焊点检验标准
- 格式:doc
- 大小:81.50 KB
- 文档页数:5
SMT焊接质量检验标准SMT焊接质量检验标准本标准旨在统一焊接外观检验标准,确保焊接质量和检验的一致性。
适用于SMT、成型线、装配线等有关的焊接质量检验。
生产线操作人员和检测人员要依照本标准来保证产品的外观和整体的性能。
典型缺陷虚焊:零件脚或引线脚与锡垫间没有锡或锡量太少或其它因素造成没有接合,看似焊住其实没有焊住的焊接点,这种焊接点有可能当时用设备无法检测出来,但在用户使用过程中能慢慢的暴露出来,危害性极高。
包焊:焊点焊锡过多,看不到零件脚或其轮廓者。
桥接:有脚零件在脚与脚之间被多余的焊锡连接短路,特别是在手工焊接时,亦或刮CHIPS脚造成残余锡渣使脚与脚短路。
错件:零件放置的规格或种类与作业规定或BOM、图纸等不符合。
缺件:应放置零件的位置,因不正常的缘故而产生空缺。
极性反向:极性方位正确性与加工工程样品装配不一样,象电解电容,二极管都是极性元件,要特别注意。
零件偏位:零件焊接点与焊盘发生偏移,易引起管脚之间短路。
焊盘损伤:在补焊或维修时使用烙铁不当导致焊盘被破坏,这极易引起主板报废,造成重大损失。
焊点的质量要求对焊点的质量要求,应该包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
插件元件焊接可接受性要求:引脚凸出不应超过 2.3mm,最小不低于0.5mm。
对于厚度超过2.3mm的通孔板(双面板),引脚长度已确定的元件(如IC、插座),引脚凸出是允许不可辨识的。
焊锡的垂直填充须达孔深度的75%,即板厚的3/4;焊接面引脚和孔壁润湿至少270°。
焊锡对通孔和非支撑孔焊盘的覆盖面积须≥75%。
贴片(矩形或方形)元件焊接可接受性要求:贴片元件位置的歪斜或偏移不应超过其元件或焊盘宽度(其中较小者)的1/2,且不可违反最小电气间隙。
末端焊点宽度最小为元件可焊端宽度的50%或焊盘宽度的50%,其中较小者。
接头部件的位置偏移和倾斜必须避免与邻近的导体接触。

文件编号WI-QC-QTS-08 版本/版次A/0 第4页,共35页8焊点外观质量检验判定标准8.1 少件--CR8.1.1 漏件8.1.1.1 定义:工艺要求贴装零件的部位SMT工序或DIP工序未进行贴装。
A图B图C图图解:A图与B图对比,B图红色框内漏件,C图上下两幅图对比为D2部位漏件。
B图和C图不允8.1.1.2 影响:影响产品功能。
8.1.1.3 纠正措施:二次补焊。
8.2 撞件8.2.1 定义:原本贴装零件的部位由于取板或放板不规范,撞击后导致零件脱落。
文件编号WI-QC-QTS-08版本/版次 A/0第5页,共35页8.2.2 影响:影响产品功能。
8.2.3 纠正措施:返修。
8.3 错件--CR8.3.1 定义:实际贴装的零件与要求贴装的零件不一致。
8.3.2 影响:影响或潜在影响产品功能。
8.3.3 纠正措施:返修。
图解:A 图与B 图对比,B 图红色框内有贴装过的痕迹,明显为撞击后导致零件脱落。
不允收。
图解:SMT :A 图与B 图对比,B 图红色框内103电阻错贴成101电阻,为错件。
不允收。
DIP :C 图中要求与实际插件不相符,不允收。
要求实际 A 图B 图C 图103103 103101文件编号WI-QC-QTS-08版本/版次 A/0第6页,共35页8.4 极反--CR8.4.1 定义:极性零件未按作业指导书或PCB 板上丝印上的极性要求进行贴装。
8.4.2 影响:烧坏元器件。
8.4.3 纠正措施:返修。
8.5 反背--MA 图解:SMT :A 图与B 图对比,B 图红色框内J106零件极反。
不允收。
C 图实际要求A 图B 图J106+901J+要求实际D 图文件编号WI-QC-QTS-08版本/版次 A/0第7页,共35页8.5.1 定义:贴装时应该向上的面被朝下贴装。
8.5.2 影响:外观或功能不良。
8.5.3 纠正措施:返修。
8.6 立碑--CR8.6.1 定义:应该两个端子均与焊盘连接的零件只有一个端子与焊盘连接,另一个端子呈悬空状态。


焊缝标准
焊接检验标准是:
1、是否有漏焊,即应该焊接的焊点没有焊上。
2、焊点的光泽好不好。
3、焊点的焊料足不足。
4、焊点的周围是否有残留的焊剂。
5、有没有连焊、焊盘有滑脱落。
6、焊点有没有裂纹。
7、焊点是不是凹凸不平,焊点是否有拉尖现象。
焊缝质量分为三个等级:
1、一级焊缝要求对‘每条焊缝长度的100%进行超声波探伤。
2、二级焊缝要求对‘每条焊缝长度的20%进行抽检,且不小于200mm进行超声波探伤。
3、一级、二级焊缝均为全焊透的焊缝,并不允许存在如表面气孔、夹渣、弧坑裂纹、电弧檫伤等缺陷。
4、一级、二级焊缝的抗拉压、抗弯、抗剪强度均与母材相同。
焊接质量检验标准焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一。
它在电子产品实验、调试、生产中应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接影响到产品的质量。
电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的。
因此,掌握熟练的焊接操作技能对产品质量是非常有必要的。
(一)焊点的质量要求:对焊点的质量要求,应该包括电气接触良好、机械接触牢固和外表美观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
1.可靠的电气连接焊接是电子线路从物理上实现电气连接的主要手段。
锡焊连接不是靠压力而是靠焊接过程形成牢固连接的合金层达到电气连接的目的.如果焊锡仅仅是堆在焊件的表面或只有少部分形成合金层,也许在最初的测试和工作中不易发现焊点存在的问题,这种焊点在短期内也能通过电流,但随着条件的改变和时间的推移,接触层氧化,脱离出现了,电路产生时通时断或者干脆不工作,而这时观察焊点外表,依然连接良好,这是电子仪器使用中最头疼的问题,也是产品制造中必须十分重视的问题。
2.足够机械强度焊接不仅起到电气连接的作用,同时也是固定元器件,保证机械连接的手段。
为保证被焊件在受振动或冲击时不至脱落、松动,因此,要求焊点有足够的机械强度。
一般可采用把被焊元器件的引线端子打弯后再焊接的方法。
作为焊锡材料的铅锡合金,本身强度是比较低的,常用铅锡焊料抗拉强度约为3-4.7kg /cm 2,只有普通钢材的10%。
要想增加强度,就要有足够的连接面积。
如果是虚焊点,焊料仅仅堆在焊盘上,那就更谈不上强度了。
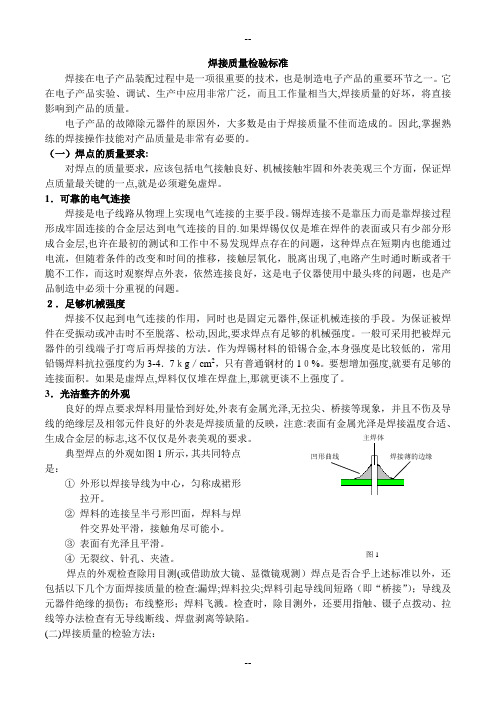
3.光洁整齐的外观良好的焊点要求焊料用量恰到好处,外表有金属光泽,无拉尖、桥接等现象,并且不伤及导线的绝缘层及相邻元件良好的外表是焊接质量的反映,注意:表面有金属光泽是焊接温度合适、生成合金层的标志,这不仅仅是外表美观的要求。
典型焊点的外观如图1所示,其共同特点是:① 外形以焊接导线为中心,匀称成裙形拉开。

无铅焊点检验规范无铅焊点是现代电子产品中常见的组装方式之一,确保焊接质量对于产品的正常运行至关重要。
为了保证无铅焊点的质量,需要遵守一些检验规范。
下面是一些常见的无铅焊点检验规范:1.焊接温度和时间检验:无铅焊点的焊接温度和时间直接影响焊点质量。
检验时,应根据焊接材料的要求和工艺标准,使用合适的焊接温度和时间参数进行检验。
焊接温度和时间过高会导致焊接点的烧损和氧化,从而影响产品的可靠性。
2.焊接外观检验:焊点的外观可以通过视觉检查进行评估。
焊接后的焊点应呈现出光滑、均匀、一致的外观,无明显的裂缝、气泡和杂质等缺陷。
焊点与焊盘之间应紧密贴合,没有明显的间隙或未焊接到位的现象。
3.焊点强度检验:焊点的强度是评估焊接质量的重要指标之一。
可以通过拉力测试或剪切测试来评估焊点的强度。
拉力测试是将焊点施加拉力,评估焊点是否能够承受预定的拉力。
剪切测试是将焊点施加剪切力,评估焊点是否能够承受预定的剪切力。
焊点的强度应符合设定的标准要求。
4.引脚连接性测试:无铅焊点的连接性也是一个重要的检验指标。
可以通过外部测试仪器来检测焊点与焊盘之间的电气连接性。
测试仪器将通过电流或电压信号检测焊点的连接质量,以确保焊点与焊盘之间的电气信号能够正常传导。
5.尺寸和位置检验:焊点的尺寸和位置也需要进行检验。
可以使用量具或显微镜来测量焊点的尺寸和位置,确保焊点符合设计要求和规范要求。
综上所述,无铅焊点的检验规范包括焊接温度和时间检验、焊接外观检验、焊点强度检验、引脚连接性测试以及尺寸和位置检验等。
通过遵守这些检验规范,能够确保无铅焊点的质量和可靠性,提高产品的使用寿命和性能。
无铅焊点的质量是电子产品的重要保障,因此需要严格遵守相关的检验规范以确保焊点的质量和可靠性。
下面将继续介绍相关的内容:6.焊点表面光洁度检验:焊点的表面光洁度对焊接质量有着重要影响,因为高光洁度的焊点可以提供更好的连接性和稳定性。
检验时,可以使用显微镜或光学仪器来评估焊点表面的光洁度。
点焊检测标准.pdf范本1:点焊检测标准1. 引言本旨在规范点焊检测的工作流程和要求,确保产品质量和生产效率。
点焊作为重要的焊接工艺之一,对产品的连接质量至关重要。
通过本的指导,希翼能够提高点焊检测的准确性和可靠性,提高产品质量。
2. 术语定义2.1 点焊:将两个金属表面通过施加电流短暂加热至熔点,并施加一定压力使其熔合。
2.2 点焊电流:施加在焊点上的电流的大小。
2.3 点焊时间:施加在焊点上的电流持续的时间。
2.4 点焊电极压力:施加在焊点上的电极的压力。
2.5 焊接接触电阻:焊点所产生的电阻。
3. 点焊检测流程3.1 准备工作3.1.1 验证设备的性能和准确性。
3.1.2 确定检测样本的要求和数量。
3.1.3 准备所需的检测工具和材料。
3.2 点焊检测3.2.1 点焊电流检测3.2.2 点焊时间检测3.2.3 点焊电极压力检测3.2.4 焊接接触电阻检测4. 检测结果判定4.1 根据点焊检测标准进行判定。
4.2 如果检测结果符合标准,认定为合格;如果不符合标准,认定为不合格。
4.3 不合格产品的处理方式。
5. 附件:附件1:点焊检测报告模板附件2:点焊检测记录表6. 法律名词及注释:6.1 点焊:焊接方法的一种,用于将两个金属表面通过施加电流短暂加热至熔点,并施加一定压力使其熔合。
6.2 焊接接触电阻:焊点所产生的电阻。
范本2:点焊质量检验流程一、目的为准确判断点焊接头的质量,制定详细的点焊质量检验流程。
二、适合范围适合于点焊接头的质量检验工作。
三、术语定义3.1 点焊接头:通过点焊工艺连接的两个金属表面。
3.2 点焊电流:施加在焊点上的电流的大小。
3.3 点焊时间:施加在焊点上的电流持续的时间。
3.4 点焊电极压力:施加在焊点上的电极的压力。
3.5 点焊接头外观:点焊接头的外观形态,包括焊缺、焊渣、焊点凸起等。
四、点焊质量检验流程4.1 准备工作4.1.1 验证点焊设备的性能和准确性。
4.1.2 确定检验样本的要求和数量。
焊接质量检验标准1.目的通过正确定义焊接质量的检验标准,保证员工在焊接、检验过程中制造出合格的产品; 2.范围适用于焊接车间; 3.工作程序焊接质量标准根据生产制造现场工艺实际情况,可采用边界样本目视化来清楚地分辨出焊接质量是否符合要求;电阻点焊焊点不合格质量的界定和CO2气体保护焊焊点、焊缝不合格质量的界定; 3.1.1以下8 种电阻焊点被认为是不可接受的,界定为不合格质量: 3.1.1.1虚焊无熔核或者熔核的尺寸小于4mm 焊点,代号为L; 3.1.1.2沿着焊点周围有裂纹的焊点,代号为C; 3.1.1.3烧穿,代号为B;3.1.1.4边缘焊点不包括钢板所有边缘部分的焊点,代号为E;3.1.1.5位置偏差的焊点与标准焊点位置的距离超过10mm,代号P;3.1.1.6钢板变形超过25度的焊点,代号为D;缺陷B :烧穿缺陷E :焊点E 、F为边缘焊点,不可缺陷D :钢板变形α大于25度的焊3.1.1.7压痕过深的焊点材料厚度减少50%,代号为I;缺陷I:压痕过深焊点I,压痕深度≥板材3.1.1.8漏焊,代号为M;3.1.2以下10种CO2气体保护焊焊点、焊缝被认为是不可接受的,界定为不合格质量:3.1.2.2焊缝金属裂纹;3.1.2.2夹杂焊缝中夹杂着除母材和焊丝外的物质或氧化物;3.1.2.3气孔焊逢中产生气孔;3.1.2.4咬边;咬边:焊逢偏向一母材,与另一母材熔合过少,未能达到要求的力3.1.2.5未熔合;3.1.2.6未焊透;3.1.2.7熔透过大;3.1.2.8蛇形焊道;未熔合:填充金属填充极少,导致焊缝与母材间未熔合未焊透:填充金属未能完全填充,导致焊缝与母材间未焊透熔透过大:焊缝高度小于准备要求,严重的导致烧穿3.1.2.9飞溅;3.12.10飞溅,焊缝堆积过高,焊缝不连续3.1.3以下4个凸点焊螺母的焊接质量是3个是可接受的,1个是不可接受的;蛇形焊道:焊缝弯曲,形状象蛇飞溅:焊接过程中焊丝飞到焊缝外粘在母材表面的物质飞溅,焊缝堆积过高,焊缝不连续;凸点焊螺母3个角与母才粘合,焊凸点焊螺母1个角与母才粘合,焊接凸点焊螺母2个角与母才粘合,焊凸点焊螺母3个角与母才粘合,焊3.1.4以下凸点焊螺母加CO2保护焊是可接受的, 界定为合格质量;。
海翔瑞通科技有限公司企业技术标准Q/ SMT焊点检验标准2009-12-20发布2010-1-1实施北京海翔瑞通科技有限公司版权所有侵权必究目次前言 (3)1 范围 52 规范性引用文件 53 术语和定义 5冷焊点 5浸析 54 回流炉后的胶点检查 65 焊点外形7片式元件——只有底部有焊端7片式元件——矩形或正方形焊端元件——焊端有1、3或5个端面10圆柱形元件焊端16无引线芯片载体——城堡形焊端20扁带“L”形和鸥翼形引脚23圆形或扁平形(精压)引脚29“J”形引脚32对接 /“I”形引脚37平翼引线40仅底面有焊端的高体元件41内弯L型带式引脚42面阵列/球栅阵列器件焊点44通孔回流焊焊点466 元件焊端位置变化487 焊点缺陷49立碑49不共面49焊膏未熔化50不润湿(不上锡)(nonwetting)50半润湿(弱润湿/缩锡)(dewetting)51焊点受扰51裂纹和裂缝52针孔/气孔52桥接(连锡)53焊料球/飞溅焊料粉末54网状飞溅焊料558 元件损伤56缺口、裂缝、应力裂纹56金属化外层局部破坏58 浸析(leaching)599 上下游相关规范6010 附录6011 参考文献60前言本子标准是Q/DKBA3200-2001《PCBA检验标准》的九个子标准之一。
本子标准与Q/《THT焊点检验规范》等八个子标准共同构成Q/DKBA3200-2001《PCBA 检验标准》。
本子标准的大部分内容属于原Q/DKBA-Y008-1999《PCBA外观质量检验标准》的第10章,经过一年半的实践,又参考IPC-A-610C第12章重新修订而成。
相对于前一版本的变化是图形增加,更加清晰,叙述逻辑性增强。
个别地方内容也有变动。
在合格性判断等级方面增加了“工艺警告”级。
本标准由工艺委员会电子装联分会提出。
本标准主要起草人:邢华飞、张源、李江、姜平、陈冠方、陈普养、饶秋池、李石茂、肖振芳、韩喜发、黄玉荣本标准审核人:蔡祝平、张记东、辛书照、陈国华、王界平、曹曦、周欣、郭朝阳本标准批准人:吴昆红本标准执行:现场工艺和质量部门可根据具体需要制定操作指导书执行。