折弯R角对照表
- 格式:xls
- 大小:19.50 KB
- 文档页数:1
钣金折弯半径(R角)是钣金加工图纸中要求的一个数值,这个在值实际加工中很难确定有多大。
其实这个钣金折弯半径是跟料厚、折弯机压力大小、折弯模具下模槽宽有一定关系的。
实际钣金加工中经验得出:一般板厚不大于6mm时,在折弯时,钣金折弯内半径可以直接用板厚尺寸做为半径。
当板厚大于6mm且小于12mm时,板内折弯半径一般是板厚的1.25倍至1.5倍。
板厚不小于12mm时,板内折弯半径一般取2倍至3倍的板厚。
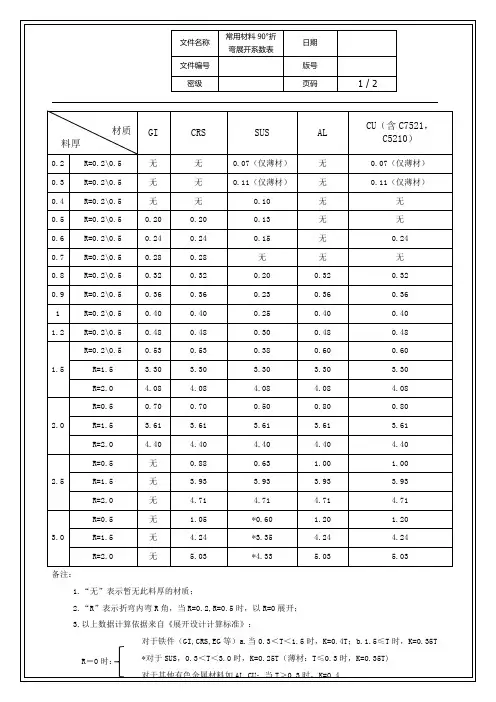
当折弯半径为R=0.5时,一般的钣金厚度T就等于0.5mm。
如果需要大于或小于板厚的半径尺寸,需要用专用模具加工。
例:当钣金图纸要求板材折弯90°时,而折弯半径特别小的时候,应该采用板材先刨槽加工,再钣金折弯。
还可以加工特殊的折弯机模具上模及下模。
那么,折弯半径与什么有关系呢?钣金折弯半径与折弯模具下模槽宽的大小有一定关系。
通过钣金加工中大量的实验发现,折弯模具下模槽宽与折弯半径大小有一定的关系。
比如:1.0mm板材采用8毫米槽宽来折弯,这样压出来的折弯半径理想状态下是R1。
如果用20毫米槽宽来折弯的话,由于折弯时上模都是往下运动,拉伸板材深度达到一定的角度。
那我们知道20毫米宽的槽面积要比8毫米宽的槽面积大,在用20毫米宽槽折弯时,拉伸面积也变大同时R角也会增大。
所以,在对板材折弯半径有要求,又不损害折弯机模具的情况下,我们尽量用窄槽来折弯。
正常情况下,建议还是按照标准的板厚与槽宽成1:8的比例来操作。
最小不能小于板厚与槽宽成1:6的比例来操作,铝板折弯可适当小一些,不能小于板厚与槽宽的1:4的比例来操作。
建议:在强度允许的情况下,优先采用先刨槽在折弯的方法,来制作小的钣金折弯半径。
钣金是在SolidWorks 的应用中最常见的一种,而钣金折弯半径是钣金中要求的一个数值,这个在值实际加工中很难确定有多大。
其实这个钣金折弯半径是跟料厚、折弯机压力大小、折弯模具下模槽宽有一定关系的。
具体有什么关系,今天我们来研究一下:实际钣金加工中经验得出:一般板厚不大于6mm时,在折弯时,钣金折弯内半径可以直接用板厚尺寸做为半径。
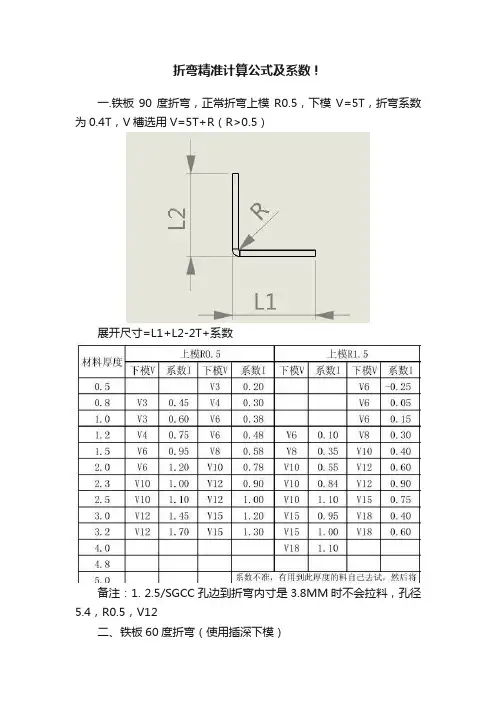
折弯精准计算公式及系数!
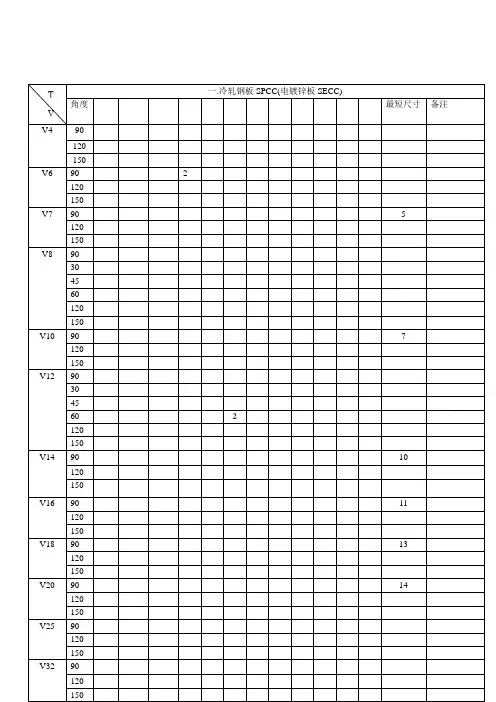
一.铁板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R>0.5)
展开尺寸=L1+L2-2T+系数
备注:1. 2.5/SGCC孔边到折弯内寸是3.8MM时不会拉料,孔径
5.4,R0.5,V12
二、铁板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
三、铁板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
四、铝板90度折弯,正常折弯上模R0.5,下模V=5T,折弯系数为0.4T,V槽选用V=5T+R(R〉0.5)
展开尺寸=L1+L2-2T+系数
五、铝板60度折弯(使用插深下模)
展开尺寸=L1+L2+系数
六、铝板30度折弯(使用插深下模)
展开尺寸=L1+L2+系数
七、压死边系数(先使用插深下模折小角度,再用压平模压死边)
上图:展开尺寸=L1+L2-0.55T
上图:展开尺寸=L1+L2-0.55T+0.7W(W≤T)
上图:展开尺寸=L1+L2+3.14*(R+m)(2R>T)
T≤2.0,m=0.4T;
2.0<T≤
3.2,m=0.3T;
八、压段差系数
1、当W≥2T时:展开按照两次单折计算;
2、当W<2T、H≥2T时:展开按照两次单折计算;
3、当W<2T、H<2T时:展开尺寸=L+(H-T)*0.7;
4、当W<2T、H=T时:展开尺寸=L+0.15T;。
常⽤材料折弯系数表⼤全
常⽤材料折弯系数表⼤全
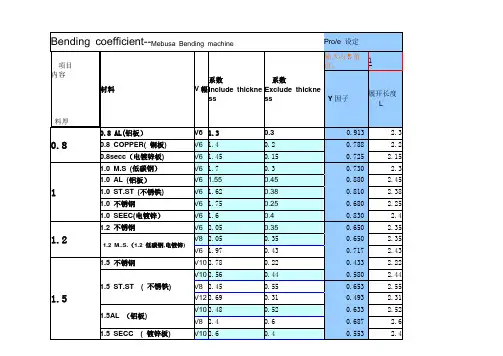
钣⾦的展开长度和钣⾦的厚度、折弯半径、折弯⾓度,以及钣⾦材料属性(通过Y和K因⼦来表⽰)有关系。
⾸先介绍Y因⼦和K因⼦:
1)K因⼦为钣⾦内侧边到折弯中线距离和钣⾦厚度的⽐值,如图1中K因⼦的⽅程式:K=A/T。
2)Y因⼦是根据折弯中线相对于钣⾦厚度计算出来的⽐值,Y因⼦公式:Y=K*(π/2)。
Proe 中Y因⼦默认为0.5。
钣⾦展开计算公式:
如图2中钣⾦的展开长度L=L1+L2+L3
L2=(π/2*R+Y*T)θ/90
其中π=3.1415,R为钣⾦内侧折弯半径,T为钣⾦厚度,θ为折弯⾓度(单位度)
常⽤材料Y因⼦和K因⼦数值:
材料:软黄铜、铜,Y因⼦:0.55,K因⼦:0.35。
材料:硬黄铜、铜、软钢、铝,Y因⼦:0.64,K因⼦:0.41。
材料:硬铜、青铜、冷轧钢、弹簧钢,Y因⼦:0.71,K因⼦:0.45。
常⽤材料折弯系数表(详)
注:以上折弯系数(K)是在折弯内⾓(R)为0.5--1.0左右时的侧量值,当折弯内⾓改变时,系数改变,⼀般,内⾓增⼤,系数增⼤。
针对现有材料测试折弯系数数据如下:
热镀锌板系数(由样开组于2002-6-17提供)
铜排折弯系数:
覆铝锌板系数
说明:
计算展开长度时,所有尺⼨均以外⽪计.每折⼀道弯,便减去⼀个折弯系数.。
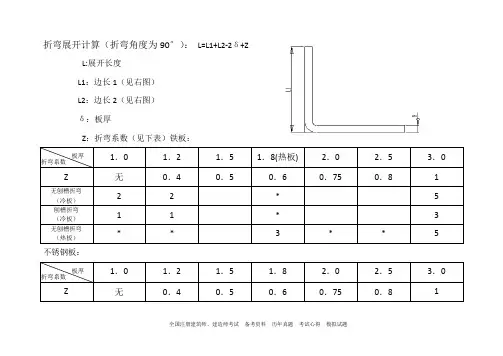
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 * 5 刨槽折弯(冷板)1 1 * 3 无刨槽折弯(热板) * * 3 * * 5 不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.50.6 0.75 0.8 1Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t),,,,,,适用V槽宽度81216254 展开计算方法: 90°折弯(一般折弯)Q/ZB J65—20102(如图二),由于我们常用的折弯上模的尖角通常小于,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
展开长度的计算公式为(1):L=L1 +L2- 2t +系数a ; (1)折弯系数a的计算公式为(2):a = +-……………………………………………………………(2)其中:V—下模槽宽;t—材料厚度为方便计算将展开长度的计算公式简化为(3):L=L1+L2-系数C ……………………………………………………………………(3)注:简化系数C = (2t - 系数a)见表2。