射线检测布片张数计算表
- 格式:xls
- 大小:198.50 KB
- 文档页数:6
射线检测II级人员评片考试说明1.评片按JB/T4730-2005标准评级,试件底片号与规格以底片胶布上的数字为准。
底片有效评定长度范围为搭接标记内,无搭接标记的底片两边各去掉10mm,宽度范围为焊缝加两侧热影响区。
带丁字焊缝的底片,纵环两条焊缝上的缺陷均应进行评定。
2.焊接方法系指手工焊、自动焊、氩弧焊、电渣焊、气焊。
施焊位置系指平焊(A缝、B缝、试板)、立焊(含电渣焊缝)、横焊、仰焊、转动焊以及全位置焊、将所选定结果在相应栏内画“O”。
3.底片质量栏内符合标准要求的画“O”,不符合画“X”。
其它栏内为伪缺陷,有伪缺陷的画“O”,没有伪缺陷画“X”。
底片上有焊瘤、凹陷、超深、超长的焊缝咬边,收弧弧坑、飞溅等表面缺陷和评定区外的缺陷要在备注栏中注明,若无其它内在缺陷,则可评为未发现缺陷,按I级评定。
底片质量不合格的底片仍要对焊缝质量进行评定。
4.焊接缺陷代号:L——裂纹,H——未熔合,T——未焊透,Z——条状夹渣,K——条状气孔,Y——园形缺陷。
缺陷的定性、定量、定位一栏相当于一张底片,在其上须标出缺陷的性质代号。
大致图形及长度(mm),园形缺陷的个数与点数,其位置应与底片缺陷所在位置相对应。
5.以缺陷二端的直线距离为缺陷长度,L15、T100、Z24、H46、K9,园形缺陷以评定区的个数和折算点数评定,如Y3x9表示园形缺陷三个折算为九点。
按条状夹渣总长评定的以组标出,线性缺陷有好几条集中在一起时,定量值为最长者,条数记录其后,如有六条裂纹在一起,最长者为10mm,记录成L6x10。
裂纹、未熔合、未焊透三类缺陷应全部标识。
断续缺陷可写成T110断续,H200断续,园形缺陷只标识和评定最严重部位。
6.焊缝长度<12T和6T时不进行比例折算。
园形缺陷的评级不进行扩大评定区评定。
底片上缺陷的黑度大小不作为评级的依据。
7.焊瘤中的缺陷按内部缺陷处理。
8.评级一律写成罗马字母I、II、III、IV。
65GUANGDONG SHIPBUILDING 广东造船2023年第4期(总第191期) 材料与工艺作者简介:郭大洲(1984-),男, 工程师。
主要从事焊缝无损检测工作。
张 标(1980-),男, 高级工程师。
主要从事质量管理及质量检验工作。
收稿日期:2023-05-04管系环焊缝射线检测透照次数计算郭大洲,张 标,董 雪,彭绿高,徐文涛(中船黄埔文冲船舶有限公司,广州511462)摘 要:本文讨论了ASME V 和CB/T3558两个标准的相关条款,并根据工件规格及X 射线机曝光曲线,计算出管系环向对接焊缝符合ASME V 标准要求的一次透照长度,为现场实际操作提供参考,提高射线检测工作效率。
关键词:黑度范围;有效长度;环缝检测中图分类号:U671.8 文献标识码:ACalculation of Penetrate Times for PipingWeld Radiographic TestingGUO Dazhou, ZHANG Biao, DONG Xue, PENG Lvgao, XU Wentao( CSSC Huangpu Wenchong Shipbuilding Co., LTD., Guangzhou 511462 )Abstract: This paper discusses about the relevant clauses of ASME V and CB/T3558, and use workpiece specifications and X-ray exposure curve to calculate the effective length of circumferential butt weld in accordance with ASME V standard. This parameter can provide reference for the actual operation. The calculation of the maximum effective length can improve the efficiency of X-ray detection.Key words: film density range; effective length; circumferential weld test1 前言我司承建的某海洋石油钻井平台,冲桩管系有大量的环向对接接头环焊缝需要进行100%射线照相检测。
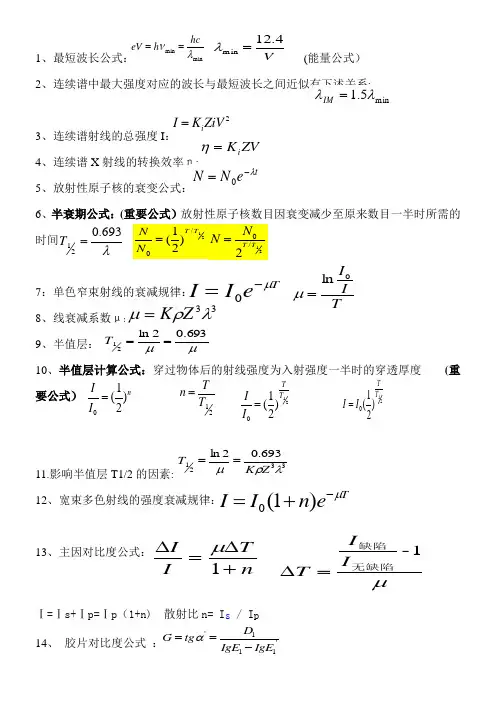
1、最短波长公式: (能量公式)2、连续谱中最大强度对应的波长与最短波长之间近似有下述关系:3、连续谱射线的总强度I :4、连续谱X 射线的转换效率η;5、放射性原子核的衰变公式:6、半衰期公式:(重要公式)放射性原子核数目因衰变减少至原来数目一半时所需的时间7:单色窄束射线的衰减规律:8、线衰减系数μ:9、半值层: 10、半值层计算公式:穿过物体后的射线强度为入射强度一半时的穿透厚度 (重要公式)11.影响半值层T1/2的因素:12、宽束多色射线的强度衰减规律:13、主因对比度公式:Ⅰ=Ⅰs+Ⅰp=Ⅰp (1+n) 散射比n= I s / I p14、 胶片对比度公式 : min min λνhc h eV ==V 4.12m in =λmin5.1λλ=IM 2ZiV K I i =ZVK i =ηte N N λ-=0λ693.021=T 21/0)21(T T N N =TeI I μ-=033λρμZ K =μμ693.02ln 21==T 21)21(0T T I I =21)21(0T T I I =3321693.02ln λρμZ K T ==Ten I I μ-+=)1(0n T I I +∆=∆1μ21/02T T N N =TI I 0ln=μnI I )21(0=21T T n =μ1-无缺陷缺陷I I T =∆'1'11D G tg IgE IgE α==-15、射线照相对比度公式 :ΔD=-0.434 G μΔT /( 1 + n ) 16、黑度D :照射光强度与穿过底片的透射光强之比的常用对数值17、射线照相几何不清晰度: Ug = df ×L 2/L 1=d f ×L 2/(F-L 2) 18、X 射线曝光量:E=it γ射线曝光量:E=At19、平方反比定律:从一点源发出的辐射,强度I 与距离F 的平方成反比 I 1/I 2=(F 2/F 1)220、X 射线照相的曝光因子:Ψ=i t/F 2= i 1 t 1/F 11= i 2t 2/F 22=……= i n t n /F n 2 γ射线照相的曝光因子:Ψ=A t/F 2= A 1 t 1/F 12= A 2t 2/F 22=……= A n t n /F n 219、K 值与横向裂纹检出角θ的关系:K=1/Cos θ θ=cos -1(1/K) 20 、 一次透照长度L 3: L 3= 2L 1tan θ21、 直缝单壁单影: 底片的有效评定长度: L eff =L 3+ΔL 纵缝作双壁单投影:底片的有效评定长度应为:l eff =ΔL+L 3′+ΔL22、环缝单壁外照法 N=360218000αα= α=θ-ηθ=cos -1 [1120+-()K T DK] η= sin -1(D D L 0012+sin θ )K=1.1 θ=cos -1 [1.121.0D D T +]当D 0>>T 时,θ≈cos -1K-1 K=1.1 θ=24.62 L 3=πD0/N; L'3=π.Di/N ΔL ≈2T ·tan θ Leff =ΔL /2+L3+ΔL /2α:与AB/2对应的圆心角; θ:最大失真角或横裂检出角;η- -有效半辐射角; K- 透照厚度比;T- 工件厚度; D0--- 容器外直径 D i -容器内直径LL D 0lg=DL L 100=23、环缝单壁内照法 1)F <R 的偏心法 N=180αα=η-θ:θ=cos -1KD TK i)1(-12- η=sin -1(D D L ii -21sin θ )当D 0>>T 时, θ=cos -1K -1 L 3=N D i ⋅π L 3′=ND 0⋅π ΔL ≈2T ·tg θ(ΔL/2=T ·tg θ) L eff =L 3′+ΔL 2)F>R 的偏心法透检 N=180αα=θ-η θ=cos -1KD TK i)1(-12- η=sin -1(θsin 21iiD L D - )当D 0>>T 时,θ=cos -1K -1 L 3′=N D 0⋅π L 3=ND i⋅π L eff =L 3' 24双壁单影法100%透检环缝时的最少曝光次数N 一次透照长度L 3N=180αα=θ+η θ=cos -11120+-()K T DKη=sin -1(θsin 20D F D -)当D o >>T 时,θ=cos -1K -1 L 3=ND 0⋅π L eff =L 3 25利用曝光曲线求非钢材的曝光量 射线等效系数(φm 表示)是指在一定管电压下,达到相同射线吸收效果(或者说获得相同底片黑度)的基准材料厚度T o 与被检材料厚度T m 之比,即:φm =T T m26、椭圆成像法偏心距 L 0=(g +q )L 1/ L 2=(F-L2)(p+q)/L2 =[焦距-(外径+焊缝余高)]×2焊缝宽度/(外径+焊缝余高)27、距离防护:对点源来说,在某点的射线强度与该点到源的距离平方成反比 D 1R 12=D 2R 22。

射线检测底片评片考核评分表(100分)
评片说明:
1、缺陷表示采用大写英文字母加数字的方式标注,其中A—裂纹;B—未熔合;C—未焊透;D—条形缺陷;G—根部内凹;F—圆形缺陷;H—根部咬边。
F字母后所附数字表示缺陷点数,G字母后所附数字表示内凹长度mm,A—E字母后所附数字表示缺陷长度mm。
2、焊接试板端头20mm内缺陷不计,评片范围按搭接标记范围内评定,若底片上无搭接标记时,按底片上成型影像两端去除20mm后评定,内凹缺陷只记录长度,不参加评级。
3、焊接方法、焊接位置、焊接形式、底片质量选项在相应空格位置上打“√”。
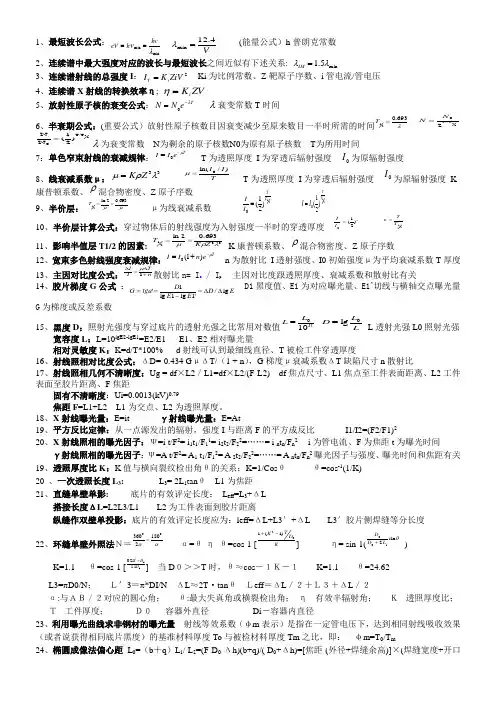
1、最短波长公式(能量公式)h 普朗克常数2、之间近似有下述关系: min 5.1λλ=IM3、连续谱射线的总强度I :2ZiV K I i T = Ki 为比例常数、Z 靶原子序数、i 管电流/管电压4、连续谱X 射线的转换效率η; ZV K i =η 5、放射性原子核的衰变公式:T e N N λ-=0λ衰变常数T 时间(为衰变常数 N 为剩余的原子核数N0为原有原子核数 T 为所用时间7:单色窄束射线的衰减规律:Te IIμ-=0 T 为透照厚度 I 为穿透后辐射强度 0I 为原辐射强度8、线衰减系数μ:33λρμZ K =T 为透照厚度 I 为穿透后辐射强度I 为原辐射强度 KρZ 原子序数 9、半价层:μ为线衰减系数10、11、影响半值层T1/2K 康普顿系数、ρ混合物密度、Z 原子序数12、为散射比 I 透射强度、I0初始强度μ为平均衰减系数T 厚度13、主因对比度跟透照厚度、衰减系数和散射比有关14、胶片梯度G 公式 黑度值、E1为对应曝光量、E1’切线与横轴交点曝光量G 为梯度或反差系数15、黑度D :照射光强度与穿过底片的透射光强之比常用对数值DL L 100=LL D 0lg= L 透射光强L0照射光强宽容度L :L=10lgE2-lgE1=E2/E1 E1、E2相对曝光量相对灵敏度K :K=d/T*100% d 射线可认到最细线直径、T 被检工件穿透厚度 16、射线照相对比度公式:ΔD=-0.434 G μΔT/(1 + n ),G 梯度μ衰减系数ΔT 缺陷尺寸n 散射比17、射线照相几何不清晰度:Ug = df ×L2/L1=df ×L2/(F-L2) df 焦点尺寸、L1焦点至工件表面距离、L2工件表面至胶片距离、F 焦距固有不清晰度:Ui=0.0013(kV)0.79焦距F =L1+L2 L1为交点、L2为透照厚度。
18、X 射线曝光量:E=it γ射线曝光量:E=At19、平方反比定律:从一点源发出的辐射,强度I 与距离F 的平方成反比 I1/I2=(F2/F1)220、X 射线照相的曝光因子:Ψ=i t/F 2= i 1t 1/F 11= i 2t 2/F 22=……= i n t n /F n 2 i 为管电流、F 为焦距t 为曝光时间γ射线照相的曝光因子:Ψ=A t/F 2= A 1 t 1/F 12= A 2t 2/F 22=……= A n t n /F n 2曝光因子与强度、曝光时间和焦距有关 19、透照厚度比K :K 值与横向裂纹检出角θ的关系:K=1/Cos θ θ=cos -1(1/K) 20 、一次透照长度L 3: L 3= 2L 1tan θ L1为焦距 21、直缝单壁单影: 底片的有效评定长度: L eff =L 3+ΔL搭接长度ΔL =L2L3/L1 L2为工件表面到胶片距离纵缝作双壁单投影:底片的有效评定长度应为:leff=ΔL+L3′+ΔL L3′胶片侧焊缝等分长度22、环缝单壁外照法N=360218000αα=α=θ-η θ=cos-1 [1120+-()K T DK] η= sin-1(D D L 0012+sin θ)K=1.1 θ=cos-1 [1.121.0D D T +] 当D 0>>T 时,θ≈cos -1K-1 K=1.1 θ=24.62L3=πD0/N ; L'3=π*DI/N ΔL ≈2T ·tan θ Leff =ΔL /2+L3+ΔL /2α:与AB/2对应的圆心角; θ:最大失真角或横裂检出角; η- -有效半辐射角; K- 透照厚度比; T- 工件厚度; D0--- 容器外直径 Di -容器内直径23、利用曝光曲线求非钢材的曝光量 射线等效系数(φm 表示)是指在一定管电压下,达到相同射线吸收效果(或者说获得相同底片黑度)的基准材料厚度To 与被检材料厚度Tm 之比,即: φm=T 0/T m24、椭圆成像法偏心距 L 0=(b +q )L 1/ L 2=(F-D 0-Δh)(b+q)/( D 0+Δh)=[焦距-(外径+焊缝余高)]×(焊缝宽度+开口宽度)/(外径+焊缝余高)25、小径管透照次数T/D0<=0.12相隔90度2次,其余相隔120度或60度三次26、比释动能K=33.72P P照射量27、距离防护:对点源来说,在某点的射线强度与该点到源的距离平方成反比D1R12=D2R22D为当处剂量28、照射量P=AK r t/R2 A放射性活度、R到点源距离、Kr常数、t受照时间照射率P’= AK r/R2(R/h)29、半价层防护T1/2=0.301T1/10 I0/I=2n d=nT1/2 n半价层个数T1/2半价层厚度d屏蔽层厚度。
标准椭圆封头纵向拼缝射线探伤一次透照长度计算黄维生(福建省特种设备检验院泉州分院,福建泉州362000)E I商要】标准椭圆封头是生产中应用最广泛的封头。
封头的制造过程—般为下耕—辉接融处理卜一压鼓—旋压一威.型或直接冲压成型。
睽;麓词】标准椭圆封头;计算方法;有效片长由予封头制造、加工的特殊性,在封头成型加工过程中板材、焊缝受到来自各方面的应力,很容易在小圆弧、底部、焊缝产生裂纹。
按镕%黔第87条规定:拼接封头应在成形后进行100%无损检测,若成形前进行无损检测,则成形后应在圆弧过渡区再做无损检测。
封头小圆弧处是裂纹最易产生之处。
保证裂纹检出率的重要参数之一是K值,那么在成形封头的纵向拼接焊缝的射线探伤时,封头直边、小圆弧、大圆弧部位的有效片长要通过计算来放置搭接标记。
下面就封头成形后在满足最小K值(K-<I.03)的情况下如何计算片长进行叙述。
1计算方法的确立依据标准椭圆封头在压制成形后纵向拼接焊缝曲率半径是不一致的。
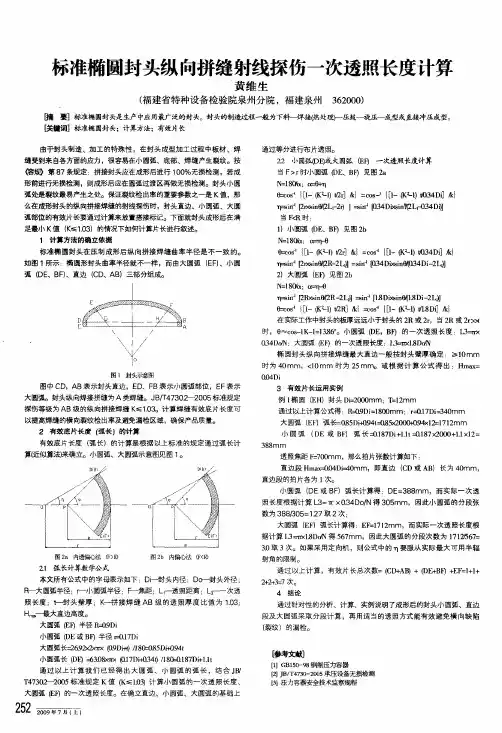
如图1所示:椭圆形封头曲率半径就不一样,而由大圆弧(E F)、小圆弧(D E、B F)、直边(C D、A B)三部分组成。
图1封头示意图图中C D,A B表示封头直边,ED、FB表示小圆弧部位,EF表示大圆弧。
封头纵向焊接拼缝为A类焊缝。
J B/T4730.2__2005标准规定探伤等级为A B级的纵向拼接焊缝K≤1.03。
计算焊缝有效底片长度可以提高焊缝的横向裂纹检出率及避免漏检区域,确保产品质量。
2有效底片长度(弧长)的计算有效底片长度(弧长)的计算是根据以上标准的规定通过弧长计黧近似算法)来确立。
小圆弧、大圆弧示意图见图1。
O图2a内通俯亡心去@>曲图2b内偏l撇心<P021弧长计算数学公式本文所有公式中的字母表示如下:D卜H封头内径;D o—封头外径;卜大圆弧半径;HJ、圆弧半径;F一焦距;L广透照距离;L厂一次透照长度;}—封头壁厚;K—拼接焊缝A B级的透照厚度比值为1.03;H。
