标准件检测
- 格式:doc
- 大小:32.00 KB
- 文档页数:2
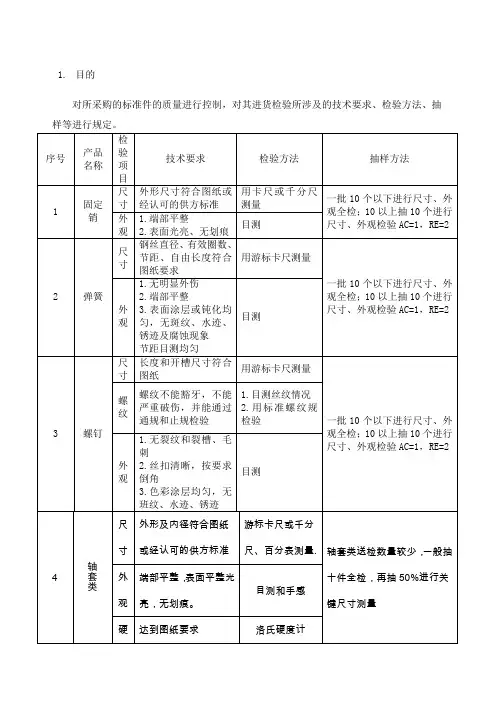
标准件检验标准标准件是指在机械制造中使用频繁,规格固定,质量稳定,使用性能和尺寸精度要求较高的零部件。
标准件的质量直接影响到整个机械产品的性能和使用寿命,因此对标准件的检验标准也显得尤为重要。
本文将对标准件检验标准进行详细介绍,以期为相关行业提供参考。
首先,标准件的检验应当遵循国家相关标准和技术规范,如GB/T、ISO等标准。
在进行检验时,应当根据标准件的具体类型和用途,采用相应的检验方法和工艺。
在检验过程中,应当严格按照标准的要求进行,不得随意更改或省略检验项目,以确保产品的质量和稳定性。
其次,标准件的检验应当注重对尺寸和形位公差的测量。
尺寸和形位公差是标准件的重要指标,直接影响到其在机械装配中的匹配和使用。
因此,在检验过程中,应当采用精密的测量工具和仪器,如三坐标测量机、显微镜等,对标准件的尺寸和形位公差进行全面、准确的测量和评定。
另外,标准件的材料和表面处理也是检验的重点内容。
在检验过程中,应当对标准件的材料进行化学成分分析、金相组织观察等检测,以确保其符合相关标准和要求。
同时,对标准件的表面处理质量也应当进行严格的检验,如镀层厚度、表面粗糙度、耐腐蚀性等指标的检测,以确保其符合产品要求。
此外,标准件的功能性能和可靠性也是检验的重要内容。
在检验过程中,应当对标准件的使用性能进行全面、系统的测试,如扭矩、耐磨性、耐疲劳性等指标的检测,以确保其符合产品设计要求和使用要求。
最后,标准件的检验结果应当进行准确、全面的记录和归档。
在检验完成后,应当对检验结果进行详细的记录和评定,并将检验报告进行归档保存,以备日后查询和追溯。
综上所述,标准件的检验标准是保证产品质量和稳定性的重要环节,只有严格依照标准要求进行检验,才能确保产品的质量和可靠性。
希望本文能为相关行业提供一些参考和帮助,促进标准件的质量提升和技术进步。
标准件热处理检验要求
标准件热处理检验要求通常包括以下内容:
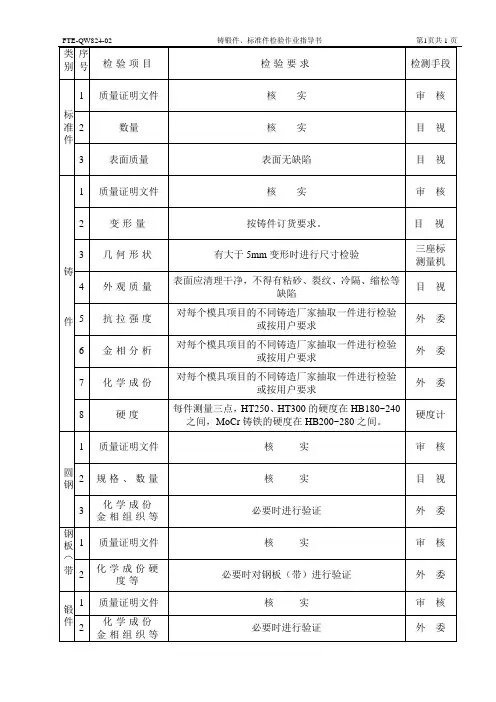
1. 原材料检验:对原材料进行化学成分分析和金相组织分析,以确定其质量和适用性。
2. 加热温度控制:在进行热处理过程中,需要控制加热温度,以确保零件可以达到所需的组织和性能。
3. 保温时间控制:热处理过程中的保温时间也要进行控制,以确保零件中的相变和组织转变充分进行。
4. 冷却速率控制:冷却速率对零件的组织和性能有重要影响,需要根据零件材料的要求,控制冷却速率。
5. 硬度测试:对热处理后的标准件进行硬度测试,以检验其硬度是否符合要求。
6. 金相组织检查:通过金相显微镜对标准件进行组织检查,以确定其金相组织是否满足要求。
7. 剥离试验:对热处理后的标准件进行剥离试验,以检验热处理过程中是否存在剥离问题。
8. 厚度测量:对热处理后的标准件进行厚度测量,以确保热处理过程中没有出现不均匀变形或厚度变化。
9. 化学成分分析:对热处理后的标准件进行化学成分分析,以检测是否存在杂质或成分偏差。
以上是标准件热处理检验的一般要求,具体要求还取决于标准件的材料及用途,需要根据相关行业标准和规范来进行具体的检验。
标准件检验标准标准件是指在机械制造中起着规范、统一和标准化作用的零部件。
标准件的质量直接影响到整个机械产品的质量和性能,因此对标准件的检验标准必须严格执行,以确保产品质量和安全。
本文将从标准件的检验标准入手,介绍其相关内容。
首先,标准件的外观检验是非常重要的一环。
外观检验主要包括外观尺寸、表面质量、表面处理等内容。
在外观尺寸检验中,需要使用相关的测量工具,如卡尺、游标卡尺等,对标准件的尺寸进行精确的测量,以确保其符合设计要求。
同时,对标准件的表面质量和表面处理也需要进行检验,如表面是否平整、是否有裂纹、氧化等情况,以及表面处理是否符合要求,如镀层的厚度、均匀性等。
其次,标准件的材料和硬度检验也是必不可少的。
标准件的材料应符合相关的标准和要求,因此需要进行化学成分分析、金相组织检验等,以确保材料的质量和性能。
同时,对标准件的硬度也需要进行检验,以确保其硬度值符合设计要求,这通常需要使用洛氏硬度计、布氏硬度计等硬度测试仪器进行检测。
另外,标准件的功能性能检验也是至关重要的。
功能性能检验主要包括密封性能、耐磨性能、耐腐蚀性能等内容。
对于密封性能的检验,需要使用相关的密封试验设备进行检测,以确保标准件在工作状态下具有良好的密封性能。
对于耐磨性能和耐腐蚀性能的检验,则需要进行摩擦磨损试验、盐雾试验等,以确保标准件在各种恶劣环境下都能正常工作。
最后,标准件的标志和包装也需要进行检验。
标准件的标志应清晰、完整,包装应符合相关的标准和要求,以确保标准件在运输和使用过程中不受损坏。
总之,标准件的检验标准是确保产品质量和安全的重要环节,只有严格执行相关的检验标准,才能确保标准件的质量和性能符合要求,从而保障整个机械产品的质量和可靠性。
希望本文所介绍的内容能够对相关人员有所帮助,谢谢阅读。
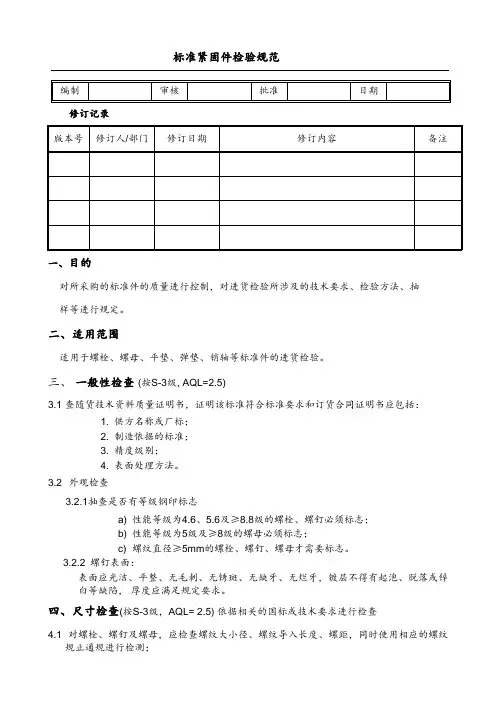
修订记录一、目的对所采购的标准件的质量进行控制,对进货检验所涉及的技术要求、检验方法、抽样等进行规定。
二、适用范围适用于螺栓、螺母、平垫、弹垫、销轴等标准件的进货检验。
三、一般性检查(按S-3级, AQL=2.5)3.1 查随货技术资料质量证明书,证明该标准符合标准要求和订货合同证明书应包括:1. 供方名称或厂标;2. 制造依据的标准;3. 精度级别;4. 表面处理方法。
3.2 外观检查3.2.1抽查是否有等级钢印标志a) 性能等级为4.6、5.6及≥8.8级的螺栓、螺钉必须标志;b) 性能等级为5级及≥8级的螺母必须标志;c) 螺纹直径≥5mm的螺栓、螺钉、螺母才需要标志。
3.2.2 螺钉表面:表面应光洁、平整、无毛刺、无锈斑、无缺牙、无烂牙,镀层不得有起泡、脱落或锌白等缺陷,厚度应满足规定要求。
四、尺寸检查(按S-3级,AQL= 2.5) 依据相关的国标或技术要求进行检查4.1 对螺栓、螺钉及螺母,应检查螺纹大小径、螺纹导入长度、螺距,同时使用相应的螺纹规止通规进行检测;a) 电镀前的螺栓、螺钉应使用公差等级为6g螺纹环规检查,电镀后的螺栓、螺钉应使用公差等级为6h螺纹环规检查;b) 电镀前的螺母应使用公差等级为6G螺纹止通规及塞规检查,电镀后的螺母应使用公差等级为6H螺纹止通规及塞规检查;c) 螺栓、螺母、螺钉通规检查须每个螺纹能顺利通过才合格,止规检查最多只能通过两个螺纹才合格。
4.2 对自攻螺钉类,按标准要求进行螺纹尺寸检测:螺纹外径、末端外径、螺纹导入长度、螺距。
五、性能检查5.1 硬度检查(每批抽3Pcs试验,按Ac/Re=0/1判定)a) 根据实际情况,对大于或等于M8的螺栓、螺钉、螺母直接在洛氏硬度计上测试即可;b) 有机械性能等级要求时,按对应的国标或图纸进行检验;未作要求时;螺栓、螺钉必须为4.8级,螺母必须为8级;c) 对于自攻、自挤螺钉,硬度检测应制成镶件,测试其表面硬度、芯部硬度及渗碳层深度。
标准件质检报告范本标准件质检报告范本是企业在生产过程中必须遵循的重要工具,其主要作用是记录标准件的质量情况,为企业的生产管理提供有力的参考依据。
下面,我将介绍一份优质的标准件质检报告范本。
一、报告概述该报告为标准件质检报告,本报告涉及的所有数据均属实,严格按照质检标准要求执行。
二、报告编号本报告的编号为:PQC-XXXX-XXX。
三、质检标准本次质检所遵循的标准为企业内部制定的标准件质量标准,该标准依据GB/T、ISO等相应国际标准制定,具有可操作性、可检测性、可管理性等优点。
四、质检对象本次质检的标准件为XXXXX。
五、质检内容本次质检主要包含以下内容:1、尺寸测量使用专业的测量工具对标准件的外径、内径、高度等尺寸进行测量,并记录在相应的测量表格上。
2、材料检测将标准件取下切片,使用金相显微镜对钢材的金相组织结构进行检测。
3、硬度检测使用硬度计对标准件的硬度进行测量,并记录在相应的硬度测量表格上。
六、质检结果基于以上质检内容和标准,得出的质检结果如下:尺寸测量结果如下:序号外径(mm)内径(mm)高度(mm)1 XXXXXX XXXXXX XXXXXX2 XXXXXX XXXXXX XXXXXX3 XXXXXX XXXXXX XXXXXX备注:以上数据均符合标准件尺寸测量标准要求。
材料检测结果如下:金相组织结构均匀,无裂纹、夹杂物,符合标准件质量标准要求。
硬度检测结果如下:序号硬度(HRC)1 XXXXXX2 XXXXXX3 XXXXXX备注:以上数据均符合标准件硬度检测标准要求。
七、结论基于以上质检结果和标准,结论如下:本次标准件质检结果符合公司的质量要求,达到了合格标准。
八、推荐改进本次质检未发现任何质量问题。
九、签署报告制作人:XXX报告审核人:XXX报告批准人:XXX总经理签字:XXX以上就是一份优质的标准件质检报告范本,通过该报告,企业可以及时了解标准件的质量状况,有助于企业进行生产管理和改进,提高产品品质,满足客户需求。
标准件检验标准
标准件是指在机械制造中大量使用,具有规格统一、质量稳定的零部件,是机
械产品的重要组成部分。
为了确保标准件的质量,保障机械产品的安全性和可靠性,制定了一系列的标准件检验标准,以下将对标准件检验标准进行详细介绍。
首先,标准件的外观检验是非常重要的一项内容。
外观检验包括对标准件的表
面光洁度、无损伤、无变形等进行检查,确保标准件表面没有裂纹、氧化、变形等缺陷,保证表面光洁度符合要求。
同时,还需对标准件的尺寸进行测量,确保尺寸精度符合标准要求。
其次,材料成分和力学性能也是标准件检验的重点内容。
通过化学分析和力学
性能测试,确定标准件材料的成分和性能是否符合标准要求,保证标准件的材料质量达到标准要求,具有足够的强度和硬度。
另外,装配性能和耐久性能也是标准件检验的关键环节。
装配性能检验主要是
检测标准件的配合间隙、装配力矩等参数,确保标准件与其他零部件的配合精度和装配性能符合要求。
耐久性能检验则是通过模拟使用和疲劳试验,检测标准件在长期使用过程中的耐久性能,保证标准件在使用过程中不会出现过早磨损和损坏。
最后,标准件的包装和标识也是不可忽视的一环。
合格的标准件需要进行适当
的包装,保护标准件表面不受损坏,防止在运输过程中发生损坏。
同时,对标准件进行清晰的标识,包括产品型号、规格、生产日期等信息,方便用户使用和管理。
总之,标准件检验标准是确保标准件质量的重要手段,通过严格的检验,可以
有效地保障标准件的质量,为机械产品的安全性和可靠性提供保障。
希望本文介绍的内容能够对标准件的检验工作有所帮助,提高标准件的质量水平,推动机械制造行业的发展。
标准件检验要点
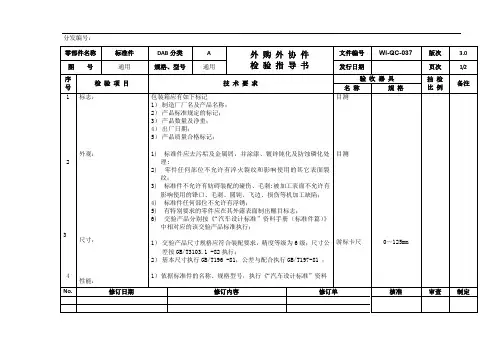
一、目的
针对标准件入库,确保标准件的产品质量符合我公司品质要求。
二、使用范围
跳床类标准件(马车螺丝、三角扣、半圆头内六角螺丝、锁紧螺母、垫片、内六角扳手和开口扳手等)
三、检验工具
游标卡尺、卷尺等
四、检验项目
1.外观
标准件表面要求光洁、平整无锈蚀、无裂痕、无压折扭转、缺料等缺陷。
2.尺寸
产品的长度、直径、厚度、牙距均符合技术规格书或者国际要求且能正常安装到匹配产品上。
3.性能要求
螺丝性能等级4.8级,螺母性能等级8级,有特殊要求需加硬处理。
五、检验方法
1.外观
测试法,外观符合要求。
2.尺寸
用游标卡尺或者卷尺测量。
3.性能要求
螺丝、螺帽扭矩检验(破坏性)M6规格达到15Nm、M8规格达到37Nm;三角扣拉力测试达到120公斤力;自攻丝表面渗碳处理。
标准件检验表任务单编号。
标准件检验标准标准件是机械设备中常用的零部件,其质量直接影响到整个设备的性能和可靠性。
因此,对标准件的检验标准必须严格执行,以确保产品质量和安全性。
本文将对标准件检验标准进行详细介绍,以便相关人员能够全面了解和执行。
首先,标准件的材料要求是关键的检验内容之一。
不同的标准件所需的材料可能不同,但无论是金属还是非金属材料,其化学成分、力学性能、物理性能等都必须符合相应的标准要求。
在检验时,应该采用合适的检测方法,如化学分析、拉伸试验、冲击试验等,确保材料的质量达到标准要求。
其次,尺寸和形位公差也是标准件检验的重要内容。
标准件的尺寸和形位公差直接影响到其在装配和使用过程中的配合和运动情况。
因此,在检验时,应该采用适当的测量工具和设备,如游标卡尺、三坐标测量机等,对标准件的尺寸和形位公差进行精确的测量和分析,确保其符合相关的标准要求。
另外,表面质量和工艺要求也是标准件检验的重点之一。
标准件的表面质量和工艺要求直接关系到其在使用过程中的耐磨性和耐腐蚀性。
在检验时,应该对标准件的表面进行仔细的观察和检测,确保其表面光洁度、平整度、硬度等符合相关标准要求,同时还要对其工艺加工过程进行检验,确保其加工工艺符合相关标准要求。
最后,标准件的功能性能也是检验的重要内容之一。
不同的标准件在使用过程中会有不同的功能要求,如传动件的传动效率、密封件的密封性能等。
在检验时,应该采用合适的测试设备和方法,对标准件的功能性能进行全面的测试和分析,确保其功能性能符合相关标准要求。
综上所述,标准件的检验标准涉及到材料、尺寸、形位公差、表面质量、工艺要求和功能性能等多个方面,必须严格执行相关的标准和规范,以确保产品质量和安全性。
只有这样,才能保证标准件在机械设备中的正常运行和使用,为生产和生活提供更加可靠和安全的保障。
修订记录一、目的对所采购的标准件的质量进行控制,对进货检验所涉及的技术要求、检验方法、抽样等进行规定。
二、适用范围适用于螺栓、螺母、平垫、弹垫、销轴等标准件的进货检验。
三、一般性检查(按S-3级,AQL=2.5)3.1查随货技术资料质量证明书,证明该标准符合标准要求和订货合同证明书应包括:1. 供方名称或厂标;2. 制造依据的标准;3. 精度级别;4. 表面处理方法。
3.2外观检查3.2.1抽查是否有等级钢印标志a)性能等级为4.6、5.6及》8.8级的螺栓、螺钉必须标志;b)性能等级为5级及》8级的螺母必须标志;c)螺纹直径》5mm的螺栓、螺钉、螺母才需要标志。
3.2.2螺钉表面:表面应光洁、平整、无毛刺、无锈斑、无缺牙、无烂牙,镀层不得有起泡、脱落或锌白等缺陷,厚度应满足规定要求。
四、尺寸检查(按S-3级,AQL= 2.5)依据相关的国标或技术要求进行检查4.1对螺栓、螺钉及螺母,应检查螺纹大小径、螺纹导入长度、螺距,同时使用相应的螺纹规止通规进行检测;a)电镀前的螺栓、螺钉应使用公差等级为6g螺纹环规检查,电镀后的螺栓、螺钉应使用公差等级为6h螺纹环规检查;b)电镀前的螺母应使用公差等级为6G螺纹止通规及塞规检查,电镀后的螺母应使用公差等级为6H螺纹止通规及塞规检查;c)螺栓、螺母、螺钉通规检查须每个螺纹能顺利通过才合格,止规检查最多只能通过两个螺纹才合格。
4.2对自攻螺钉类,按标准要求进行螺纹尺寸检测:螺纹外径、末端外径、螺纹导入长度、螺距。
五、性能检查5.1硬度检查(每批抽3Pcs试验,按Ac/Re=0/1判定)a)根据实际情况,对大于或等于M8的螺栓、螺钉、螺母直接在洛氏硬度计上测试即可;b)有机械性能等级要求时,按对应的国标或图纸进行检验;未作要求时;螺栓、螺钉必须为4.8级,螺母必须为8级;c)对于自攻、自挤螺钉,硬度检测应制成镶件,测试其表面硬度、芯部硬度及渗碳层深度。
1. 自攻、自挤螺钉热处理后的表面硬度应》450HV0.32. 自攻钉热处理后的芯部硬度:螺纹w ST3.9 : 270~390 HV5螺纹w ST4.2 : 270~390 HV103. 自挤螺钉热处理后芯部硬度应为290~370HV104. 自攻螺纹规格与渗碳层的关系:5.自挤螺钉螺纹规格与渗碳层的关系:6. 自攻螺钉表面硬度测试应在平面上进行,并优先在头部进行。
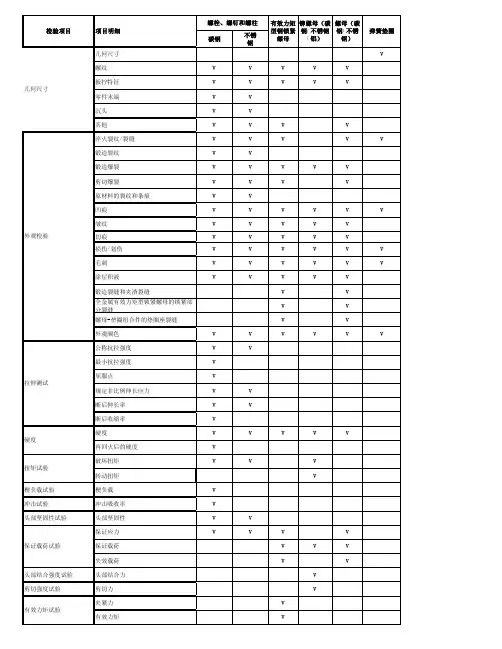
螺柱、紧固螺母标准件检验规范1. 引言本文档旨在规范螺柱和紧固螺母标准件的检验程序和要求,确保其质量符合特定标准。
该检验规范适用于生产、供应和安装过程中的螺柱和紧固螺母标准件。
2. 检验程序2.1 外观检验螺柱和紧固螺母标准件的外观应该整洁、无明显的损坏或缺陷。
检验人员应检查表面是否有裂纹、崩边、腐蚀等缺陷。
如有发现,应予以标记并报告。
2.2 尺寸检验螺柱和紧固螺母标准件的尺寸应符合相关标准。
检验人员应使用准确的测量工具,例如卡尺和影像测量仪,测量外径、螺纹长度、键槽深度等关键尺寸。
如存在尺寸偏差超出允许范围,应予以标记并报告。
2.3 螺纹检验螺柱和紧固螺母标准件的螺纹应符合相关标准。
检验人员应使用螺纹检测仪器,如测微计和螺纹环规,检测螺纹的内外径、螺距和螺纹牙。
3. 检验要求3.1 样品数量从每个批次中随机选取一定数量的样品进行检验,以代表整个批次。
样品数量应根据相关标准进行确定。
3.2 检验频率根据生产和供应的要求,制定螺柱和紧固螺母标准件的检验频率。
对于大批量生产的标准件,建议进行批量检验;对于小批量生产或特殊要求的标准件,建议进行逐个检验。
3.3 检验记录在每次检验过程中,检验人员应详细记录检验结果、样品信息、检验日期等相关信息。
检验记录应保存,并根据需要进行归档和备份。
4. 总结本文档为螺柱和紧固螺母标准件的检验规范,包括外观检验、尺寸检验和螺纹检验。
为确保产品质量符合标准要求,建议按照本文档的检验程序和要求进行检验。
检验过程中应记录详细的检验信息,以便追溯和监控产品质量。
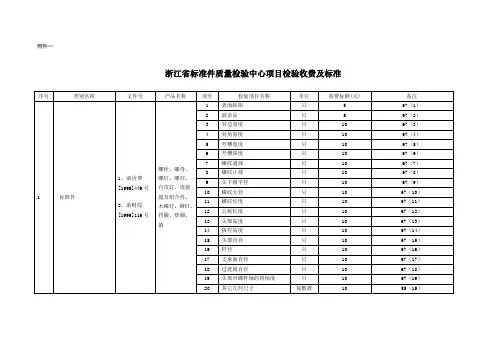
标准件检测
序
号名称样品名称检验方法
1 螺栓GB5780 M20*110 螺纹M20,半螺纹,总长110
螺栓GB5781 M20*110 螺纹规格M20,公称长度110,全螺纹,不经过表面处理,C级的内六角螺栓
螺栓GB5782 M20*110 螺纹规格M20,公称长度110,性能8.8级、表面氧化、产品等级为A级的六角螺栓;半螺纹
螺栓GB5783 M20*110 螺纹规格M20,公称长度为110,性能等级为4.8级,表面氧化的全螺纹,产品等级为A
螺栓GB32.2-88 M12*80 螺纹规格M12,公称长度80,性能等级5.8级,不经过表面处理头部带孔
螺栓GB32.1-88 M12*80 螺纹规格M12,公称长度80,性能等级8.8级,表面氧化处理头部带孔
内六角圆柱头螺钉
GB70.1 M5*20 螺纹规格M5,公称长度为20,性能等级为8.8,表面氧化的A 级内六角圆柱头螺钉
螺钉GB67 M5*20 螺纹规格M5,公称长度为20,性能等级为4.8,全螺纹,不经表面处理开槽盘头螺钉
螺钉GB70 M5*20 螺纹规格M5,公称长度为20,性能等级为8.8,半螺纹,表面氧化A级内六角圆柱头螺钉
螺钉GB77 M6*12 螺纹规格M6,公称长度为12,性能等级为45H,全螺纹,表面氧化A级内六角平断紧定螺钉
螺钉GB68 M5*20 螺纹规格M5,公称长度为20,性能等级为4.8,全螺纹,不经表面处的A级开槽沉头螺钉
螺钉GB823 M5*20 螺纹规格M5,公称长度为20,性能等级为4.8,全螺纹,不经表面处的H型理十字槽小螺钉
螺钉GB819 M5*20 螺纹规格M5,公称长度为20,性能等级为4.8,,全螺纹,不经表面处的A 级十字槽沉头螺钉
螺钉GB65 M5*20 螺纹规格M5,公称长度为20,性能等级为4.8,,全螺纹,不经表面处的开槽圆柱形螺钉
螺钉GB852
螺钉GB79 M6*12 螺纹规格M6,公称长度12表面氧化内六角圆柱端螺钉
螺栓/T29
螺母GB6170 等级8 螺母GB812。