第4章 机床夹具原理与设计2
- 格式:ppt
- 大小:6.23 MB
- 文档页数:44
第4章机床夹具设计原理一、本章知识要点及要求4.1 机床夹具概述1.了解机床夹具的概念,掌握组成机床夹具的各元件或装置及其在机床夹具中所起的作用。
2.了解工件在夹具上定位和夹紧的概念。
3.了解机床夹具的分类。
4.2 工件在夹具中的定位1.能根据工件工序图的加工要求,利用定位基本原理,确定保证加工要求应该限制工件的哪些自由度;能够较熟练的分析工件定位方案的合理性,判断其属于完全定位、不完全定位、欠定位和过定位,对不合理的定位方案能进行改正。
2.了解常用的定位基准面(平面、圆柱孔、外圆、圆锥孔)经常采用的定位元件和特点,针对给定的定位基准面能够正确的选择定位元件。
3.掌握常用的定位元件能够限制工件的自由度数目和在给定的坐标系下能够限制哪些自由度。
4.掌握组合定位,对给定的组合定位方案能够进行合理性分析,对给定的组合定位表面能够拟订组合定位方案,并能选择合适的定位元件。
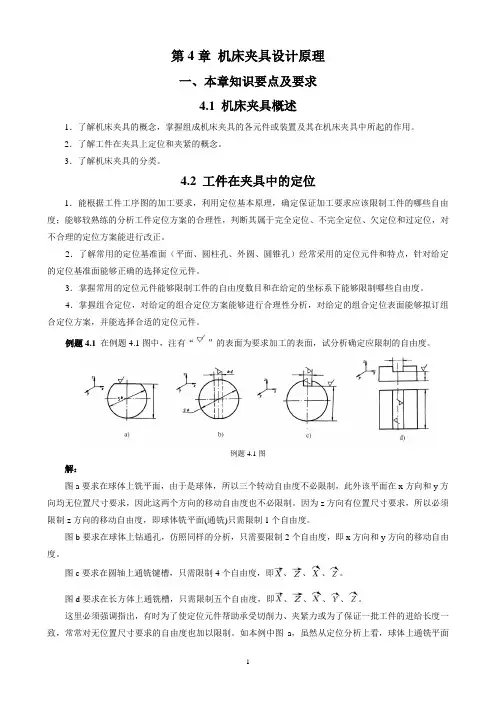
例题4.1在例题4.1图中,注有“”的表面为要求加工的表面,试分析确定应限制的自由度。
例题4.1图解:图a要求在球体上铣平面,由于是球体,所以三个转动自由度不必限制,此外该平面在x方向和y方向均无位置尺寸要求,因此这两个方向的移动自由度也不必限制。
因为z方向有位置尺寸要求,所以必须限制z方向的移动自由度,即球体铣平面(通铣)只需限制1个自由度。
图b要求在球体上钻通孔,仿照同样的分析,只需要限制2个自由度,即x方向和y方向的移动自由度。
图c要求在圆轴上通铣键槽,只需限制4个自由度,即、、、。
图d要求在长方体上通铣槽,只需限制五个自由度,即、、、、。
这里必须强调指出,有时为了使定位元件帮助承受切削力、夹紧力或为了保证一批工件的进给长度一致,常常对无位置尺寸要求的自由度也加以限制。
如本例中图a,虽然从定位分析上看,球体上通铣平面只需限制1个自由度,但在决定定位方案的时候,往往要考虑工件装夹方便(如本例中用平板限制1个自由度,工件会乱滚动。
),一般情况下,工件至少应限制3个自由度。
第4章机床夹具设计原理1.何谓机床夹具?试举例说明机床夹具的作用及其分类?答:所谓机床夹具,就是将工件进行定位、加紧,将刀具进行导向或对刀,以保证工件和刀具间的相对位置关系的附加装置。
机床夹具的功用:①稳定保证工件的加工精度;②减少辅助工时,提高劳动生产率;③扩大机床的使用范围,实现一机多能。
夹具的分类:1)通用夹具; 2)专用夹具; 3)成组夹具; 4)组合夹具;5)随行夹具。
2.工件在机床上的安装方法有哪些?其原理是什么?答:工件在机床上的安装方法分为划线安装和夹具安装。
划线安装是按图纸要求,在加工表面是上划出加工表面的尺寸及位置线,然后利用划针盘等工具在机床上对工件找正然后夹紧;夹具安装是靠夹具来保证工件在机床上所需的位置,并使其夹紧。
3.夹具由哪些元件和装置组成?各元件有什么作用?答:1)定位元件及定位装置:用来确定工件在夹具上位置的元件或装置;2)夹紧元件及夹紧装置:用来夹紧工件,使其位置固定下来的元件或装置;3)对刀元件:用来确定刀具与工件相互位置的元件;4)动力装置:为减轻工人体力劳动,提高劳动生产率,所采用的各种机动夹紧的动力源;5)夹具体:将夹具的各种元件、装置等连接起来的基础件;6)其他元件及其他装置。
4.机床夹具有哪几种?机床附件是夹具吗?答:机床夹具有通用夹具、专用夹具、成组夹具、组合夹具和随行夹具。
5.何谓定位和夹紧?为什么说夹紧不等于定位?答:工件在夹具中占有正确的位置称为定位,固定工件的位置称为夹紧。
工件在夹具中,没有安放在正确的位置,即没有定位,但夹紧机构仍能将其夹紧,而使其位置固定下来,此时工件没有定位但却被夹紧,所以说夹紧不等于定位。
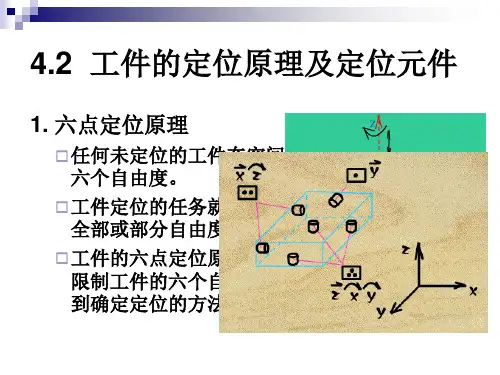
6.什么叫做六点定位原理?答:采用六个按一定规则布置的约束点,限制工件的六个自由度,即可实现完全定位,这称为六点定位原理。
7.工件装夹在夹具中,凡是有六个定位支承点,即为完全定位,凡是超过六个定位支承点就是过定位,不超过六个定位支承点就不会出现过定位,这种说法对吗,为什么?答:不对;过定位是指定位元件过多,而使工件的一个自由度同时被两个以上的定位元件限制。