt t、z)圆柱面1、3、4、5:槽2:y z y z t t))、、、x)②V 型铁定位:③锥销定位:④顶尖定位:短V铁:z x rv ,长V铁:z x z x ))r t ,,,z y x r r v ,,y x rv ,z y x r r v ,,y x )),三、定位的正常情况与非正常情况需限制5个自由度需限制6个自由度满足加工精度所需限制的自由度分析若工件上的某个自由度被二个,或二个以上的约束所重复限制,这种定位称过定位。