002纸箱物性分析讲义
- 格式:pdf
- 大小:7.02 MB
- 文档页数:60

资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载纸箱专业工艺培训讲义地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容纸箱专业培训讲义2010-3-28说明:本讲义重点是对纸箱生产过程中的要点进行了论述,希望能对各分公司生产管理和员工提高技能有所帮助。
标准和计算公式是从网上拷贝来的,其他都是本人的经验之谈,难免有错误的地方,请大家批评指正,本人将不胜感激。
目录一.纸的简介1.1箱板纸的国家标准简介1.2瓦楞纸标准简介1.3板纸、瓦楞纸验收注意事项1.4原纸质量统计分析二.瓦楞纸板2.1纸板的相关标准2.2纸板的特性2.3瓦楞纸板生产线2.4玉米淀粉粘合剂2.5蒸汽2.6瓦楞纸板的边压强度2.7瓦楞纸板的耐破强度2.8提高瓦楞纸板生产线效率的措施三.瓦楞纸箱3.1瓦楞纸箱工艺简介3.2水性印刷机3.3水性印刷机的常见问题3.4瓦楞纸箱的检验3.5确定纸箱抗压强度的基本思路3.6抗压强度计算公式3.7影响抗压强度的因素分析3.8运用纸箱知识降低成本举例四.纸箱厂影响环境的因素及对策4.1烟尘的影响4.2污水的影响4.3噪声的影响一.纸1.1箱板纸的国家标准简介标准号GB/T13024--2003规定了箱板纸的技术规范。
适用于制造瓦楞纸板用的箱板纸。
1.1.1产品分类箱板纸按质量分为普通箱板纸、牛皮挂面箱板纸、牛皮箱板纸。
普通箱板纸、牛皮挂面箱板纸按质量分为优等品、一等品、合格品三个等级,牛皮箱板纸分为优等品、一等品两个等级。
1.1.2箱板纸的规格纸的幅宽750—2500每50mm为一档,其偏差应不超过0+8mm卷筒纸直径为800、1000、1100、1200mm,其偏差±50mm。
其它尺寸可符合订货合同规定。

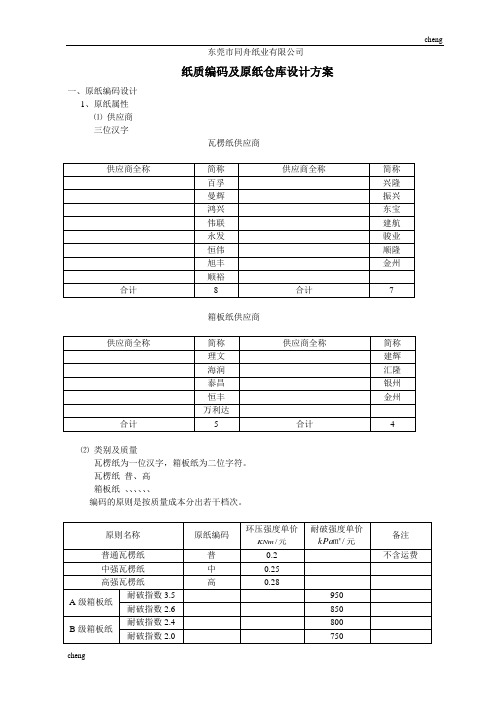
东莞市同舟纸业有限公司纸质编码及原纸仓库设计方案一、原纸编码设计1、原纸属性⑴供应商三位汉字瓦楞纸供应商箱板纸供应商⑵类别及质量瓦楞纸为一位汉字,箱板纸为二位字符。
瓦楞纸普、高箱板纸、、、、、、编码的原则是按质量成本分出若干档次。
⑶克重码二位字符瓦楞纸50克140克,箱板纸80克230克。
⑷门幅码二字符。
1英寸=2.54,4955,2英寸一个档,5558,3英寸一个档。
5894,4英寸一个档。
⑸纸卷长度码①理论纸度和实际纸度理论纸度是从49度到94度共14个纸度。
实际纸度是在考虑原纸缩水率的情况下,原纸采购下单纸度。
②纸芯重量1英寸纸芯=公斤。
纸度的纸芯重量=纸度×1英寸纸芯重量③纸卷长度计算缩水重量=实际重量-纸卷理论重量例如:采购瓦楞纸一件,克重100克,纸度74英寸,实际采购纸度74.5英寸,件重1640公斤,1英寸纸芯重量=0.1016公斤。
缩水重量=1640÷74.5×(74.5-74)=11.01公斤纸芯重量=0.1016×74.5=7.57公斤理论原纸件重=1640-11.01-7.57=1621.42公斤工艺损耗率=1.012%纸卷长度=理论重量÷(幅宽×克重)=1621.42÷(74×0.0254×0.1)=8626米⑹生产线开数分析纸度1800 2200 2500开数纸度修边开数纸度修边开数纸度修边17 4 70 2 4 70 2 4 70 2 19 3 58 1 4 78 0 4 78 0 21 3 66 3 4 86 2 4 86 2 23 3 70 1 3 70 1 494 22、材质编码⑴瓦楞纸编码一般瓦楞纸10克重一档。
瓦楞纸普05、普06、中07、中08、高09、高10、高12、高14共30个可选项,按环压指数设计一个区间,然后分三档,普、中、高。
按边压强度设计产品的质量范围,选最低配置和最高配置,然后选3到5个克重。

包装材料学(包装工程专业包装工程专业))第二章纸及纸板的物理特性一、纸的亲水性理论二、纸及纸板测试前的采样及预处理三、一般性能四、纸及纸板的机械性能BIGC一、纸的亲水性理论纸的组成 纸是由纤维及非纤维组分组成的网状多孔薄层状物质孔薄层状物质。
BIGC纤维间结合的化学机理BIGC Step 1纸浆状态纤维间结合的化学机理Step 2 脱水脱水BIGC纤维间结合的化学机理Step 3 干燥成型BIGC1. 氢键结合理论氢键在纸的制浆纸的制浆、、抄造过程中发挥着重要作用,对纸的性能也有极大的影响也有极大的影响。
这就是纸的亲水性理论的核心亲水性理论的核心。
BIGC1. 氢键结合理论描述纤维在纸机上沉积成纸页后在纸机上沉积成纸页后,,随着水分的脱除,在表面张力的作用下在表面张力的作用下,,纤维之间的距离越来越小越来越小,,表面张力在纤维之间产生的压强越来越大越来越大,,当纤维表面的羟基距离小到2.5-3.5Å以内时以内时,,纤维表面羟基中的氧原子与相邻纤维中的氢原子形成氢键结合,使纤维之间相互结合互结合,,从而使纸张具有一定的强度从而使纸张具有一定的强度。
BIGC2. 纸的水分纸张在绝干的情况下(105℃±2℃,4h)失去的水分质量与原始质量的比值的比值,,单位为%。
纸袋纸9%,玻璃纸10%,羊皮纸7.5%,胶版印刷纸4.0-8.0%BIGC3. 平衡水分纸张纸张((板)的水分和空气中水分保持着一种动态平衡。
纸张纸张((板)的极性吸附作用和毛细管吸附作用使之能从潮湿空气中吸收水分;空气干燥时空气干燥时,,纸张(板)向干燥空气脱水。
空气中的水蒸气压和纸的水蒸气压达到平衡状态——既不吸收水分既不吸收水分,,也不放出水分也不放出水分。
BIGC4. 吸湿滞后效应 纸的吸湿与脱湿曲线BIGC4. 吸湿滞后效应结论结论:: 室温时室温时,,纸张含水量与空气RH%变化不呈直线关系线关系,,而是呈S 形,高湿度时引起的纸张水分变化率较中湿度引起的水分变化率大得多引起的水分变化率大得多。
紙箱材質結構與物理性能By Stephen YiSep3 2008原紙用于做瓦楞用于做瓦楞紙板紙板紙板的紙稱為原的紙稱為原的紙稱為原紙紙,一般是卷筒形狀的,故又形象地稱之為大炮紙,它的長度一般為4000——6000米。
卷筒紙高度便是紙寬,也稱紙幅也稱紙幅。
紙幅規格一般用英寸表示, 紙幅最大為78 ”,最小為最小為29 29 ”,其中還有29 ”,31 ”,33 ”……68 ”,70 ”,71 ”等4040多種不同紙幅的原多種不同紙幅的原紙。
(1(1英寸英寸英寸=2.54=2.54=2.54厘米厘米厘米,,即1”=2.54厘米)根據原紙的基重(1平方米紙的重量,單位:克/米²,g/m²)和紙質,常將芯紙分為: ,1#紙,4#紙,5#紙.或者有的公司均用3或9表示!1#紙基重為100 g/m²或110 g/m²或115 g/m²4#紙基重為150 g/m²,5#紙基重為160 g/m²值得注意的是:坑紙(GB/T6544-1999)楞楞楞楞(mm)個數/30CMA 4.5~5.034±2C 3.5~4.038±2B 2.5~3.050±2E 1.1~2.096±4坑紙坑紙瓦楞坑纸瓦楞坑纸边压强度見坑見坑見坑三、紙板三、紙板(1).單粗坑:中間單層瓦楞為粗坑,即B 坑,一般用“3”表示,若面紙為A 紙,底紙為B 坑,則其形狀如所示, 其表示符號為“A3B”。
讀作:單粗坑A 面B 底。
(2).單幼坑:中間單層瓦楞為細坑,即E 坑,一般用“9”表示,若面紙為W 紙,底紙為T 紙,則其形狀如所示,其表示符號為“W9T”。
讀作:單幼坑W 面T 底。
3紙B 紙W 紙T 紙9三、紙板2.雙坑紙板:雙坑紙板是在面紙與底紙之間有兩層瓦楞芯紙,兩層瓦楞芯紙之間還有一層隔紙,這樣雙坑紙板共有五層紙,又稱之為五層瓦楞紙板,按瓦楞的粗細可分為雙粗坑和幼粗坑兩種。
瓦楞纸箱根底讲义导读:瓦楞纸箱是物流包材中的主力军,它主要是保护内容物在物流过程中的平安。
在化装品行业中,纸箱应用非常多,随着电商的开展,物流纸箱市场更是井喷,传统纸箱产品也是出现了创新,如一撕得的拉链式纸箱,通过结构创新,升级了传统纸箱的开启方式。
本文我们简述下纸箱这个包材品类的根底知识,欢送各位专业朋友指导指正:由面纸、里纸、芯纸和加工成波形瓦楞的瓦楞纸通过粘合而成瓦楞纸板,再通过印刷、啤切粘合等工序,从而形成纸箱,纸箱作为现代物流不可缺少的一局部,承当着容装、保护产品、美观的重要责任。
1、瓦楞原纸瓦楞原纸一般用磨木浆、半化学浆、废纸浆等制造,也有用混合浆料制造。
国内的瓦楞原纸过去大多以草浆为主,配以局部半化学浆或废纸浆。
原纸是形成纸板、纸箱产品质量的重要因素之一,是纸板、纸箱组成的主要原料。
按用途分为二大类:箱纸板(GB13024-91)、瓦楞原纸(GB13023-91)国标分为A 级、B级、C级、D级四种。
D级瓦楞纸已被市场淘汰。
按制造商分为国产纸、进口纸,而进口纸又分美卡、俄卡等。
2、纸板成型由上、下瓦楞辊组合将瓦楞原纸压成波形瓦楞纸。
瓦楞辊的配合压力(间隙)、平行度、恰当的中高是瓦楞辊工作时的重要技术指标。
3、印刷印刷机是利用橡胶辊(均墨辊)将油墨槽中油墨传递至印刷滚筒上的印版上,将所需的文字或图案及信息印刷至纸箱外表。
A、柔性板印刷柔性板印刷是直接在瓦楞纸板上进行印刷,使用的是水基油墨,也称水印。
主要特点是幅面大、价格低、可以联动生产、纸箱强度降低比拟少、印刷精度不高、制板有易有难,文字线条稿制板容易,四色图像制板难度大。
印刷品质稳定性不好,主要表达为印刷墨色深浅不易控制。
B、胶印印刷胶印印刷是间接在瓦楞纸板上进行印刷,即先印刷纸箱面纸,再将印好的面纸裱贴在瓦楞纸板上,也称油墨印。
其主要特点是幅面有限、印刷本钱高、不适合采用纸板联动生产线,生产效率较低、印刷精度非常精细、制板容易、可以进行外表整饰,如覆膜、上光等、印刷品质稳定、印刷到裱贴之间的枯燥待料时间长〔48小时〕、印刷过程不环保、纸箱强度降低,在裱贴时,瓦楞受压变形,减小纸箱10%的抗压强度4、啤切印刷好的纸张,根据用户需求,切成符合要求的规格及形状,从而使产品成型。