13.钢尺、卷尺、皮尺自(内)校准规程
- 格式:doc
- 大小:26.00 KB
- 文档页数:2
钢直尺内部校准规程钢直尺内部校准规程一、目的:对生产过程及测试过程中使用的钢直尺进行自行内部校准,确保其持续满足测量精度的要求。
二、范围:适用于生产过程及测试过程中用于测量大小和尺寸的钢直尺的自行内部校准。
三、职责:设备部负责对钢直尺的内部校准。
质量部负责对钢直尺的内部校准结果复核确认。
四、正文1、建立校准的基准依据1.1公司所使用的钢直尺最大量程为0~300mm。
1.1.1对钢直尺实施自行校准的基准(又称“母尺”)是经国家法定计量检定单位检定合格的钢直尺,其量程为0~300mm。
检定周期为1年。
1.1.2母尺只能作为自行校准的依据使用,禁止用于测量产品等其它目的。
1.1.3母尺应保存于常温和干燥环境中,避免受潮生锈;应处于悬挂的自由状态,避免出现变形。
1.2校准方法:1.2.1校准环境条件:常温、干燥环境(无其他特殊要求)。
1.2.2校准细则:1.2.2.1外观要求1.2.2.2尺的端面、侧面及背面应光滑,不应有毛刺、锋口和锉痕等现象。
1.2.2.3尺的刻线面及刀口平面不应有碰伤、锈迹及影响使用的明显斑点、划痕。
1.2.2.4线纹必须明晰,垂直到侧边,不应有目力可见的短线现象存在。
半毫米、毫米、半厘米、厘米线纹应用不同长度的线纹表示。
所有同名长度的线纹应等长。
钢直尺分度应自端边算起,标注相应的以厘米为计数单位的数字。
标称全长处应标注cm单位。
1.2.2.5尺上应标注制造厂名、分度值及编号。
数字、文字、线纹应清晰,排列整齐,不得有遗漏。
1.2.2.6示值误差检定:自行校准采用将被校准钢直尺与母尺进行比对的方法,只有规定的所有比对点均与母尺一致时,才可判定被校准尺合格。
否则,应判其为不合格。
不同量程的钢直尺校准时的比对点规定如下表所示序号量程(mm)比对点(mm)1 0~1000 0、50、150、300、500、10002 0~500 0、50、150、300、5003 0~300 0、50、100、150、200、3001.2.3 操作要点1.2.3.1 应将母尺与被校准尺平直地放在表面平整的桌面或其它类似的平台上;将被校准尺的0点与母尺的0点对正后对比上表中各点的一致性,以目测结果为准。
1、目的
对刚尺、直尺、卷尺进行内部校准,确保其准确度和适用性保持完好。
2、范围
适用于生产、设计、检验进所使用的钢尺、直尺、卷尺。
3、校准用基准设备
外校合格的1米钢尺(精度0.5mm)
4、环境条件
室温
5、校准步骤
5.1、检查钢尺、直尺、卷尺的刻度是否清晰,钢片是否平齐,有否破损规格,否则更换。
5.2、钢尺、直尺、卷尺校准时,取一基准平面,把基准钢心的零点和待校准钢尺或直尺的零点贴紧平面,基准钢尺的刻度对近待校准钢尺或直尺刻度。
5.3、卷尺校准时,把基准钢尺主平放在桌面上,拉开卷尺,用卷尺零点勾住钢尺的零点的一端并贴紧钢尺。
5.4、分别核对被校尺和基准钢尺的刻度,核对点100mm、500mm、1000mm,第一次完成后,再进行第二次、第三次、三次读取数平均记录在《内校记录表》内,两尺读数之差,100mm时允许误差,500mm时允许误差±1.0mm、1000mm时允许误差±1.0mm。
5.5、当被校准的郑尺长度超出基准钢尺的长度时,按每1000mm分段校准,将卷尺全部拉开,先校准前1000mm,记录数据;再在卷尺1000mm点划一条细小的横线,用钢尺的零点对准该尺横线,按上述方法核对数据后记录,依次校准下去,重复三次取平均值记录在《内校记录表》内,最大允许累积误差为±2.0mm。
5.6、厉次测量值与标准值之差,均在允许误差范围内(且卷心的累积差在±2.0mm范围内),校准合格。
5.7、内部校准的卷尺经计量人员统一编号后进行发放,校准周期为六个月,六个月内若损坏或遗失由厂登记并报品管部重新发放,按规定填写相关记录表单。
6、相关记录
内校记录表。

钢尺、卷尺内部校准规程
1、目的
对钢尺、卷尺进行内部校准,确保其准确度和适用性保持完好。
2、范围
适用于生产中所使用的钢尺、卷尺。
3、校准用基准设备
外校合格的钢尺(精度0.5㎜)
4、环境条件
室温。
5、校验步骤
5.1检查钢尺、卷尺的刻度是否清晰,钢片是否平齐,否则更换。
5.2钢尺校准时,取一基准平面,把基准钢尺的零点和待校钢尺的零点紧贴该平面,钢尺的刻度对近待校钢尺的刻度。
5.3纲尺校准时,把基准钢尺平放在平面上,拉开卷尺,用卷尺的零点钩住钢尺的零点一端并紧贴钢尺。
5.4分别校准被校尺和基准钢尺的刻度,核对点:100㎜、500㎜、1000㎜,第一次完成后,再进行第二次、第三次,取三次得出的结果的平均值,记录在《内校记录表》内,两尺读数之差100㎜时允许误差±1㎜、500㎜时允许误差±1㎜、1000㎜时允许误差±1㎜。
5.5当被校准的尺的长度超过基准钢尺的长度时,按每1000㎜分段校准,将卷尺全部拉开,先校准前1000㎜;再在卷尺1000㎜点划一细小横线,用基准钢尺的零点对准该横线,按上述方法核准后依次校准下去,重复三次,取三次得出的结果的平均值,记录在《内校记录表》内,允许误差±2.0㎜。
5.6历次测量值与标准值之差,均在误差范围内,卷尺的累积误差在±2.0㎜范围内,判准校准合格。
6. 《内部校准记录表》。
钢卷尺内部校准规程钢卷尺是一种常用的测量工具,用于测量长度、宽度等尺寸。
由于使用频繁,钢卷尺的准确性会受到一定程度的影响。
为了确保测量结果的准确性,需要对钢卷尺进行定期的内部校准。
下面是钢卷尺内部校准的规程。
一、校准前准备工作1.确保校准环境整洁,避免灰尘、油污等杂质对校准结果的影响。
2.确保测量仪器和设备的工作正常,并且在校准前已经经过了外部校准。
3.准备合适的校准装置,包括稳定的测量台、标准块等。
二、校准步骤1.将钢卷尺放在测量台上,确保其能够稳固地放置在平面上。
2.使用标准块校验钢卷尺的零位。
将标准块放在钢卷尺的起点位置,并记录下标准块的厚度。
然后将钢卷尺移至标准块的末端位置,再次记录下标准块的厚度。
比较这两次记录,计算出钢卷尺的零位误差。
3.校准钢卷尺的刻度间距。
使用标准块或其他已知长度的物体,将其放在钢卷尺上的刻度之间。
记录下标准块或物体的长度,然后计算出钢卷尺的刻度间距。
4.校准钢卷尺的切线误差。
使用标准块或其他已知长度的物体,在钢卷尺上摆放成直线,并记录下标准块或物体的长度。
然后将钢卷尺从起点到末端滑动,观察切线误差的变化。
通过计算得出钢卷尺的切线误差。
5.校准钢卷尺的锁紧装置。
在锁紧装置松动的情况下,将钢卷尺从起点滑动到末端,并记录下长度。
然后通过锁紧装置将钢卷尺固定在相同的位置,再次记录下长度。
比较这两次记录,计算出锁紧装置的误差。
三、校准结果评估与处理1.根据校准结果评估钢卷尺的准确性。
将校准值与钢卷尺的规格要求进行比较,判断钢卷尺是否合格。
2.如果校准结果不合格,需要进行修理或更换钢卷尺零件。
常见的修理方法包括调整零位、调整切线误差等。
3.对于允许的误差范围之内的校准结果,可以将校准的日期和结果记录在校准证书上,作为参考。
四、校准频率与记录1.钢卷尺的校准频率一般为一年一次或按实际使用情况决定。
如果钢卷尺使用环境恶劣或使用频率较高,可以适当缩短校准周期。
2.每次校准完成后,需要将校准的日期、结果、校准人员等信息记录在校准记录表上,作为日后参考。
南京天轩服饰有限公司
钢尺、卷尺、皮尺自(内)校准规程
1.目的:确定钢尺、卷尺、皮尺的准确度和适用性保持完好。
2.范围适用于检验所使用的钢尺、卷尺、皮尺。
3.校准用基准件外校合格的钢尺
4.环境条件室温
5.校准步骤
5.1 检查钢尺、卷尺、皮尺的刻度是否清晰, 钢尺是否平齐,否则更换。
5.2 钢尺校准时,取一基准平面,把基准钢尺的零点和待校准钢尺的零点帖紧该平面,基准钢尺的刻度对近待校准钢尺的刻度。
5.3 卷尺、皮尺校准时,把基准钢尺平放在桌面上,拉开卷尺和皮尺将零点对准钢尺的零点的一端并帖紧钢尺.
5.4 分段对准被校尺和基准钢尺的刻度,核对点
100mm,500mm,1000mm,第一次完成后,再进行第二次,第三次,三次读数取平均记录在《监视和测量内校记录表》上,两尺读数之差,100mm 时允许误差±1.0mm, 500mm 时允许误差±1.0mm,1000mm 时允许误差±1.0mm。
5.5 当被校准的卷尺长度超出基准钢尺的长度时,每按 1000mm 分段校准,将卷尺或皮尺全部拉开,先校准前 1000mm 记录数据,再在卷尺 1000mm 点划一条细小横线,用钢尺的零点对准该条横线,按上述方法对数据后记录,依次校准下去,重复三次
把平均值记录在《监视和测量内校记录表》内,最大允许误差±2.0mm。
5.6 历次测量值与标准值之差,均在允许误差范围内判校准合
格。
校准人员详细记录《内校记录表》。
6、校准周期半年
7、记录
7.1 监视和测量内校记录表
编制: 冯文婷审批: 杨涛。
作业指导书文件标题:自行校准规程编号: QS/WI15版号: B/0页数:共 2 页(不含本页)拟制:XXX 日期:XXX审批:XXX 日期:XXX生效日期:XXXXX受控印章:分发号:一、钢直尺参照国家计量检定规程《钢直尺检定规程》,为保证公司内使用中的钢直尺量值的准确性,特起草钢直尺自行校准规定如下:1. 外观要求1.1 尺的端边、侧边及背面不应有毛刺、锋口和锉痕现象。
1.2 尺的线纹面必须明晰,不应有目力可见的断线现象存在;同时线纹面不应有碰伤、锈迹及影响使用的明显斑点、划痕。
1.3 尺身应保持平面度,不能有影响测量精确的弯曲现象。
2. 示值误差:标称长度为150m、300m全长允差±0.10mm,标称长度为500mm的全长允差±0.15mm,标称长度为1000mm全长允差±0.20mm,校验方法:用经法定检测机构检定合格的1m钢直尺进行比对,没有超出规定为合格可继续使用,不合格应予作废。
3. 公司内规定钢直尺的校准周期为一年。
4. 塑料直尺、三角尺的校准可参照钢直尺本规程执行。
二、钢卷尺参照国家计量检定规程《钢卷尺检定规程》,为保证公司内使用中的钢卷尺量值的准确性,特起草钢卷尺自行校准规定如下:1. 外观要求1.1 尺面不应有凹凸不平的现象;1.2 尺带拉出和收卷应轻便、灵活、无卡阻现象。
制动式钢卷尺的按钮装置,应能有效地控制尺带收卷;尺带表面不得有锈浊和明显的斑点、折痕、脱皮、气泡等缺陷。
1.3 尺带两边必须平滑,不得有锋口和毛刺,尺钩应保持直角,不得有目力可见的偏差。
1.4 尺带全部分度线纹必须均匀明晰,便于识读。
2. 示值误差。
标称长度为1000mm、2000mm全长允差±0.2mm,标称长度为3000mm全长允差±0.3mm。
校验方法:用经法定检测机构检定合格的1m钢直尺进行对比,比对段1m、2m钢卷尺不得少于2段、3m钢卷尺不得少于3段。
钢尺计量器具的内部检定规程一、作业目的本次内部检定校准作业的目的是检验钢尺计量器具的准确性和可靠性,确保其符合国家和行业的标准要求,保证测试和测量结果的准确性和可靠性。
二、作业范围本次内部检定校准作业的范围包括钢卷尺,钢直尺。
三、作业流程1. 准备工作(1)准备校准设备:如标准长度样品、测量夹具等。
(2)准备校准记录表格:记录校准结果和记录。
(3)检查钢卷尺计量器具:检查钢尺计量器具是否正常工作,确保其能够正常进行校准。
(4)校准频率:钢直尺、卷尺校准周期不超过一年。
(5)校准环境:校准时环境温度20±5℃,湿度小于85%。
2. 校准操作(1)用标准钢尺测得钢尺的实际值,用放大镜对比,每个刻度是否对齐。
(2)通过目视进行判断,误差不超过1mm为合格(3)进行多次校准,确保数据的准确性和可靠性。
(4)记录校准数据:记录每次校准的结果和时间,并在校准记录表格中做好记录。
3. 校准结果评估(1)根据行业标准和使用要求,评估校准结果是否符合要求。
(2)如果校准结果不符合要求,需要进行调整和再次校准,直到符合要求为止。
四、作业注意事项1. 校准设备的使用要符合钢尺计量器具的使用说明书和行业标准。
检查卷尺、钢直尺外观是否有弯曲、刻度不清楚等。
如果有外观问题,卷尺、钢直尺将报废处理2. 校准操作需要在实验室或其他适当的环境中进行,确保环境的稳定性和准确性。
3. 校准记录表格需要进行规范记录,确保记录的准确性和可靠性。
4. 校准过程中需要注意安全,避免误操作和人身伤害。
五、作业结果处理1. 根据校准结果和行业标准,评估钢尺计量器具的准确性和可靠性。
2. 如果钢尺计量器具的校准结果符合要求,可以继续使用。
3. 如果钢尺计量器具的校准结果不符合要求,需要进行调整和再次校准,直到符合要求为止。
六、作业记录保存1. 校准记录表格需要保存至少两年以上。
2. 校准记录需要进行规范保存,保证记录的完整性和真实性。
计量器具自校准规程文件编号ZX/QS7.6-01发放编号编制审批受控状态无锡市******有限公司无锡******有限公司钢尺、卷尺、皮尺自校准规程1.目的对钢尺、卷尺、皮尺进行内部校准,确保其准确度和适用性保持完好。
2.范围适用于本公司所使用的钢尺、卷尺、皮尺。
3.环境条件室温。
4.校准步骤4.1检查钢尺、卷尺、皮尺的刻度是否清晰;4.2钢片是否平齐;4.3检查钢尺、卷尺是否有折痕;4.4检查钢尺、卷尺、皮尺是否有断裂、破损;否则更换。
5.相关记录内校记录表。
塞尺自校准规程1.目的对塞尺进行内部校准,确保其准确度和适用性保持完好。
2.范围适用于进料检验所使用的塞尺。
3.环境条件室温。
4.校准步骤4.1钢片是否平齐;4.2检查塞尺是否有折痕;4.3检查塞尺是否有断裂、破损;否则更换。
5.相关记录内校记录表。
秒表自校准规程1、目的对秒表进行内部校准,确保其准确度保持完好。
2、范围适用于检验所使用的秒表。
3、环境条件室温。
4、校准步骤4.1校准时间与计算机时间对照,1分钟内误差不超过1秒,连续十次,九次正确为合格;4.2检查秒表液晶显示是否清晰、正常;4.3检查秒表外观是否无破损;否则更换。
5.相关记录内校记录表。
自制调试台自校准规程1、目的:对本公司自制调试台进行内部校准,确保器准确度和实用性保持完好。
2、范围:适用于本公司所使用的自制调试台。
3、环境条件:室温。
4、步骤:4.1检验操作面板标示是否清晰完整;4.2检验零部件是否完好且无缺失;4.3检验电源开关是否有效;4.4检验系统动作是否正确。
5、相关记录:内校记录表。

作业指导书文件标题:自行校准规程编号:QS/WI15版号:B/0页数:共 2 页(不含本页)拟制:XXX 日期:XXX 审批:XXX 日期:XXX 生效日期:XXXXX受控印章:分发号:一、钢直尺参照国家计量检定规程《钢直尺检定规程》,为保证公司内使用中的钢直尺量值的准确性,特起草钢直尺自行校准规定如下:1. 外观要求1.1 尺的端边、侧边及背面不应有毛刺、锋口和锉痕现象。
1.2 尺的线纹面必须明晰,不应有目力可见的断线现象存在;同时线纹面不应有碰伤、锈迹及影响使用的明显斑点、划痕。
1.3 尺身应保持平面度,不能有影响测量精确的弯曲现象。
2. 示值误差:标称长度为150m、300m全长允差±0.10mm,标称长度为500mm的全长允差±0.15mm,标称长度为1000mm全长允差±0.20mm,校验方法:用经法定检测机构检定合格的1m钢直尺进行比对,没有超出规定为合格可继续使用,不合格应予作废。
3. 公司内规定钢直尺的校准周期为一年。
4. 塑料直尺、三角尺的校准可参照钢直尺本规程执行。
二、钢卷尺参照国家计量检定规程《钢卷尺检定规程》,为保证公司内使用中的钢卷尺量值的准确性,特起草钢卷尺自行校准规定如下:1. 外观要求1.1 尺面不应有凹凸不平的现象;1.2 尺带拉出和收卷应轻便、灵活、无卡阻现象。
制动式钢卷尺的按钮装置,应能有效地控制尺带收卷;尺带表面不得有锈浊和明显的斑点、折痕、脱皮、气泡等缺陷。
1.3 尺带两边必须平滑,不得有锋口和毛刺,尺钩应保持直角,不得有目力可见的偏差。
1.4 尺带全部分度线纹必须均匀明晰,便于识读。
2. 示值误差。
标称长度为1000mm、2000mm全长允差±0.2mm,标称长度为3000mm全长允差±0.3mm。
校验方法:用经法定检测机构检定合格的1m钢直尺进行对比,比对段1m、2m钢卷尺不得少于2段、3m钢卷尺不得少于3段。
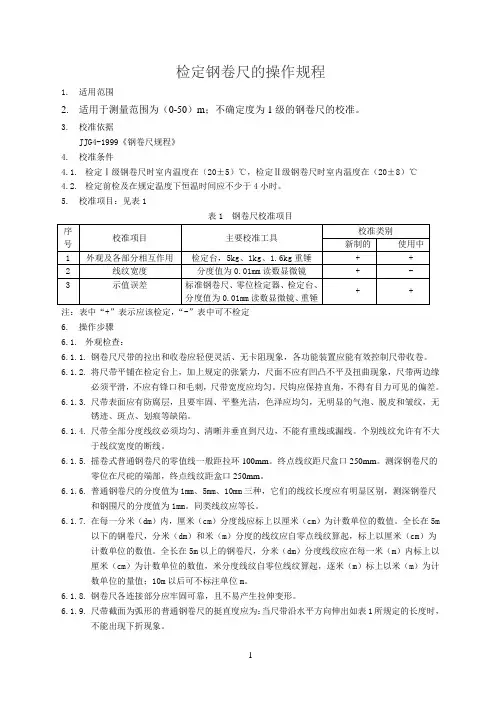
检定钢卷尺的操作规程1.适用范围2.适用于测量范围为(0-50)m;不确定度为1级的钢卷尺的校准。
3.校准依据JJG4-1999《钢卷尺规程》4.校准条件4.1.检定Ⅰ级钢卷尺时室内温度在(20±5)℃,检定Ⅱ级钢卷尺时室内温度在(20±8)℃4.2.检定前检及在规定温度下恒温时间应不少于4小时。
5.校准项目:见表1表1 钢卷尺校准项目注:表中“+”表示应该检定,“-”表中可不检定6.操作步骤6.1.外观检查:6.1.1.钢卷尺尺带的拉出和收卷应轻便灵活、无卡阻现象,各功能装置应能有效控制尺带收卷。
6.1.2.将尺带平铺在检定台上,加上规定的张紧力,尺面不应有凹凸不平及扭曲现象,尺带两边缘必须平滑,不应有锋口和毛刺,尺带宽度应均匀。
尺钩应保持直角,不得有目力可见的偏差。
6.1.3.尺带表面应有防腐层,且要牢固、平整光洁,色泽应均匀,无明显的气泡、脱皮和皱纹,无锈迹、斑点、划痕等缺陷。
6.1.4.尺带全部分度线纹必须均匀、清晰并垂直到尺边,不能有重线或漏线。
个别线纹允许有不大于线纹宽度的断线。
6.1.5.摇卷式普通钢卷尺的零值线一般距拉环100mm。
终点线纹距尺盒口250mm。
测深钢卷尺的零位在尺砣的端部,终点线纹距盒口250mm。
6.1.6.普通钢卷尺的分度值为1mm、5mm、10mm三种,它们的线纹长度应有明显区别,测深钢卷尺和钢围尺的分度值为1mm。
同类线纹应等长。
6.1.7.在每一分米(dm)内,厘米(cm)分度线应标上以厘米(cm)为计数单位的数值。
全长在5m以下的钢卷尺,分米(dm)和米(m)分度的线纹应自零点线纹算起,标上以厘米(cm)为计数单位的数值。
全长在5m以上的钢卷尺,分米(dm)分度线纹应在每一米(m)内标上以厘米(cm)为计数单位的数值,米分度线纹自零位线纹算起,逐米(m)标上以米(m)为计数单位的量值;10m以后可不标注单位m。
6.1.8.钢卷尺各连接部分应牢固可靠,且不易产生拉伸变形。
作业指导书文件标题:自行校准规程编号:QS/WI15版号:B/0页数:共 2 页(不含本页)拟制:XXX 日期:XXX 审批:XXX 日期:XXX 生效日期:XXXXX受控印章:分发号:一、钢直尺参照国家计量检定规程《钢直尺检定规程》,为保证公司内使用中的钢直尺量值的准确性,特起草钢直尺自行校准规定如下:1. 外观要求1.1 尺的端边、侧边及背面不应有毛刺、锋口和锉痕现象。
1.2 尺的线纹面必须明晰,不应有目力可见的断线现象存在;同时线纹面不应有碰伤、锈迹及影响使用的明显斑点、划痕。
1.3 尺身应保持平面度,不能有影响测量精确的弯曲现象。
2. 示值误差:标称长度为150m、300m全长允差±0.10mm,标称长度为500mm的全长允差±0.15mm,标称长度为1000mm全长允差±0.20mm,校验方法:用经法定检测机构检定合格的1m钢直尺进行比对,没有超出规定为合格可继续使用,不合格应予作废。
3. 公司内规定钢直尺的校准周期为一年。
4. 塑料直尺、三角尺的校准可参照钢直尺本规程执行。
二、钢卷尺参照国家计量检定规程《钢卷尺检定规程》,为保证公司内使用中的钢卷尺量值的准确性,特起草钢卷尺自行校准规定如下:1. 外观要求1.1 尺面不应有凹凸不平的现象;1.2 尺带拉出和收卷应轻便、灵活、无卡阻现象。
制动式钢卷尺的按钮装置,应能有效地控制尺带收卷;尺带表面不得有锈浊和明显的斑点、折痕、脱皮、气泡等缺陷。
1.3 尺带两边必须平滑,不得有锋口和毛刺,尺钩应保持直角,不得有目力可见的偏差。
1.4 尺带全部分度线纹必须均匀明晰,便于识读。
2. 示值误差。
标称长度为1000mm、2000mm全长允差±0.2mm,标称长度为3000mm全长允差±0.3mm。
校验方法:用经法定检测机构检定合格的1m钢直尺进行对比,比对段1m、2m钢卷尺不得少于2段、3m钢卷尺不得少于3段。
钢尺、卷尺自检方法(依据GB/T19001-2000idtISO9001:2000标准)编制:审核:批准:编号:版本号:发布日期实施日期钢尺、卷尺自检方法1.目的对钢尺、卷尺进行内部校准,确保其准确度和适应性保持完好。
2.范围适用于进行检验所使用的钢尺、卷尺。
3.校准用基准设备外校合格的钢尺(精度0.5㎜)。
4.环境条件室温。
5.校准步骤5.1检查钢尺、卷尺的刻度是否清晰,钢片是否平齐,否则更换。
5.2钢尺校准时,取一基准平面,把基准钢尺的零点和待校准钢尺的零点贴紧该平面,基准钢尺的刻度对近待校准钢尺的刻度。
5.3卷尺校准时,把基准钢尺平放在桌面上,拉开卷尺,用卷尺零点勾住钢尺的零点的一端并贴紧钢尺。
5.4分别核对被校尺和基准钢尺的刻度,核对点100㎜、500㎜、1000㎜,第一次完成后,再进行第二次、第三次,二次读数平均记录在《内校记录表》内,两尺读数之差,100㎜时充许误差±1.0㎜, 500㎜时允许误差±1.0㎜,1000㎜时充许误差±1.0㎜。
5.5当被校准的卷尺长度超出基准钢尺的长度时,按第1000㎜分段校准,将卷尺全部拉开,先校准前1000㎜,记录数据,再在卷尺1000㎜点划一条细小的横线,用钢尺的零点对准该条横线,按上述方法核对数据后记录,依次校准下去,重复三次取平均值记录在《内校记录表》内,最大允许积累误差为±2.0㎜。
5.6历次测量值与标准值之差,均在允许误差范围内(且卷尺的累积误差在±2.0㎜范围内),判校准合格。
6.相关记录《内校记录表》 ZY/BG-18-01。
钢卷尺自校操作规程[宝典]浙江博爱家纺有限公司钢卷尺自校操作规程钢卷尺是我公司使用最多的计量器具,主要用于测量布长及产品的长度。
为规范钢卷尺的检测工作,保证量值的准确性,结合公司的工艺生产条件要求,特制定该自校方法。
1、测量标准:经法定计量检定机构检定/校准的钢卷尺为标准尺。
测量范围:0~5m,分度值:1mm。
2、被测对象:本公司在用的钢卷尺,测量范围:0~5m,分度值:1mm。
3、校准方法:3.1把标准钢卷尺放在平整的桌子上,拉出一段长约100cm,对桌子进行测量;3.2把待校钢卷尺放在该桌子上,拉出同样的尺寸,对桌子进行比较测量;3.3以“米”为起点,拉出同样的尺寸,对桌子进行比较测量。
3.4以上测量连续进行三次,以三次的平均值作为结果。
4、结果判断待测钢卷尺与标准尺的测量误差小于1mm为合格,若大于1mm为不合格。
5、自校周期:每月一次。
编制: 审核: 批准: 时间:浙江博爱家纺有限公司计量设备自校、自检程序1、目的为确保在用的计量器具处于受控状态,使计量结果准确可靠。
2、适用范围本公司在用的计量设备。
3、职责1)质检部门为计量设备自检、自校归口管理部门,负责校准检查。
2)各部门、车间负责本部门车间使用过程的校准检查。
3)计量设备使用人员负责自用设备校准检查,并做记录。
4、程序1)确定标准件。
该标准件由法定计量检定机构检定或校准合格。
由质检部专人保管。
2)质检部专人对计量设备进行比对检查,作记录并予以保存。
3)进行比对时,注意室内温湿度的控制,温度在(10~36)?为适宜。
并按规定的操作规程进行自校。
4)当发生产品计量问题时,或计量设备损坏时,要进行重新检测,并查找原因。
5)经比对不符合要求的计量设备予以报废处置,不得流入生产作业现场。
6)计量设备使用人员对使用的设备应保持自校、自检状态的标识。
浙江博爱家纺有限公司验布机自校操作规程验布机是本公司对进来的原料布进行检测的机器,为规范检测行为,特制定本方法:1、测量标准:用标准尺量出100m布作为标准(E=100m);02、被测对象:验布机;3、自校方法:3.1先把验布机的计数器归零;3.2用标准的100m布通过验布机进行测量,读取计数器的读数(E);13.3计算相对误差,即A=(E-E)/E×100% 1004、结果判断A?0.2%为合格若A>0.2%则相应加上校准因子。
卷尺自行校准规程卷尺是一种广泛使用的测量工具,在日常生活和工作中有很多应用,如测量物体的长度、周长等。
然而,随着使用时间的增长,卷尺的测量精度可能会逐渐降低。
为此,本文将介绍如何使用简单的工具自行校准卷尺,以保证其测量精度。
1. 准备工作校准卷尺需要准备以下材料:•一张标准长度为1米的纸条;•一支笔;•一条卷尺;•一把手动螺丝刀;•一把细小的剪刀;•一条普通的拉毛细线。
2. 校准过程2.1 制作基准线先找一张标准长度为1米的纸条,将卷尺和纸条放在一起,用笔在纸条上标出从0开始到1米处的刻度。
此时,确保卷尺的读数与纸条上标记的刻度一致,如果存在偏差,则需要进行初始校准。
2.2 初始校准找一件较长的平整物品(如桌子),让卷尺贴紧其边缘,在读数为0的位置,用手动螺丝刀将卷尺中间的固定螺丝松开,然后用手把两端对齐,并紧固好螺丝。
这样卷尺的起始位置就被重新定位。
然后再将卷尺贴紧标准纸条,确保读数与标准一致。
2.3 检查是否需要校准使用校准卷尺测量多个不同长度的物体,记录读数,并与标准长度进行比较。
如果相差不超过1毫米,则说明准确度良好,无需进行校准。
而如果差距较大,则需要进行以下步骤:2.4 校准在卷尺的末端固定一根普通的拉毛细线。
将卷尺放在标准长度为1米的纸条上,让卷尺贴紧纸条,注意不要将拉毛细线拉紧。
在读数为0的位置,将卷尺中间的固定螺丝松开,然后将卷尺上的读数与纸条标记的1米位置对齐。
然后,把拉毛细线剪下,这样就确定了卷尺的末尾位置。
再用固定螺丝将卷尺固定住,校准完成。
3. 注意事项•校准卷尺需要耐心,不要急躁;•在校准过程中,确保卷尺与标准纸条或测量物品有良好的接触;•在使用卷尺时,应避免过度拉扯,以免影响其测量精度。
4.通过本文介绍的方法,可以使用市场上普通的卷尺自主校准,保证其测量精度。
但是需要注意,如果在校准过程中出现异常,或校准后卷尺仍存在明显的误差,建议到专业维修机构进行维护和修理。
钢卷尺自校规程编制:审批:实施日期:2007年1月10日1.概述钢卷尺是测量长度的量具,常用的钢卷尺有三种:摇卷盒式卷尺,其结构分为:尺环、尺带、尺盒、摇柄自卷式卷尺,其结构分为:尺钩、尺带、尺盒制动式卷尺,其结构分为:尺钩、尺带、制动按钮、尺盒。
钢卷尺的标称长度:对于10m以下的钢卷尺取0.5的整数倍,对于10m以上的钢卷尺取5的整数倍。
2.检定条件和检定工具2.1.检定条件:检定钢卷尺时室温应为(20±8)℃,且检定前被检尺在规定温度下恒温时间不得少于4h。
2.2.检定工具:标准钢卷尺或标准钢板直尺(量程1000mm)。
3.技术要求3.1.外观:钢卷尺尺带的拉出和收卷应轻便灵活、无卡阻现象,各功能装置应能有效控制尺带收卷。
尺带表面无明显的气泡、脱皮和皱纹,无锈迹、斑点、划痕等缺陷。
各连接部分应牢固可靠,且不易产生拉伸变形。
使用中的钢卷尺不应有影响准确度的外观缺陷。
3.2.示值允许误差:△=±(0.3+0.2L)式中:L是以米为单位的长度4.检定方法4.1.外观检定:肉眼观测外观质量,应全部符合本规程3.1的规定。
4.2.示值误差检定:将标准钢卷尺和被检尺固定,使被检尺的零值线纹与标准尺的零值线纹对齐,按每米逐段连续读取各段和全长误差。
全长不足5m的钢卷尺检定段为一段,全长超过5m的钢卷尺,每5m为一段进行评定,其全长误差为各段误差的代数和。
5.检定结果的处理5.1.经检定符合本规程要求的钢卷尺,在尺盒上粘贴合格标记,并注明有效日期。
5.2.经检定不符合本规程要求的钢卷尺应予报废。
6.检定周期根据使用情况,一般为1年。
出现损坏或示值失效时,随时检定。
7.相关记录检定完毕后,由质管部负责填写《钢卷尺自检记录表》并存档备查。
(完整)内校规程
内校规程
编号:
1 目的
对钢尺、卷尺和直尺进行内部校准,确保其准确度和适用性保持完好。
2 范围
适用于进料检验所使用的钢尺、卷尺和直尺。
3 校准用基准设备
外校合格的钢尺(精度0。
5㎜).
4 环境条件
室温。
5 校准步骤
5。
1 检查钢尺、卷尺的刻度是否清晰,钢片是否平齐,否则更换。
5。
2 钢尺校准时,取一基准平面,把基准钢尺的零点和待校钢尺和零点贴紧该平面,基准钢尺的刻度对近待校准钢尺的刻度。
5。
3 卷尺校准时,把基准钢尺平放在桌面上,拉开卷尺,用卷尺零点勾住钢尺零点的一端并贴紧钢尺。
5.4 分别核对被校尺和基准钢尺的刻度,核对点100㎜、500㎜、1000㎜,第一次完成后,再进行第二次、第三次,三次读数取平均记录在《内校记录表》内,两尺读数之差,100㎜时允许误差±1.0㎜,500㎜时允许误差±1。
0㎜、1000㎜时允许误差±1.0㎜。
5。
5 当被校准的卷尺长度超过基准钢尺的长度时,按每1000㎜分段校准,将卷尺全部拉开,先校准前1000㎜,记录数据;再在卷尺1000㎜点划一条细小的横线,用钢尺的零点对准该条横线,按上述方法核对数据后记录,依次校准下去,重复三次取平均值记录在《内校记录表》内,最大允许累积误差为±2。
0㎜。
5。
6 历次测量值与标准值之差,均在允许误差范围内(且卷尺的累积误差在±2.0㎜范围内),判校准合格。
6 相关记录
内校记录表。
编制:审批: 日期:。
南京天轩服饰有限公司
钢尺、卷尺、皮尺自(内)校准规程
1.目的:确定钢尺、卷尺、皮尺的准确度和适用性保持完好。
2.范围适用于检验所使用的钢尺、卷尺、皮尺。
3.校准用基准件外校合格的钢尺
4.环境条件室温
5.校准步骤
5.1 检查钢尺、卷尺、皮尺的刻度是否清晰, 钢尺是否平齐,否则更换。
5.2 钢尺校准时,取一基准平面,把基准钢尺的零点和待校准钢尺的零点帖紧该平面,基准钢尺的刻度对近待校准钢尺的刻度。
5.3 卷尺、皮尺校准时,把基准钢尺平放在桌面上,拉开卷尺和皮尺将零点对准钢尺的零点的一端并帖紧钢尺.
5.4 分段对准被校尺和基准钢尺的刻度,核对点
100mm,500mm,1000mm,第一次完成后,再进行第二次,第三次,三次读数取平均记录在《监视和测量内校记录表》上,两尺读数之差,100mm 时允许误差±1.0mm, 500mm 时允许误差±1.0mm,1000mm 时允许误差±1.0mm。
5.5 当被校准的卷尺长度超出基准钢尺的长度时,每按 1000mm 分段校准,将卷尺或皮尺全部拉开,先校准前 1000mm 记录数据,再在卷尺 1000mm 点划一条细小横线,用钢尺的零点对准该条横线,按上述方法对数据后记录,依次校准下去,重复三次
把平均值记录在《监视和测量内校记录表》内,最大允许误差±2.0mm。
5.6 历次测量值与标准值之差,均在允许误差范围内判校准合
格。
校准人员详细记录《内校记录表》。
6、校准周期半年
7、记录
7.1 监视和测量内校记录表
编制: 冯文婷审批: 杨涛。