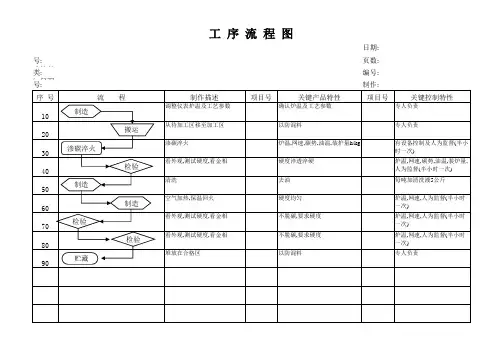
热处理车间作业流程图
- 格式:doc
- 大小:40.00 KB
- 文档页数:1



热处理车间热处理作业指导书一、作业概述热处理是一种通过控制材料的加热和冷却过程来改变其物理和化学性质的工艺。
本指导书旨在为热处理车间的操作人员提供详细的作业指导,确保热处理作业的安全、高效进行。
二、作业准备1. 确保所有操作人员都接受了必要的培训,并熟悉热处理作业流程和安全规定。
2. 检查所需设备和工具的完好性,并确保其正常运行。
3. 准备所需的热处理介质和冷却介质,并确保其质量符合要求。
4. 检查工作区域的清洁度和整洁度,确保没有杂物和障碍物。
三、作业流程1. 根据工艺要求,将待处理材料放置在炉子或其他热处理设备中。
2. 启动炉子或其他热处理设备,并设置适当的加热温度和保温时间。
3. 监控炉子或其他热处理设备的温度和时间,确保符合工艺要求。
4. 在加热过程中,根据需要进行适当的搅拌或搬动材料,以确保均匀加热。
5. 当达到指定的加热时间后,停止加热,并将材料转移到冷却介质中进行冷却。
6. 监控冷却过程中的温度和时间,确保符合工艺要求。
7. 当材料完全冷却后,取出并进行必要的检测和测量。
8. 根据检测和测量结果,判断热处理效果是否符合要求,并记录相关数据。
9. 对于符合要求的材料,进行必要的包装和标记,以便后续使用。
四、安全注意事项1. 操作人员必须穿戴适当的个人防护装备,包括耐高温手套、护目镜和防护服等。
2. 在进行加热和冷却过程中,严禁操作人员靠近炉子或其他热处理设备,以免烫伤。
3. 加热和冷却过程中,严禁将其他材料或物品放置在炉子或其他热处理设备上。
4. 使用热处理介质和冷却介质时,要注意其温度和性质,避免烫伤和化学伤害。
5. 在热处理作业过程中,如发现异常情况或设备故障,应立即停止作业并报告相关负责人。
五、作业记录与数据管理1. 每次热处理作业都应有详细的记录,包括作业日期、材料信息、工艺参数、加热和冷却时间、检测结果等。
2. 所有记录应按照规定的格式进行填写,并妥善保存,以备后续查阅和分析。
二、钢的热处理金属材料在固体范围内进行加热、保温和冷却,以改变其内部组织,获得所需性能的一种方法称热处理。
热处理的种类很多,根据其目的、加热和冷却方法的不同,可以分为:普通热处理、表面热处理及其他热处理方法。
普通热处理有退火、正火、淬火、回火;表面热处理有表面淬火(感应加热、火焰加热等)、化学热处理(渗碳、渗氮等);其他热处理有真空热处理、变形热处理和激光热处理等。
热处理方法虽然很多,但都是由加热、保温和冷却三个阶段组成的,通常用热处理工艺曲线表示。
图1-34 热处理工艺曲线示意图一、钢的普通热处理根据加热及冷却的方法不同,获得金属材料的组织及性能也不同。
普通热处理可分为退火、正火、淬火和回火四种。
普通热处理是钢制零件制造过程中非常重要的工序。
退火1.退火工艺及其目的退火是将工件加热到适当温度,保温一定时间,然后缓慢冷却的热处理工艺,实际生产中常采取随炉冷却的方式。
退火的主要目的:①降低硬度,改善钢的成形和切削加工性能;②均匀钢的化学成分和组织;③消除内应力。
2.常用退火工艺方法根据处理的目的和要求的不同,钢的退火可分为完全退火、球化退火和去应力退火等。
表1-4 为主要退火工艺方法及其应用。
表1-4 常用退火方法的工艺、目的与应用名称工艺目的应用完全退火将钢加热至Ac 3 以上30~50℃,保温一定时间,炉冷至室温(或炉冷至600℃以下,出炉空冷)细化晶粒,消除过热组织,降低硬度和改善切削加工性能主要用于亚共析钢的铸、锻件,有时也用于焊接结构球化退火将钢加热至Ac 1 以上20~40℃,保温一定时间,炉冷至室温,或快速冷至略低于Ar 1 温度,保温后出炉空冷,使钢中碳化物球状化的退火工艺使钢中的渗碳体球状化,以降低钢的硬度,改善切削加工性,并为以后的热处理做好组织准备。
若钢的原始组织中有严重的渗碳体网,则在球化退火前应进行正火消除,以保证球化退火效果主要用于共析钢和过共析钢均匀化退火(扩散退火)将钢加热到略低于固相线温度(Ac 3 或Ac cm 以上150~300℃),长时间保温(10~15h),随炉冷却。