喷气纺
- 格式:ppt
- 大小:19.31 MB
- 文档页数:59
叙述双喷嘴喷气纺纱的成纱机理
双喷嘴喷气纺纱是一种常见的连续纺纱方式,其机理如下:
1. 两个喷嘴同时向纺杼里喷出气流,气流在纺杼中形成扁平涡流区。
2. 纺杼中的纤维在气流作用下向两侧受拉,拉伸变细,形成毛细水柱。
3. 在气流作用下,两个毛细水柱发生旋转合并,形成一个共旋涡,并形成加捻区。
4. 加捻区中的纤维旋转形成更细的纱线,同时被气流吹离加捻区,拉直并挤压,形成更细的纱线。
5. 最后,纱线经过温度调控,被带到纱锭上,形成成品纱线。
通过双喷嘴喷气的特殊结构,气流在纺杼中形成旋转涡流区,使纤维在拉伸和捻合的同时,拉细并形成更细的纱线,并且能够有效地控制纤维的形状和定向,使成品纱线的质量更加稳定。
喷气涡流纺纱原理喷气涡流纺纱原理概述喷气涡流纺纱是一种在高速气流作用下,将聚合物熔体喷射到空气中形成细丝的纺织技术。
该技术可以生产出高强度、高模量、低密度的纤维,广泛应用于航空航天、汽车、建筑等领域。
原理1. 喷嘴喷嘴是喷气涡流纺纱技术中最关键的部件之一。
它由一个圆柱形的进料口和一个锥形的出料口组成。
聚合物熔体经过进料口进入喷嘴,然后通过出料口被喷射到空气中。
2. 气流在喷嘴周围形成高速气流是实现喷气涡流纺纱的必要条件。
这种气流可以通过压缩空气或者惰性气体来产生。
当聚合物熔体被喷射到空气中时,它会受到这种高速气流的牵引和拉伸,形成一个细长而连续的丝状结构。
3. 涡旋区域在喷嘴周围形成的高速气流会形成一个涡旋区域,这个区域是喷气涡流纺纱过程中最重要的部分之一。
在这个区域内,聚合物熔体会被拉伸和剪切,形成一个细长而连续的丝状结构。
同时,在涡旋区域内也会发生聚合物熔体的混合和分散作用,从而使得纤维质量更加均匀。
4. 纤维形成在喷嘴周围形成的高速气流和涡旋区域的作用下,聚合物熔体被拉伸、剪切、混合和分散,最终形成一个连续而均匀的纤维。
这种纤维可以通过不同的控制参数来调节其直径、长度、拉伸率等性能指标。
应用喷气涡流纺纱技术广泛应用于航空航天、汽车、建筑等领域。
在航空航天领域中,该技术可以生产出高强度、高模量、低密度的碳纤维和玻璃纤维等复合材料;在汽车领域中,该技术可以生产出轻量化、高强度的车身结构件;在建筑领域中,该技术可以生产出高强度、高韧性的钢筋混凝土材料。
喷气纺纱线的特点及其应用沈浩【摘要】环锭纺、紧密纺、转杯纺和喷气纺是目前市场上主流的4种纺纱方式.文章通过这4种纺纱方式的原理对比,相应的纱线及后道针织物的对比,分析了喷气纺纱线的特点,总结了喷气纺织物在外观均匀度、抗起球、吸水性、耐磨性和减少纬斜等方面的优势.文章还基于这4种纺纱方式的支数范围预测了未来的市场格局,并通过分析喷气纺纱线的成本,对喷气涡流纺市场的发展进行了总结与展望.%At present, ring spinning, compact spinning, rotor spinning and air-jet spinning are the four main types of spinning menthods. By comparing the principle of the four spinning methods, the corresponding yarn and fabric, this paper analyzed air-jet yarn's characteristics, and summarized its advantages in appearance evenness, pilling resistance, water absorption, resistance and skew reduction, etc. Based on the four spinning method's yarn count range , the paper predicted the market structure of spinning in the future. The future development of air-jet vortex spinning was also viewed in terms of production cost.【期刊名称】《纺织导报》【年(卷),期】2018(000)006【总页数】3页(P42-44)【关键词】喷气纺;纱线;针织物;纺纱方式【作者】沈浩【作者单位】立达(中国)纺织仪器有限公司【正文语种】中文【中图分类】TS104.72Rieter(立达)公司将目前市场上的主流纺纱方式分成 4 类,分别是环锭纺、紧密纺、转杯纺和喷气纺(注:立达将Air Jet翻译为喷气纺,村田(Muratec)将Vortex翻译为涡流纺,两者的纺纱原理是一致的,故中国棉纺织行业协会将这两者统称为喷气涡流纺)。
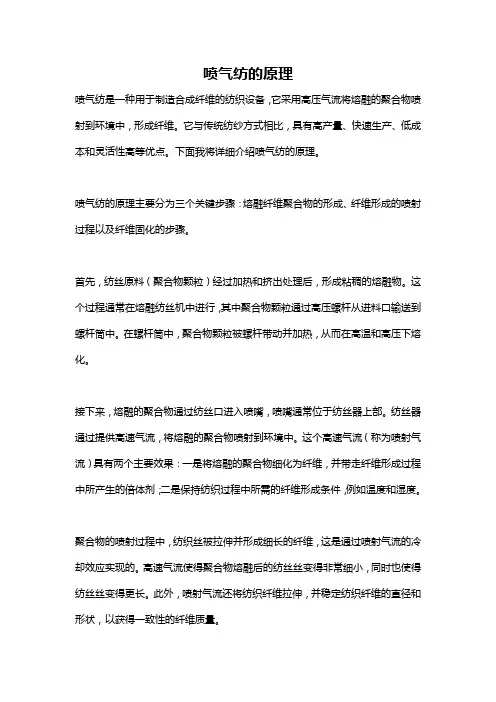
喷气纺的原理喷气纺是一种用于制造合成纤维的纺织设备,它采用高压气流将熔融的聚合物喷射到环境中,形成纤维。
它与传统纺纱方式相比,具有高产量、快速生产、低成本和灵活性高等优点。
下面我将详细介绍喷气纺的原理。
喷气纺的原理主要分为三个关键步骤:熔融纤维聚合物的形成、纤维形成的喷射过程以及纤维固化的步骤。
首先,纺丝原料(聚合物颗粒)经过加热和挤出处理后,形成粘稠的熔融物。
这个过程通常在熔融纺丝机中进行,其中聚合物颗粒通过高压螺杆从进料口输送到螺杆筒中。
在螺杆筒中,聚合物颗粒被螺杆带动并加热,从而在高温和高压下熔化。
接下来,熔融的聚合物通过纺丝口进入喷嘴,喷嘴通常位于纺丝器上部。
纺丝器通过提供高速气流,将熔融的聚合物喷射到环境中。
这个高速气流(称为喷射气流)具有两个主要效果:一是将熔融的聚合物细化为纤维,并带走纤维形成过程中所产生的倍体剂;二是保持纺织过程中所需的纤维形成条件,例如温度和湿度。
聚合物的喷射过程中,纺织丝被拉伸并形成细长的纤维,这是通过喷射气流的冷却效应实现的。
高速气流使得聚合物熔融后的纺丝丝变得非常细小,同时也使得纺丝丝变得更长。
此外,喷射气流还将纺织纤维拉伸,并稳定纺织纤维的直径和形状,以获得一致性的纤维质量。
最后,从喷嘴中喷射出的纺织纤维在接触到空气后迅速固化。
此时,纤维内部的温度较高,但由于喷射气流的冷却作用,纤维会在短时间内冷却并固化。
这个过程中,纤维的形态和质量由多种因素决定,包括聚合物的性质、纺丝参数(如温度、压力和流量)以及环境条件(如温度和湿度)等。
总的来说,喷气纺的原理是利用高压气流将熔融的聚合物喷射到环境中,通过高速气流的冷却效应形成细长的纺织纤维,并在喷射过程中对纤维进行拉伸和固化。
这种纺织方法具有高效、低成本以及灵活性高等优点,广泛应用于合成纤维的生产中。
环锭纺、气流纺、喷气纺、涡流纺、赛络纺、紧密纺简介环锭纺、气流纺、喷气纺、涡流纺、赛络纺、紧密纺简介环锭纺环锭纺纱是现时市场上用量最多,最通用之纺纱方法,条子或粗纱经牵伸后的纤维条通过环锭钢丝圈旋转引入,筒管卷绕速度比钢丝圈快,棉纱被加捻制成细纱.广泛应用于各种短纤维的纺纱工程.如普梳,精梳及混纺,钢丝圈由筒管通过纱条带动绕钢领回转.进行加捻,同时,钢领的摩擦使其转速略小于筒管而得到卷绕.纺纱速度高,环锭纱的形态,为纤维大多呈内外转移的圆锥形螺旋线,使纤维在纱中内外缠绕联结,纱的结构紧密,强力高,适用于制线以及机织和针织等各种产品。
环锭纺(精梳)流程:清花间--梳棉--预并条--条并卷--精梳--头道并条--二道并条--粗纱--细纱--络筒环锭纺(普梳)流程:清花间--梳棉--头道并条--二道并条--粗纱--细纱--络筒气流纺气流纺不用锭子,主要靠分梳辊、纺杯、假捻装置等多个部件。
分梳辊用来抓取和分梳喂入的棉条纤维,同过他的高速回转所产生的离心力可把抓取的纤维甩出。
纺杯是个小小的金属杯子,他的旋转速度比分梳辊高出10倍以上,由此产生的离心作用,把杯子里的空气向外排;根据流体压强的原理,使棉纤维进入气流杯,并形成纤维流,沿着杯的内壁不断运动。
这时,杯子外有一根纱头,把杯子内壁的纤维引出来,并连接起来,再加上杯子带着纱尾高速旋转所产生的钻作用,就好像一边“喂”棉纤维,一边加纱线搓捏,使纱线与杯子内壁的纤维连接,在纱筒的旋绕拉力下进行牵伸,连续不断的输出纱线,完成气流纺纱的过程。
气流纺的特征气流纺纱有速度大、纱卷大、适应性广、机构简单和不用锭子、钢领、钢丝圈的优点,可成倍的提高细纱的产量。
气流纺与环锭纺的区别气流纺与环锭纺一个是新型纺织技术,一个是老式纺纱技术。
气流纺是气流纺纱,而环锭纺则是机械纺,就是由锭子和钢铃、钢丝圈进行加捻,由罗拉进行牵伸。
而气流纺则是由气流方式输送纤维,由一端握持加捻。
一般来说,环锭纱毛羽较少,强度较高,品质较好。
环锭纺、气流纺、喷气纺、涡流纺、赛络纺、紧密纺简介环锭纺环锭纺纱是现时市场上用量最多,最通用之纺纱方法,条子或粗纱经牵伸后的纤维条通过环锭钢丝圈旋转引入,筒管卷绕速度比钢丝圈快,棉纱被加捻制成细纱.广泛应用于各种短纤维的纺纱工程.如普梳,精梳及混纺,钢丝圈由筒管通过纱条带动绕钢领回转.进行加捻,同时,钢领的摩擦使其转速略小于筒管而得到卷绕.纺纱速度高,环锭纱的形态,为纤维大多呈内外转移的圆锥形螺旋线,使纤维在纱中内外缠绕联结,纱的结构紧密,强力高,适用于制线以及机织和针织等各种产品。
环锭纺(精梳)流程:清花间--梳棉--预并条--条并卷--精梳--头道并条--二道并条--粗纱--细纱--络筒环锭纺(普梳)流程:清花间--梳棉--头道并条--二道并条--粗纱--细纱--络筒气流纺气流纺不用锭子,主要靠分梳辊、纺杯、假捻装置等多个部件。
分梳辊用来抓取和分梳喂入的棉条纤维,同过他的高速回转所产生的离心力可把抓取的纤维甩出。
纺杯是个小小的金属杯子,他的旋转速度比分梳辊高出10倍以上,由此产生的离心作用,把杯子里的空气向外排;根据流体压强的原理,使棉纤维进入气流杯,并形成纤维流,沿着杯的内壁不断运动。
这时,杯子外有一根纱头,把杯子内壁的纤维引出来,并连接起来,再加上杯子带着纱尾高速旋转所产生的钻作用,就好像一边“喂”棉纤维,一边加纱线搓捏,使纱线与杯子内壁的纤维连接,在纱筒的旋绕拉力下进行牵伸,连续不断的输出纱线,完成气流纺纱的过程。
气流纺的特征气流纺纱有速度大、纱卷大、适应性广、机构简单和不用锭子、钢领、钢丝圈的优点,可成倍的提高细纱的产量。
气流纺与环锭纺的区别气流纺与环锭纺一个是新型纺织技术,一个是老式纺纱技术。
气流纺是气流纺纱,而环锭纺则是机械纺,就是由锭子和钢铃、钢丝圈进行加捻,由罗拉进行牵伸。
而气流纺则是由气流方式输送纤维,由一端握持加捻。
一般来说,环锭纱毛羽较少,强度较高,品质较好。
气流纺工序短,原料短绒较多,纱线毛,支数和拈度不能很高,价格也较低。

喷气纺纱的工艺过程介绍喷气纺纱是一种常用的纺纱工艺,它利用高压气流将纤维材料以喷射的形式穿过旋转甩杆形成纱线。
本文将详细介绍喷气纺纱的工艺过程。
工艺概述喷气纺纱的工艺过程可以简要概括为以下几个步骤:1.纤维电子松弛2.松弛纤维检测3.喷头调节并预热4.纤维通道制备5.喷气纺纱下面将对每个步骤进行详细介绍。
纤维电子松弛•纤维电子松弛是喷气纺纱的第一步,通过电子松弛装置将纤维进行电子松弛处理,使其纤维结构松散,便于后续处理。
•电子松弛装置是一个具有高频振荡装置的设备,通过高频振荡将纤维进行松弛,提高其弯曲性和可塑性。
松弛纤维检测•在纤维松弛后,需要对纤维进行检测,以确保纤维的质量和均匀性。
•检测方法可以采用纺纱试车、纤维检测仪等设备,对纤维的均匀度、捻度等指标进行检测。
喷头调节并预热•喷头是喷气纺纱的核心部件,调节喷头的参数和温度可以影响纱线的质量。
•喷头的调节包括喷孔大小、喷气压力等参数的调整,并进行预热,以确保纤维在喷射过程中的均匀性和稳定性。
纤维通道制备•在喷头的下方设置纤维通道,用于引导纤维的喷射方向和控制纤维流动。
•纤维通道可以采用不同材质的导向板制作,如金属、陶瓷等,以提高纤维流动的控制性和稳定性。
喷气纺纱•喷气纺纱是喷气纺纱的核心工艺,通过高压气流将纤维喷射穿过旋转甩杆,形成纱线。
•在喷射过程中,气流会穿过纤维,将纤维拉伸和整形,并在甩杆上形成纱线。
工艺参数和控制在喷气纺纱的工艺过程中,有许多参数需要进行合理的控制,以确保纱线的质量和稳定性。
巨头喷孔尺寸•喷孔尺寸的选择会直接影响纱线的粗细和均匀性。
•喷孔尺寸较小时,纱线的粗细均匀度较高,但产量较低;喷孔尺寸较大时,产量较高,但纱线粗细不均匀。
喷气压力•喷气压力是纺纱过程中一个重要的参数,它影响纤维的喷射速度和纺纱效果。
•喷气压力较高时,纤维的喷射速度快,但容易出现切裂等问题;喷气压力较低时,纤维的喷射速度慢,但容易出现纤维堵塞问题。
甩杆转速•甩杆的转速直接影响纱线的牵伸程度和纺纱速度。
喷气纺纱的优势及特征(2004年10月8日) 中华家纺网喷气纺纱是最近出现的一种新型的独特纺纱,是当今国内纺织界讨论的热门话题。
喷气纺是分子喂入。
经四罗拉皮圈的高倍牵伸,吐出的须条直接进入喷嘴,喷嘴通有压缩空气对须条假捻而包缠成纱,再由引纱罗拉引出,经清纱器卷绕到纱筒上而成筒子纱。
可见前纺可省去租纱工序,后纺可省去络筒工序。
最新的德国绪森(SUSSEEN)公司推出的Plytil2000型喷气纺机有了重大改进,更是集高倍牵伸、纺纱、并捻、络筒于一体,构成了所谓的双股并筒喷气纺纱,这样后纺就省去并纱、捻线、络筒三道工序。
喷气纺的最大优势除了省去几道工序外,就是产量特高,纺纱速度可高达300米/分,是环锭纺的10倍,慨言之8台喷气纺就相当于1万锭环锭纺。
它附有十分可靠的接头小车可自动接头,这些就为劳动密集型的纺织工业走向技术智能密集型连续自动化生产开辟了道路,更为古老的纺织工业的技术更新作出了范例。
人们所幻想的"无人纺纱工厂"将可变为现实。
喷气纺的特点在细特纱(高支纱)的生产,对天然纤维,合成纤维,棉型化纤的纯纺和混纺都能适应,但纺纯棉有难度,最近村田公司宣传"能纺纯棉但不推荐"。
拖了尾巴,模棱两可的话切不可轻信。
至今国内也无一家、用喷气纺来纺纯棉。
喷气纺产品质量的综合评价除成纱强力比环锭纺低5~20%外,其它各项质量指标都大大优于环锭纺。
与环锭纺比制成率要高2%左右,原料用量和原料成本要降低0.4%~1.5%,保养和空调费用要降低30%,用电量要比环锭纺高,但纺60英支以上时用电量将低于环锭纺,总的看来生产成本会降低30%以上,其它千锭用工,占地面积,车间含尘量和噪声等指标也都比环锭纺好多了。
喷气纺的成纱特别适应剑杆等新型织机的织造和万米无结头缝纫线等的生产。
喷气纺的织物性能也是它的强项,诸如:耐磨性、拉伸强力、透气性、染色性、撕破强力、厚度和硬挺度等都比环锭纺的织物性能好。
喷气纺纱的工艺过程
一、喷气纺纱的概述
喷气纺纱是一种采用高速气流将纤维束拉伸并旋转成纱线的工艺。
该工艺具有生产效率高、纱线质量好等优点,广泛应用于各种织物和服装的生产中。
二、原料准备
1.选材:根据产品要求选择适合的原料,包括棉、毛、丝、麻等。
2.预处理:对原料进行清洗、精梳等处理,以提高其质量和可加工性。
三、喷气纺丝机的结构
1.进给系统:将预处理好的原料送入机器内部。
2.加热系统:通过加热使原料变软并易于加工。
3.压缩系统:通过压缩使原料形成一个密实均匀的束。
4.喷嘴系统:将高速气流喷射到原料束上,使其拉伸并旋转成纱线。
5.收卷系统:将制成的纱线收卷并储存起来。
四、喷气纺丝机操作流程
1.调整进给量和速度,确保原料能够顺畅地进入机器内部,并保持适当的张力。
2.调整加热温度和时间,使原料达到适当的软化程度。
3.调整压缩系统,使原料形成一个均匀、密实的束。
4.调整喷嘴系统,将高速气流喷射到原料束上,使其拉伸并旋转成纱线。
5.检查纱线质量,并进行必要的调整和修正。
6.收卷并储存制成的纱线。
五、注意事项
1.喷气纺丝机操作时需要注意安全,避免发生意外事故。
2.根据不同的原料和产品要求进行相应的调整和控制,以保证生产出符合要求的纱线。
3.定期对设备进行维护和保养,确保其正常运行和长期使用。
喷气纺纱和涡流纺纱的产品特点及其发展于修业(中国纺织大学)1 引言喷气纺和涡流纺的原理起源讴早,但作为新型纺纱方法还是七十年代以后分别由日本村田公司(Murata)和波兰罗兹公司(Lods)研制成功的。
日本村田公司1980年推出MJS-801喷气纺纱机,以后分别在历届国际纺织机械展览会上展出。
波兰罗兹公司1975年在米兰国际纺织机械展览会上展出过PF一1型涡流纺纱机。
这两种新型纺纱有它们的共同点:即都是利用气流旋转形成涡流场对纱条进行加捻。
加捻机构都很简单,投有高速回转机件,适应高速生产,纺纱速度一般在l50~200米/分,但它们又有截然不相同的成纱机理;喷气纺属于非自由端纺纱,纱的结构是假捻一退捻一包缠纱,而涡流纺则是自由端纺纱。
由于两种纺纱适纺的范围和产品有局限性,对它的成纱结构及特点人们的认识还不充分,使之研制和发展受到了不同程度的影响。
但从纺纱原理和纱的结构来看都有独到之处,它们的产生和进一步发展.对纺织工业技术和产品结构的影响将会起着不能忽视的作用.2 纱的结构特点及其产品喷气纺纱是把罗拉牵伸输出的须条,经两个气流旋转方向相反的双喷嘴所形成的涡流场推动纱条回转,对纱条进行加捻成纱。
第二喷嘴的气压和旋转能量大于第一喷嘴,第一喷嘴产生的回转气流只能使第二喷嘴对纱条施加的捻度解捻,使这段纱条呈弱捻状态,同时使前罗拉输出须条的边纤维形成半自由状态的开端纤维,然后再以反向包覆在纱的表面。
当纱条通过第二喷嘴后,由于假捻而反方向迅速退捻,在退捻力矩作用下,外表包覆的开端纤维更紧密地包缠在纱芯上,成为纱芯纤维基本平行,表面有捻的包缠喷气纱,如图1所示。
图1 喷气纱的形成喷气纺最适合纺涤棉混纺纱,纺纱号数(tex)可在29~9tex(20~60Nc英支),纱的强力为同等环锭纱的90~95%;条干均匀、强力不匀低、纱疵、长毛羽少[6、7]。
但纤维一端缠在纱芯上,头端留在纱的表面,呈0.5毫米以下短羽毛较多;适宜制机织和针织物,织物手感硬、挺、膨松、丰满、厚实、透气性好、耐磨、染色性能好。
喷气纺纱和涡流纺纱的产品特点及其发展于修业(中国纺织大学)1 引言喷气纺和涡流纺的原理起源讴早,但作为新型纺纱方法还是七十年代以后分别由日本村田公司(Murata)和波兰罗兹公司(Lods)研制成功的。
日本村田公司1980年推出MJS-801喷气纺纱机,以后分别在历届国际纺织机械展览会上展出。
波兰罗兹公司1975年在米兰国际纺织机械展览会上展出过PF一1型涡流纺纱机。
这两种新型纺纱有它们的共同点:即都是利用气流旋转形成涡流场对纱条进行加捻。
加捻机构都很简单,投有高速回转机件,适应高速生产,纺纱速度一般在l50~200米/分,但它们又有截然不相同的成纱机理;喷气纺属于非自由端纺纱,纱的结构是假捻一退捻一包缠纱,而涡流纺则是自由端纺纱。
由于两种纺纱适纺的范围和产品有局限性,对它的成纱结构及特点人们的认识还不充分,使之研制和发展受到了不同程度的影响。
但从纺纱原理和纱的结构来看都有独到之处,它们的产生和进一步发展.对纺织工业技术和产品结构的影响将会起着不能忽视的作用.2 纱的结构特点及其产品喷气纺纱是把罗拉牵伸输出的须条,经两个气流旋转方向相反的双喷嘴所形成的涡流场推动纱条回转,对纱条进行加捻成纱。
第二喷嘴的气压和旋转能量大于第一喷嘴,第一喷嘴产生的回转气流只能使第二喷嘴对纱条施加的捻度解捻,使这段纱条呈弱捻状态,同时使前罗拉输出须条的边纤维形成半自由状态的开端纤维,然后再以反向包覆在纱的表面。
当纱条通过第二喷嘴后,由于假捻而反方向迅速退捻,在退捻力矩作用下,外表包覆的开端纤维更紧密地包缠在纱芯上,成为纱芯纤维基本平行,表面有捻的包缠喷气纱,如图1所示。
图1 喷气纱的形成喷气纺最适合纺涤棉混纺纱,纺纱号数(tex)可在29~9tex(20~60Nc英支),纱的强力为同等环锭纱的90~95%;条干均匀、强力不匀低、纱疵、长毛羽少[6、7]。
但纤维一端缠在纱芯上,头端留在纱的表面,呈0.5毫米以下短羽毛较多;适宜制机织和针织物,织物手感硬、挺、膨松、丰满、厚实、透气性好、耐磨、染色性能好。
图 1 立达全套的喷气纱生产系统
图 2 适用于精梳棉的喷气纺系统配置
实现最佳的原料利用率
实现出色的原料利用率是开发立达机器时最重要的目标之一。
立达纺纱系列的所有机器都能以理想的方式喂入和加工纤维,立达喷气纺系统也是如此,得益于柔性开清线V ARIOline的出色纤维准备质量、精梳机E 90的高效落棉清除能力以及喷气纺纱机J 26纺纱单元经过优化的纤维喂入效果,该系统能够高效地利用原料。
在喷气纺纱过程中,纱线通过气流加捻,1/3 的纤维平行排
图 3 喷气纺纱机J 26生产的Com4®jet纱线结构通过节能促进可持续性
后纺设备是整个纺纱过程中能耗最高的部分。
因此,节能会对能耗平衡产生特别显著的影响。
喷气纺纱J 26的纺纱和卷绕装置均配备单独的节能驱动装置。
不工作时,纺纱单元既不耗电,也不会消耗压缩空气。
此
V ARIOline
61
纺织导报 China Textile Leader · 2020 No.10
具可持续性。
图 6 采用喷气纱织成的针织面料具有优异的抗起毛起球性和耐水
洗性
(稿件由立达(中国)纺织仪器有限公司提供)
Com4®ring
洗涤10次后
Com4®ring 洗涤20次后
Com4®jet 洗涤20次后
图 4 选用立达喷气纺系统的客户每年可多产生大约180万美元的现
金流。