Moldflow 软件分析流程
- 格式:ppt
- 大小:665.50 KB
- 文档页数:42
第3 章Moldflow6.1 分析流程介绍本章主要介绍使用Moldflow进行分析的工作流程,包括前期准备工作、获得最佳成型工艺参数、分析中需要的工艺参数设置、查看分析结果、在分析结果基础上做出改善措施等详细的操作步骤。
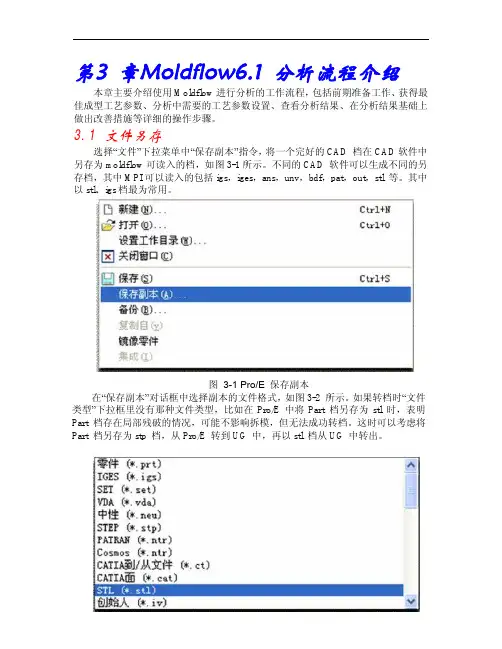
3.1 文件另存选择“文件”下拉菜单中“保存副本”指令,将一个完好的CAD 档在CAD软件中另存为moldflow可读入的档,如图3-1所示。
不同的CAD 软件可以生成不同的另存档,其中MPI可以读入的包括igs,iges,ans,unv,bdf,pat,out,stl 等。
其中以stl、igs档最为常用。
图3-1 Pro/E 保存副本在“保存副本”对话框中选择副本的文件格式,如图3-2 所示。
如果转档时“文件类型”下拉框里没有那种文件类型,比如在Pro/E 中将Part 档另存为stl 时,表明Part 档存在局部残破的情况,可能不影响拆模,但无法成功转档。
这时可以考虑将Part 档另存为stp 档,从Pro/E 转到UG 中,再以stl 档从UG 中转出。
图3-2 Pro/E 选择副本的文件格式3.2 另存文件格式对网格划分的影响转档时不同文件格式对moldflow 中网格划分有不同的影响:1. 另存为stl。
在Pro/E 中以Part 档为源档转出的情况最多,其优点为在精度控制得当的情况下,显示成功转出后的stl 档不会丢失源档的特征。
缺点是对源档点、线、面的完好性要求高,必须是完好无损的源档才能以STL 档转出。
2. 另存为igs 档。
优点是网格匹配率较stl 高一些,缺点是在源档残破的情况下也能转出,但由于无提示信息,转档过程中一旦出现重叠或缺失的特征,不仅增加网格的缺陷,细小的特征还会因无意识丢失而很难被发现,造成分析失误增加。
对于某些重要的细小特征的遗失,有时要等到去查看那里的缩水或其他成型问题时才会被发现,耽搁了宝贵的时间。
所以一定要慎用igs档。
3.3 编辑输出模型的精度图3-3 “输出副本文件”Pro/E 对话框确定副本文件格式后弹出“输出副本文件”对话框,如图3-3 所示。

Moldflow的模流分析入门实例要点Moldflow是一款流行的注塑工艺分析软件,可以在产品设计阶段对注塑模具和工艺进行模拟,从而有助于优化产品设计和减少制造成本。
本文将介绍Moldflow的基本概念和流程,并演示一个简单的模流分析入门实例。
Moldflow的基本概念和流程什么是Moldflow?Moldflow是一款通过计算机模拟注塑模具和工艺的软件,可以预测零件的尺寸、热变形、缩短时间和熔融等特性,从而帮助用户优化工艺设计和改善质量。
Moldflow的工作原理和流程1.构建几何模型:首先需要将设计好的三维模型导入Moldflow中,并定义注塑件的材料和成型工艺参数。
2.网格划分:模型构建完成后,需要将它离散化成三角形网格,以便计算机进行数值模拟。
3.材料模型:材料模型是与材料性能相关的方程式、曲线及其参数。
Moldflow包含了多种材料模型,用户可以选择最适合自己项目的模型。
4.模拟运行:设置计算条件并运行模拟,在计算过程中,Moldflow会根据模型的精度和计算机性能,自动划分计算网格,利用有限元技术模拟注塑工艺的各种物理现象。
5.结果分析:模拟完成后,可以查看模拟结果,比如注射时间、注塑温度、断面压力、熔接线、应力分布等。
模流分析入门实例注塑模具设计和工艺参数的选择对注塑生产过程中产品的质量和成本产生很大的影响。
在这个入门实例中,我们将模拟一个中空塑料球的生产过程,旨在演示Moldflow的基本功能和流程。
步骤1:构建几何模型首先我们需要构建完整的几何模型,这里我们以一个中空的塑料球为例。
导入模型后,需要进行几何模型的处理,使它符合注塑制造的要求,比如需要添加浇口、排气道等。
步骤2:网格划分然后进行网格划分,即把整个模型划分成数以万计的小三角形,使得计算机能够模拟注塑过程中的各项复杂物理现象。
步骤3:材料模型选择合适的热塑性塑料材料模型,在Moldflow中有多种模型可以选择,用户需根据自己的设计要求和材料特性选择最优模型。

目录1.Moldflow的应用流程2.成功案例分享(2个)3.Moldflow应用效益分析4.经验分享(4个)3、演讲内容简介§①、如何用Moldflow软件解决产品外观光泽度、生产效率和翘曲变形问题。
§分享成果:如何将理论知识与实践相结合,得出容易复制、可推广的破题思路。
§②、多维度挖掘产品变形的成因,建立全面、科学评估体系。
§分享成果:技术在于不断积累和更新,拥有强大的知识库才能规避各种缺陷,防重于治!Moldflow 流程介绍一、模具设计前期流程二、首次试模后流程M F 分析M F分析案例分享(一)——解决光泽度、生产效率与变形问题产品简介1、产品概况:产品是挂机空调上的一个零件,零件名称为导风门,位于出风口上,起摆风作用,在空调关机时,处于闭合状态,为一级外观件;产品尺寸:780 x 73 x 24 ;主体壁厚:中心3.5 MM,边沿2.5MM ;材料颜色牌号供应商ABS高光白HI-121LG2、产品要求:①、一级外观件,光泽度要求100以上;②、产品不能有缩痕和S形变形;③、装配间隙要求0.8MM以内;④、每模生产周期55 S ;1、产品外观面的光泽度不够, 不到97(要求100以上);2、生产效率低,周期60秒;变形:反翘变形8MM3、升高模温后满足光泽度,产品变形和间隙大,反翘8 MM,间隙2MM (要求变形±1.5,装配间隙≤0.8 MM)间隙:2 MM 一、目前存在的问题二、原始方案§1、现状:前模热水45℃,后模、滑块接常温水25℃生产。
§2、目的:§缩小前后模的温差,防止产品变形超差。
§3、缺陷:§①、产品表面光泽度不够;§②、生产效率低;前模45℃后模25℃滑块25℃三、原因分析及改善方案(光泽度)1、原因分析:前模热水45℃,偏低,导致产品外观光泽度不够。
2、改善方案:提高前模水温;①、思路:模温机水温从45℃开始往上调整,每次上调5℃;②、现场验证:每次调整后连续生产30分钟(让模具上升到一个相对稳定的温度),并测量光泽度,直到60℃时,发现产品的光泽度达到103 ,符合要求(要求100以上);③、进一步测试:再升高模温到65℃,经过检测,光泽度没有明显提高,反而导致产品冷却后变形超标。
