螺丝设计规范资料
- 格式:ppt
- 大小:2.00 MB
- 文档页数:16
螺柱通用设计规范目录1、螺丝、螺母的基本介绍 (2)1.1、螺丝的分类 (2)1.2、螺丝的主要参数 (2)1.2.1、螺纹 (2)1.2.3、常见螺丝材质 (2)1.2.4、螺丝的表面处理 (3)1.2.5、螺丝相关尺寸标准 (3)1.2.6、螺丝主要机械性能参数标准 (4)1.3、螺母的分类与基本介绍 (4)1.3.1、螺母的种类 (4)1.3.3、嵌入螺母 (5)2、常见的螺丝柱类型 (7)2.1、自攻牙型塑胶螺丝柱 (7)2.2、镶螺母型塑胶螺丝柱 (9)2.3、钣金翻边螺丝柱 (9)2.4、钣金铆接螺丝柱 (9)2.5、压铸件螺丝柱 (9)3、螺丝柱的基本设计原则 (10)3.1、塑胶类螺丝柱的设计 (10)3.1.1、自攻型螺丝柱 (11)3.1.2、镶螺母型螺丝柱的设计 (12)3.2、钣金件螺丝柱的设计 (13)3.3、压铸件螺丝柱的设计 (14)3.2.1、压铸件自攻牙螺丝孔设计 (14)3.3.1、铸造工艺角 (15)3.3.2、脱模斜度 (15)3.3.3、各类合金铸件螺丝柱的铸造斜度 (15)3.3.4、压铸件螺丝柱品质重点: (15)4、塑料嵌件设计 (15)4.1、塑胶嵌入式螺母分类 (15)4.2、热压螺母、预埋螺母加工工艺 (16)4.2.1、热压螺母 (16)4.2.2、预埋螺母 (17)4.3、嵌件分类 (17)4.3.1、注塑后使用热熔/超声波压入安装 (17)4.3.2、自攻螺纹型嵌件 (18)4.3.3、膨胀型嵌件 (19)4.3.4、压入型嵌件 (19)4.3.5、模内嵌入型嵌件 (20)4.4、设计原则 (21)1、螺丝、螺母的基本介绍1.1、螺丝的分类螺丝用螺纹一般有公制机械牙螺纹(ISO)﹑三角自攻螺纹(TAP TITE)﹑铁板\木板自攻螺纹三种。
其中公制机械牙螺纹用于已预先攻牙零部件锁紧;三角自攻螺纹用于有底孔自攻锁紧;铁板\木板自攻螺纹多用于无底孔自攻锁紧场合,也可用于有底孔自攻锁紧。
1. 目的2. 实用范围3. 术语\定义\名词解释4 螺丝、螺母的基本介绍螺丝的分类螺丝的主要参数螺母的分类与基本介绍5. 常见的螺丝柱类型自攻牙螺丝柱嵌入螺母型螺丝柱钣金翻边螺丝柱钣金铆接螺丝柱压铸件螺丝柱6. 螺丝柱的基本设计原则6.1塑胶类螺丝柱的设计(1)自攻牙型螺丝柱(2)嵌入螺母型螺丝柱6.2钣金件螺丝柱的设计(1)钣金件翻边攻牙(2)钣金件的铆接螺丝柱6.3压铸件螺丝柱的设计(1)压铸件的自攻牙螺丝柱设计(2)压铸件的机牙螺丝柱设计7. 螺丝柱的配合设计原则螺丝的种类:自攻螺丝的螺纹分为粗牙和细牙,一般称为typeA和typeAB,绝大多数都用AB牙。
自攻螺丝不需要与内螺纹配合,只需有预制孔,攻入时自动产生配合螺纹,多用在木材、塑胶等质地较软的材料上面。
自攻螺丝属于非标。
机螺丝与自攻螺丝的区别一是他们的螺纹。
机螺纹一般多用粗牙,需与相应标准的内螺纹配合缩紧,一般多为螺母或着有螺纹的金属件。
机螺纹主要有公制标准、美制标准、英制标准,公制标准和美制标准螺纹角为60度,英制为55度。
公制标准以螺距表示、美制和英制标准则以一英寸多少牙来表示。
螺丝的主要参数螺纹1、大径d(D) 螺纹的最大直径,即外螺纹的牙顶(或内螺纹的牙底),相重合的假想的圆柱面的直径,也叫螺纹的公称直径。
2、小径d1(D1)螺纹的最小直径,即与外螺纹牙底(或内螺纹牙顶)相重合的假想圆柱面的直径3、中径d2(D2)一个假想圆柱面的直径,其母线通过牙型上牙厚和牙间宽相等圆柱面的直径4、螺距P 相邻两牙在中径上的对应两点间轴向距离。
5、导程S 同一条螺旋线上的相邻两牙在中径上对应两点间的轴向距离。
6、螺纹升角φ在中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面间夹角。
7、牙型角α轴向剖面内螺纹牙型两侧面的夹角。
8、牙型斜角β轴向剖面内螺纹牙型一侧边与螺纹轴线的垂线间的夹角。
螺丝头的形状螺丝头的槽型常见螺丝材质a. 低碳钢b. SS-304c. SS-302d. 铝合金 5052d. 黄铜e. 青铜f. 锑铜其中低碳钢用的最为广泛,价格便宜,强度较好,能适应于一般电子产品的要求。
粤标螺丝标准-概述说明以及解释1.引言1.1 概述概述部分的内容可以围绕粤标螺丝标准的背景、重要性以及在本文中的作用进行叙述。
粤标螺丝标准是指广东省制定的一套关于螺丝产品规格和质量要求的标准,旨在提高螺丝产品的质量和标准化水平。
近年来,随着中国制造业的快速发展和全球市场竞争的加剧,螺丝作为机械连接的重要组成部分,在各个行业的应用中得到了广泛的关注。
然而,在市场上存在着各式各样的螺丝产品,质量和标准化水平参差不齐,给用户的选择带来了一定的困扰。
因此,制定一套可供参考的标准,成为了当前亟待解决的问题。
粤标螺丝标准的内容主要包括螺丝产品的技术要求、尺寸规格、材质要求、加工工艺等方面的内容。
通过明确这些标准,可以保证螺丝产品的质量稳定性和相互之间的互换性。
同时,粤标螺丝标准的制定还考虑到了市场和用户的需求,力求使标准更加符合生产和使用实际,提高产品的适用性和性能。
本文将围绕粤标螺丝标准的背景和内容展开详细的介绍。
首先,将介绍螺丝产品在各行业中的应用和重要性,阐述为何需要制定标准来规范螺丝产品。
然后,将详细介绍粤标螺丝标准的制定背景和过程,以及标准的主要内容和要求。
最后,将总结粤标螺丝标准的意义和作用,并对未来发展方向进行展望。
通过撰写本文,旨在帮助读者更好地了解粤标螺丝标准,掌握螺丝产品规格和质量要求,提高生产和使用效率,促进相关行业的健康发展。
同时,也为其他省份和行业制定标准提供一定的参考和借鉴。
粤标螺丝标准的制定与推广,将进一步提升中国螺丝产品的国际竞争力,推动中国制造业向高质量发展。
文章结构部分的内容应该对整篇文章的组织结构进行说明。
在粤标螺丝标准的长文中,文章结构如下:1. 引言1.1 概述1.2 文章结构1.3 目的2. 正文2.1 粤标螺丝标准的背景2.2 粤标螺丝标准的内容3. 结论3.1 粤标螺丝标准的意义3.2 未来发展方向在引言部分,我们将对粤标螺丝标准进行简要的介绍,并说明文章的目的和重要性。
螺柱通用设计规范————————————————————————————————作者:————————————————————————————————日期:ﻩ1. 目的2. 实用范围3.术语\定义\名词解释4螺丝、螺母的基本介绍螺丝的分类螺丝的主要参数螺母的分类与基本介绍5.常见的螺丝柱类型自攻牙螺丝柱嵌入螺母型螺丝柱钣金翻边螺丝柱钣金铆接螺丝柱压铸件螺丝柱6. 螺丝柱的基本设计原则6.1塑胶类螺丝柱的设计(1)自攻牙型螺丝柱(2)嵌入螺母型螺丝柱6.2钣金件螺丝柱的设计(1)钣金件翻边攻牙(2)钣金件的铆接螺丝柱6.3压铸件螺丝柱的设计(1)压铸件的自攻牙螺丝柱设计(2)压铸件的机牙螺丝柱设计ﻫ7. 螺丝柱的配合设计原则螺丝的种类:自攻螺丝的螺纹分为粗牙和细牙,一般称为typeA和typeAB,绝大多数都用AB牙。
自攻螺丝不需要与内螺纹配合,只需有预制孔,攻入时自动产生配合螺纹,多用在木材、塑胶等质地较软的材料上面。
自攻螺丝属于非标。
机螺丝与自攻螺丝的区别一是他们的螺纹。
机螺纹一般多用粗牙,需与相应标准的内螺纹配合缩紧,一般多为螺母或着有螺纹的金属件。
机螺纹主要有公制标准、美制标准、英制标准,公制标准和美制标准螺纹角为60度,英制为55度。
公制标准以螺距表示、美制和英制标准则以一英寸多少牙来表示。
螺丝的主要参数螺纹1、大径d(D)螺纹的最大直径,即外螺纹的牙顶(或内螺纹的牙底),相重合的假想的圆柱面的直径,也叫螺纹的公称直径。
2、小径d1(D1)螺纹的最小直径,即与外螺纹牙底(或内螺纹牙顶)相重合的假想圆柱面的直径3、中径d2(D2)一个假想圆柱面的直径,其母线通过牙型上牙厚和牙间宽相等圆柱面的直径4、螺距P 相邻两牙在中径上的对应两点间轴向距离。
5、导程S同一条螺旋线上的相邻两牙在中径上对应两点间的轴向距离。
6、螺纹升角φ在中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面间夹角。
7、牙型角α轴向剖面内螺纹牙型两侧面的夹角。
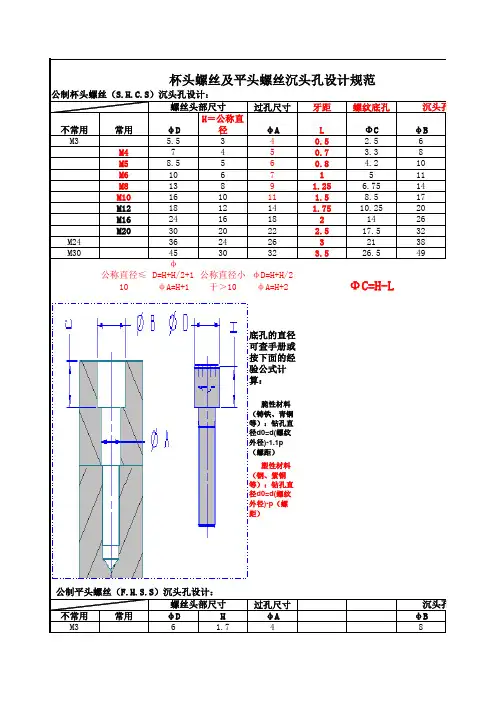
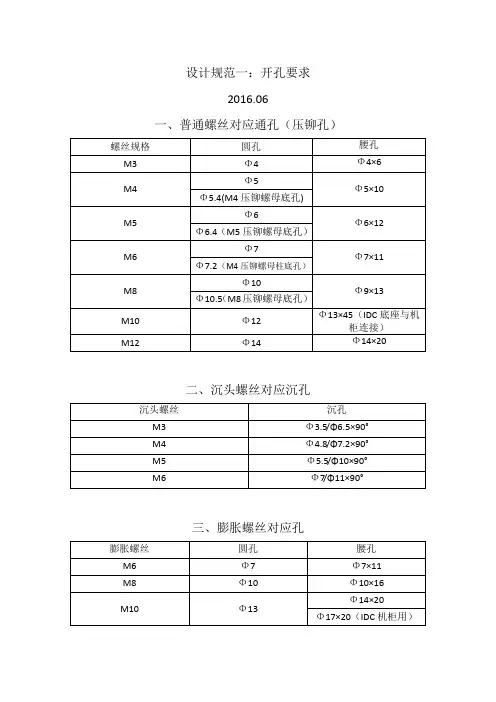
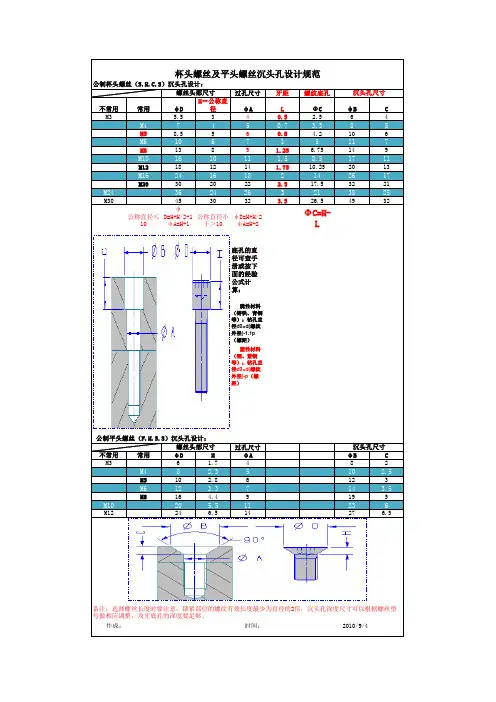
过孔尺寸牙距螺纹底孔不常用常用φD H=公称直径φA L ΦC φB M3 5.5340.5 2.56M47450.7 3.38M58.5560.8 4.210M610671511M81389 1.25 6.7514M10161011 1.58.517M12181214 1.7510.2520M1624161821426M203020222.517.532M2436242632138M304530323.526.549公称直径≤10φD=H+H/2+1φA=H+1公称直径小于>10φD=H+H/2φA=H+2ΦC=H-L底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p (螺距)过孔尺寸不常用常用φD H φA φB M36 1.748M48 2.3510M510 2.8612M612 3.3714M816 4.4919M1020 5.51123M1224 6.51427杯头螺丝及平头螺丝沉头孔设计规范螺丝头部尺寸沉头孔尺 公制平头螺丝(F.H.S.S)沉头孔设计:螺丝头部尺寸沉头孔尺公制杯头螺丝(S.H.C.S)沉头孔设计:备注:选择螺丝长度时要注意,锁紧部位的螺纹有效长度最少为直径的2倍,沉头孔深度尺寸可以根据螺做相应调整,攻牙底孔的深度要足够。
作成:时间:2010-9-4头孔尺寸C45679111317212532脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)头孔尺寸C22.533.5566.5根据螺丝型号。
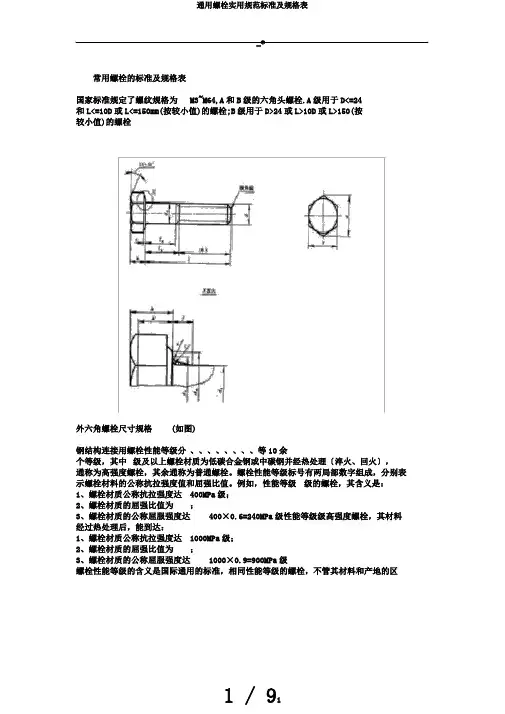
_*常用螺栓的标准及规格表国家标准规定了螺纹规格为M3~M64,A和B级的六角头螺栓.A级用于D<=24和L<=10D或L<=150mm(按较小值)的螺栓;B级用于D>24或L>10D或L>150(按较小值)的螺栓外六角螺栓尺寸规格(如图)钢结构连接用螺栓性能等级分、、、、、、、、等10余个等级,其中级及以上螺栓材质为低碳合金钢或中碳钢并经热处理〔淬火、回火〕,通称为高强度螺栓,其余通称为普通螺栓。
螺栓性能等级标号有两局部数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。
例如,性能等级级的螺栓,其含义是:1、螺栓材质公称抗拉强度达400MPa级;2、螺栓材质的屈强比值为;3、螺栓材质的公称屈服强度达400×0.6=240MPa级性能等级级高强度螺栓,其材料经过热处理后,能到达:1、螺栓材质公称抗拉强度达1000MPa级;2、螺栓材质的屈强比值为;3、螺栓材质的公称屈服强度达1000×0.9=900MPa级螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区_*别,其性能是相同的,设计上只选用性能等级即可。
常用螺丝规格表类规格牙距成品外径线径类规格牙数成品外径线径(每英别±别±最大最小寸)最大最小1/8405/32323/1624英1/420制5/1618粗3/816牙7/161455°1/212国9/1612标粗5/811牙4#40605#40 6#32°8#32 M10美10#24 M11制12#24 M12粗1/420 M14牙5/1618 M1660°3/816 M187/1614 M201/2139/16125/8114#485#446#40国8#36标10#32细M10美12#28牙M10制1/428粗60M125/1624牙°M1260°3/824 M147/1620 M161/220 M189/1618 M205/818类牙数成品外径线径规格或别最大最小±牙数国标76602°日32制32A28牙24铁18铁16钉146012 10°9日40制32 AB28牙24铁20铁18钉166016 14°12日制木螺丝260°_*类牙数成品外径线径规格或别最大最小±牙数2#323#28美4#24制5#20铁6#18板7#16A8#15牙9#1460°10#1212#1114#102#32美3#284#24制5#20铁6#20板7#19AB8#18牙10#1660°12#141/414墙板6#17钉细7#16牙8#1560°10#12墙板6#9钉粗7#9牙8#960°10#8德标(C/B)钉240°强度等级所谓级和级是指螺栓的抗剪切应力等级为和公称抗拉强度800N/MM2公称屈服强度640N/MM2一般的螺栓是用"X.Y"表示强度的,X*100=此螺栓的抗拉强度,X*100*〔Y/10〕=此螺栓的屈服强度〔因为按标识规定:屈服强度/抗拉强度=Y/10〕===============如级那么此螺栓的_*抗拉强度为:400MPa屈服强度为:400*8/10=320MPa=================另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释度量当今世界上长度计量单位主要有两种,一种为公制,计量单位为米〔m〕、厘米〔cm〕、毫米〔mm〕等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸〔inch〕,相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
螺丝规格公差标准
螺丝规格公差标准不同于国家标准,因为螺丝的规格和公差会根据不同的行业和用途进行设计和制造。
在机械工程领域,螺丝的规格通常会按照国家标准进行制定,其公差标准也会遵循相应的规范。
例如,美国的ANSI B18.2.1标准和ISO 898-1标准规定了螺丝的公差范围,这些标准包括螺纹长度、直径、螺纹深度等方面的公差要求。
此外,还会根据螺纹类型(如UNC、UNF、Metric等)和螺纹等级(如1A、2A、3A等)来确定公差的范围。
需要注意的是,各国和各行业的标准可能存在差异,因此在设计和选择螺丝时,需要了解并遵守相关的标准规范。
粤标螺丝标准全文共四篇示例,供读者参考第一篇示例:粤标螺丝标准是广东省制定的针对螺丝产品的一项标准规范,旨在规范螺丝产品的生产和应用,提高产品质量,确保产品的可靠性和稳定性。
在工业生产和日常生活中,螺丝作为常见的连接元件,在各类机械设备和产品中扮演着重要的角色,其质量直接影响到整体产品的使用效果和安全性。
制定和执行螺丝标准显得尤为重要。
粤标螺丝标准主要包括螺纹形状、尺寸、材料、表面处理、力学性能等方面的规定。
这些规定从螺丝产品的设计、生产、检测到使用过程中的各个环节,都起着至关重要的作用。
遵循粤标螺丝标准,可以有效避免由于螺丝质量不达标而导致的安全事故和质量问题,提高产品的可靠性和使用寿命。
在螺丝产品的设计和生产中,螺纹形状和尺寸是关键的指标。
粤标螺丝标准规定了各种类型螺丝产品的螺纹参数,包括螺距、螺距角、螺纹顶径、螺纹底径等。
这些参数决定了螺丝与其他配件的配合情况,影响了螺丝的装配和拆卸性能。
只有符合粤标要求的螺丝,才能保证在实际使用中达到预期的效果。
粤标螺丝标准还规定了螺丝产品的材料和表面处理要求。
材料的选择对螺丝产品的性能和耐用性有着直接的影响,因此需要严格控制原材料的选用和质量。
表面处理则可以提高螺丝产品的耐腐蚀性和美观度,延长其使用寿命。
粤标螺丝标准对螺丝产品的力学性能也有明确的要求,包括拉伸强度、扭转强度、硬度等指标,以保证螺丝产品在受力情况下的稳定性和安全性。
粤标螺丝标准不仅是对螺丝产品质量和性能的要求,更是对整个螺丝行业的规范和引领。
只有遵循标准,严格执行标准,才能确保螺丝产品的质量和安全性,提升企业的竞争力和品牌形象。
广东省相关部门和企业应该高度重视粤标螺丝标准的制定和执行,不断完善标准体系,推动产业发展,促进产品质量提升。
在实际应用中,广大企业和消费者也应该关注并遵循粤标螺丝标准,选择符合标准要求的螺丝产品,从源头上确保产品质量和安全性。
对于发现质量问题或者存在安全隐患的螺丝产品,及时通报相关部门,维护自身权益,共同维护市场秩序和消费者权益。
螺柱通用设计规范1. 目的2. 实用范围3. 术语\定义\名词解释4 螺丝、螺母的基本介绍螺丝的分类螺丝的主要参数螺母的分类与基本介绍5. 常见的螺丝柱类型自攻牙螺丝柱嵌入螺母型螺丝柱钣金翻边螺丝柱钣金铆接螺丝柱压铸件螺丝柱6. 螺丝柱的基本设计原则6.1塑胶类螺丝柱的设计(1)自攻牙型螺丝柱(2)嵌入螺母型螺丝柱6.2钣金件螺丝柱的设计(1)钣金件翻边攻牙(2)钣金件的铆接螺丝柱6.3压铸件螺丝柱的设计(1)压铸件的自攻牙螺丝柱设计(2)压铸件的机牙螺丝柱设计7. 螺丝柱的配合设计原则螺丝的种类:自攻螺丝的螺纹分为粗牙和细牙,一般称为typeA和typeAB,绝大多数都用AB牙。
自攻螺丝不需要与内螺纹配合,只需有预制孔,攻入时自动产生配合螺纹,多用在木材、塑胶等质地较软的材料上面。
自攻螺丝属于非标。
机螺丝与自攻螺丝的区别一是她们的螺纹。
机螺纹一般多用粗牙,需与相应标准的内螺纹配合缩紧,一般多为螺母或着有螺纹的金属件。
机螺纹主要有公制标准、美制标准、英制标准,公制标准和美制标准螺纹角为60度,英制为55度。
公制标准以螺距表示、美制和英制标准则以一英寸多少牙来表示。
螺丝的主要参数螺纹1、大径d(D) 螺纹的最大直径,即外螺纹的牙顶(或内螺纹的牙底),相重合的假想的圆柱面的直径,也叫螺纹的公称直径。
2、小径d1(D1)螺纹的最小直径,即与外螺纹牙底(或内螺纹牙顶)相重合的假想圆柱面的直径3、中径d2(D2)一个假想圆柱面的直径,其母线经过牙型上牙厚和牙间宽相等圆柱面的直径4、螺距P 相邻两牙在中径上的对应两点间轴向距离。
5、导程S 同一条螺旋线上的相邻两牙在中径上对应两点间的轴向距离。
6、螺纹升角φ在中径圆柱上螺旋线的切线与垂直于螺纹轴线的平面间夹角。
7、牙型角α轴向剖面内螺纹牙型两侧面的夹角。
8、牙型斜角β轴向剖面内螺纹牙型一侧边与螺纹轴线的垂线间的夹角。
螺丝头的形状螺丝头的槽型。
常用的国家标准螺柱常用国家标准GB27六角头铰制孔用螺栓GB70内六角园柱头螺钉GB798活节螺栓(粗制)GB799地脚螺栓(粗制)GB897、GB898、GB899、GB900双头螺柱GB901等长双头螺柱GB953等长双头螺柱(粗制)GB5780六角头螺栓——C级GB5781六角头螺栓——全螺纹—C级GB5782六角头螺栓——A、B级GB5783六角头螺栓——全螺纹—A、B级GB5784六角头螺栓——细杆—B级GB5785六角头螺栓——A、B级GB5786六角头螺栓——细牙—全螺纹—A、B级GB5787六角法兰面螺栓——B级GB5788六角法兰面螺栓——细杆—B级GB5789六角法兰面螺栓——加大系列—B级GB5790六角法兰面螺栓—加大系列—细杆—B级GB1228大六角头螺栓(钢结构用高强度)螺母常用国家标准GB41 Ⅰ型六角螺母——C级GB6170 Ⅰ型六角螺母——A、B级GB6171Ⅰ型六角螺母—细牙—A、B级GB6172六角薄螺母——A、B级—倒角GB6173六角薄螺母——细牙—A、B级GB6174六角薄螺母——B级—无倒角GB6175Ⅱ型六角螺母——A、B级GB6176Ⅱ型六角螺母——细牙—A、B级GB6177六角法兰面螺母—A级GB56六角厚螺母GB1229大六角螺母(钢结构用高强度)螺栓螺柱企标、部标外标HG20613钢制管法兰用紧固件标准(美洲体系)HG20634钢制管法兰用紧固件标准(欧洲体系)SHJ404-88管法兰用紧固件(中石化公司)HGJ75-91化工机械部标准(螺栓、螺柱、螺母)HGJ524-91/A1-1化学工业部标准(公制管用,U型螺栓)HGJ524-91/A1-2化学工业部标准(英制管用,U型螺栓)HGJ524-91/A2-1化学工业部标准(公制管用,带角钢U型螺栓)HGJ524-91/A5-1化学工业部标准(公制管用、基准型双头螺栓管夹)HGJ524-91/A7-1化学工业部标准(保温管用、三螺栓管夹)HGJ524-91/A8-1化学工业部标准(支杆用、三螺栓管夹)HGJ524-91/A9-1化学工业部标准(公制管用、双排螺栓管夹)HGJ524-91/A10-1化学工业部标准(公制管用、四螺栓管夹)HGJ524-91/A12-1化学工业部标准(保冷管用、管卡)HGJ524-91/A13-1化学工业部标准(保冷管用、双螺栓管夹)HGJ524-91/A14-1化学工业部标准(保冷管用、四螺栓管夹)HGJ524-91/A16-1化学工业部标准(吊环型吊杆)HGJ524-91/A19化学工业部标准(U型吊耳)GD0531水利电力部标准(双头螺柱)GD0532水利电力部标准(六角螺栓)H15化工机械部标准(拧入式用双头螺栓)H16化工机械部标准(等长双头螺柱)JB1164-73机械部标准(压力容器用等长双头螺柱)JB9-59机械部标准(光双头螺柱)JB2773机械部标准(Pg160-320kg/cm2双头螺柱)JB2774机械部标准(Pg160-320kg/cm2阶端双头螺柱)JB4707机械部标准(等长双头螺柱)SY10-76上海压力容器厂标准(阶端双头螺柱)SY11-76上海压力容器厂标准(双头螺柱)871G1-4南化集团设计院标准(锚固螺栓尺寸表M16-M36)871G1-5南化集团设计院标准(锚固螺栓尺寸表M39-M100)DIN931-70德国标准(六角头螺栓)DIN2510/3-74德国标准(拧入式—L、K、KU、Z双头螺柱)DIN2510/4-74德国标准(拧入式—GH、P、Q、RS双头螺柱)ASNI/ ASMEB18.2.1美国标准(六角头螺栓、螺柱)螺母国家标准螺母部标企标外国标准HG20613-97钢制管法兰用紧固件(美洲体系)HG20634-97钢制管法兰用紧固件(欧洲体系)SHJ404-88中石化公司标准(管法兰用紧固件)HGJ75-91化工机械部标准(螺母)GD0534水利电力部标准(厚六角螺母)GD0535水利电力部标准(六角螺母)H17-67化工机械部标准(螺母)JB2770-79机械部标准(Pg160-320kg/cm2接头螺母)JB2775-79机械部标准(Pg160-320kg/cm2螺母)JB2954-81机械部标准(汽轮机罩螺母技术条件)SY15-76上海压力容器厂标准(高压六角螺母)DIN2510/5-74德国标准(螺母)DIN2510/6-74德国标准(长螺母)ASME/ASNIB18.2.2美国标准(螺母)常用紧固件材料规范GB699碳素结构钢材料技术条件GB700优质碳素结构钢材料技术条件GB1220不锈钢材料技术条件GB1221不锈钢材料技术条件GB3077合金结构钢材料技术条件ASTM.A193/A194M-96a美国试验与材料学会标准(高温用合金钢和不锈钢螺栓材料的标准规范)ASTM.A194-96A美国试验与材料学会标准(与高温、高压用螺栓相配的碳钢和合金钢螺母标准规范)ASTM.A320/A320M-92美国试验与材料学会标准(低温用合金钢螺栓材料技术条件)ASTM.A307-93a美国试验与材料学会标准(σb为414Mpa碳钢螺栓与双头螺柱技术条件)ASTM A325-93a美国试验与材料学会标准(σb≥827Mpa/724Mpa热处理结构钢螺栓技术条件)ASTM A354-93美国试验与材料学会标准(淬火并回火的合金钢螺栓、双头螺栓和其他螺纹紧固件技术条件)ASTM A563/A563M-84美国试验与材料学会标准(碳钢和合金钢螺母技术条件)Q/BU.J.1517-95(核工业第二研究设计院标准)压水堆核电厂2.3级设备中螺钉类紧固件和阀杆用锻轧棒技术条件Q/BU.J.1518-95(核工业第二研究设计院标准)压水堆核电厂2.3级设备中螺母用锻轧棒技术条件MSH3-92(上海核工程研究设计院标准)核安全2.3级设备螺栓紧固件用42CrMo\40CrMoV锻轧棒技术条件。