磨削过程的特点
磨削过程与刀具切削过程相比,具有如下主要特点: ① 负前角切削是磨削的一大特点。砂轮的前角0平均为 - 65°~ - 80° 。 ② 磨削过程是无数磨粒对工件表面进行切削、刻划、摩擦、 抛光的综合作用过程。
③ 背向磨削力Fp大。Fp作用于砂轮切入方向,使砂轮轴和工件 均产生弯曲变形,影响工件的形状精度和表面质量。减少这 种影响的措施是增加光磨次数或采用辅助支承。 ④ 磨削温度高。工件表层温度可高达 1000℃以上,易产生烧伤 和热变形。减少这种影响的措施是施加大量切削液。 ⑤ 加工硬化和残余应力严重。 及时修整砂轮,施加足够 的切削液,增加光磨次数, 可减少这种影响。
a直角自由切削图214合力及其分力作用在前刀面的弹塑性变形抗力fny作用在前刀面的摩擦力ffy合力fr作用在后刀面的弹塑性变形抗力fna作用在后刀面的摩擦力ffa切削力的分解及其应用背向力f比例关系
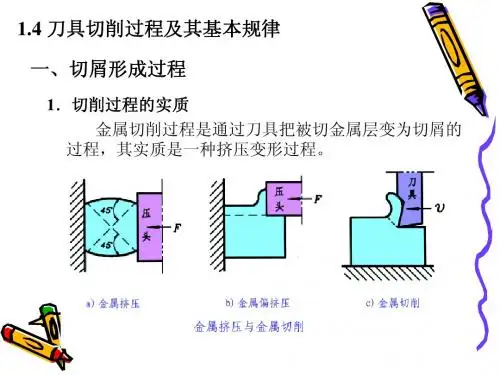
1.4 刀具切削过程及其基本规律 一、切屑形成过程
1.切削过程的实质 金属切削过程是通过刀具把被切金属层变为切屑的 过程,其实质是一种挤压变形过程。
2)工件材料:
① 若HB↑ , b ↑,则Q ↑; ② 若λ ↓ ,则Q↑。 3)刀具角度: ① 若0 ↑ ,则Q↓ ;
② 若Kr↓,则Q↓。
4)切削液: 合理施加切削液,则Q↓。
3. 积屑瘤
1.定义: 用中等切削速度切削塑性金属时,往往在刀具前刀面的 刃口处牢固地粘结着一小块很硬的金属。 2.产生条件)
切削力的计算 公式 :Fc =FdAc=FdapfN Ff 、Fp可根据不同切削条件,由Fc乘以一定系数求得。 切削功率 1)切削功率Pc
① 定义:同一瞬间切削刃基点上的切削力与切削速度的乘积。 ② 公式: F V