双滑块结构设计概述
- 格式:ppt
- 大小:3.63 MB
- 文档页数:27
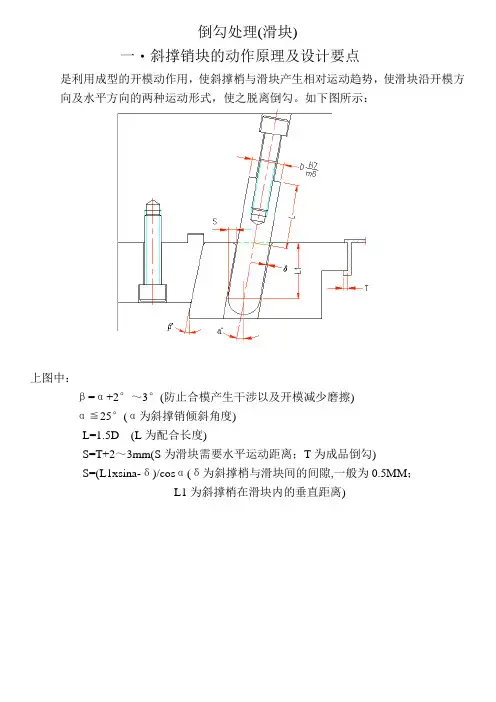
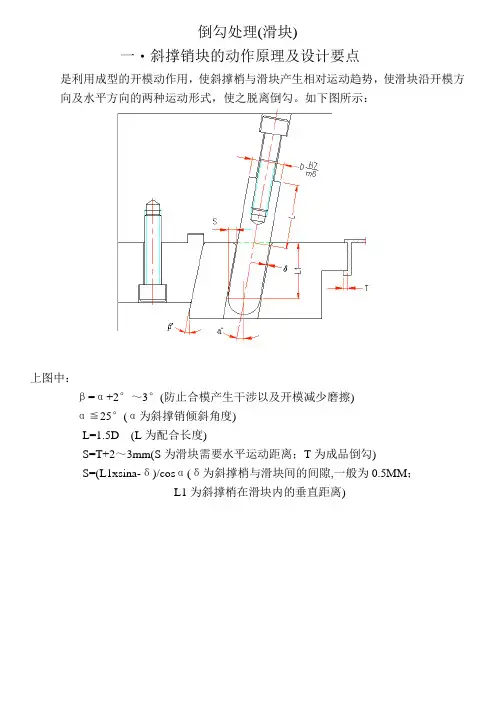
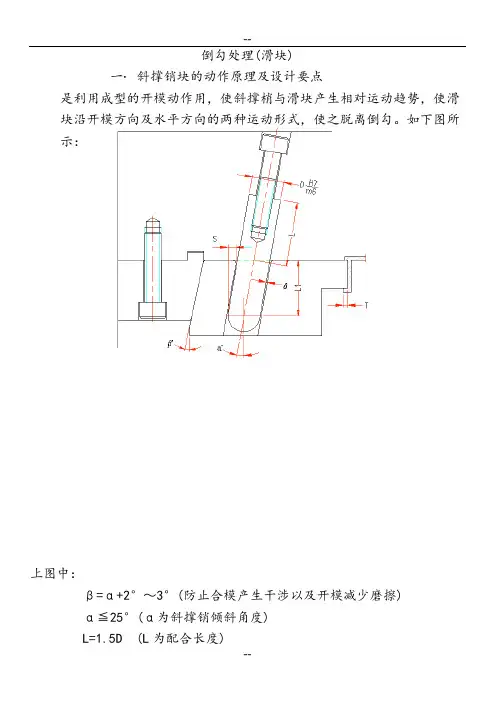
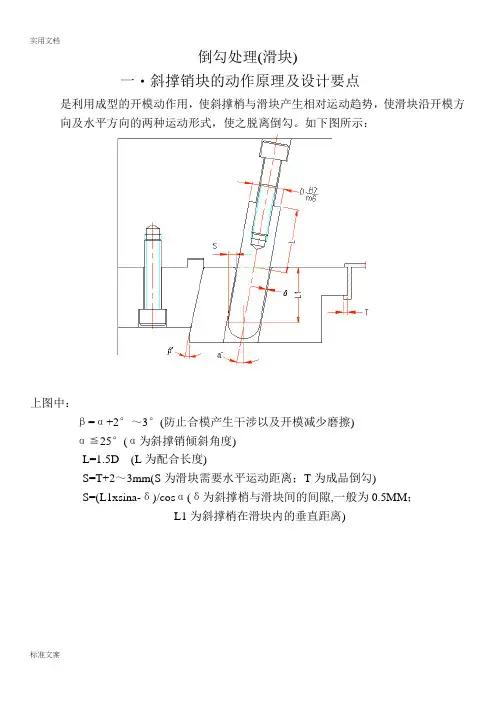
倒勾处理(滑块)一‧斜撑销块的动作原理及设计要点是利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)α≦25°(α为斜撑销倾斜角度)L=1.5D (L为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;L1为斜撑梢在滑块内的垂直距离)二‧斜撑梢锁紧方式及使用场合三‧拔块动作原理及设计要点是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧1.5W (H1为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=H*sinα-δ/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;H为拔块在滑块内的垂直距离)C为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)四‧滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:五.滑块的定位方式滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见六‧滑块入子的连接方式滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连接方式可能不同,具体入子的连接方式大致如下:简图说明简图说明滑块采用整体式结构,一般适用于型芯较大,强度较好的场合. 采用螺钉固定,一般型芯或圆形,且型芯较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. 采用压板固定适用固定多型芯.七‧滑块的导滑形式块在导滑中,活动必须顺利、平稳,才能保证滑块在模具生产中不发生卡滞或跳动现象,否则会影响成品质品,模具寿命等。
倒勾处理(滑块)一‧斜撑销块的动作原理及设计要点是利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)α≦25°(α为斜撑销倾斜角度)L=1.5D (L为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;L1为斜撑梢在滑块内的垂直距离)二‧斜撑梢锁紧方式及使用场合简图说明适宜用在模板较薄且上固定板与母模板不分开的情况下配合面较长,稳定较好适宜用在模板厚、模具空间大的情况下且两板模、三板板均可使用配合面L≧1.5D(D为斜撑销直径)稳定性较好适宜用在模板较厚的情况下且两板模、三板板均可使用,配合面L≧1.5D(D为斜撑销直径)稳定性不好,加工困难.适宜用在模板较薄且上固定板与母模板可分开的情况下配合面较长,稳定较好三‧拔块动作原理及设计要点是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧1.5W (H1为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=H*sinα-δ/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;H为拔块在滑块内的垂直距离)C为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)四‧滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:简图说明简图说明滑块采用镶拼式锁紧方式,通常可用标准件.可查标准零件表,结构强度好.适用于锁紧力较大的场合.采用嵌入式锁紧方式,适用于较宽的滑块滑块采用整体式锁紧方式,结构刚性好但加工困难脱模距小适用于小型模具.采用嵌入式锁紧方式适用于较宽的滑块.采用拔动兼止动稳定性较差,一般用在滑块空间较小的情况下采用镶式锁紧方式,刚性较好一般适用于空间较大的场合.五.滑块的定位方式滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见的定位装置如下:简图说明利用弹簧螺钉定位,弹簧强度为滑块重量的1.5~2倍,常用于向上和侧向抽芯.利用弹簧钢球定位,一般滑块较小的场合下,用于侧向抽芯.利用弹簧螺钉和挡板定位,弹簧强度为滑块重量的1.5~2倍,适用于向上和侧向抽芯利用弹簧挡板定位,弹簧的强度为滑块重量的1.5~2倍,适用于滑块较大,向上和侧向抽芯.六‧滑块入子的连接方式滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连接方式可能不同,具体入子的连接方式大致如下:简图说明简图说明滑块采用整体式结构,一般适用于型芯较大,强度较好的场合. 采用螺钉固定,一般型芯或圆形,且型芯较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. 采用压板固定适用固定多型芯.七‧滑块的导滑形式块在导滑中,活动必须顺利、平稳,才能保证滑块在模具生产中不发生卡滞或跳动现象,否则会影响成品质品,模具寿命等。
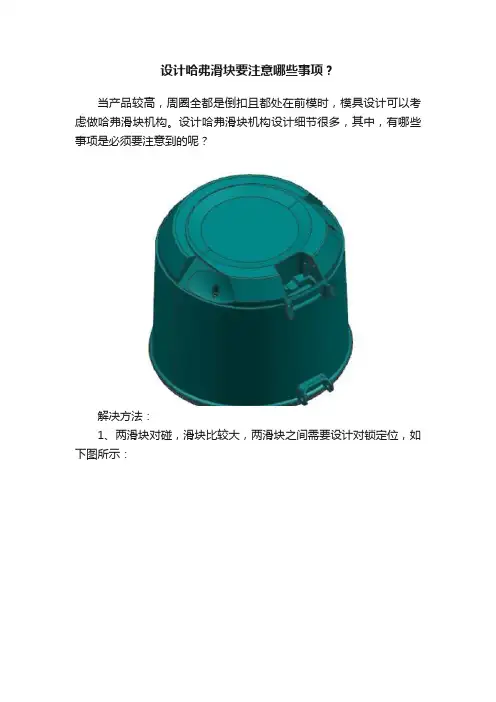
设计哈弗滑块要注意哪些事项?
当产品较高,周圈全都是倒扣且都处在前模时,模具设计可以考虑做哈弗滑块机构。
设计哈弗滑块机构设计细节很多,其中,有哪些事项是必须要注意到的呢?
解决方法:
1、两滑块对碰,滑块比较大,两滑块之间需要设计对锁定位,如下图所示:
2、哈弗滑块机构驱动力是靠弹簧弹出,弹簧需套在斜导柱上,滑块底部还需加7字勾,前后模开模时7字勾将滑块往后模拉,弹簧辅助弹出,如下图所示:
3、哈弗滑块需要设计T块导轨导向滑块,T块固定在A板上,当滑块较大时需要设计两个T块,如下图所示:
4、哈弗滑块限位装置可设计在两侧,滑块两侧开槽,在A板上加
限位块,如下图所示:
5、哈弗滑块胶位面积比较大时,滑块需要设计运水冷却,以便于产品快速冷却,缩短成型周期,如下图所示:。
模具滑块机构的设计方案1. 引言模具滑块机构是模具设计中的重要组成部分,它通过滑块的运动来实现模具的开合操作。
本文旨在提供一个模具滑块机构的设计方案,以满足模具设计的需求和要求。
2. 设计要求在开始设计模具滑块机构之前,我们需要明确设计的要求和限制条件。
以下是一些常见的设计要求:•可靠性:滑块机构需要具有足够的强度和刚度,以确保稳定的运动和长久的使用寿命。
•精度:滑块机构需要具备较高的加工精度和定位精度,以确保模具的开合动作的一致和准确。
•安全性:滑块机构需要配备安全装置,以防止意外发生。
•可维护性:滑块机构需要方便进行维护和保养,以延长使用寿命和减少故障率。
3. 设计方案根据以上的设计要求,我们提出以下的设计方案:3.1. 结构设计滑块机构的结构设计是关键,它直接影响到其可靠性和精度。
以下是一个常见的结构设计方案:•导向装置:滑块应设有导向装置,以保证其在运动时的稳定性和准确性。
•滑块形状:滑块的形状应根据具体使用情况和模具结构来设计,以确保其能够顺利开合并与其他零件配合良好。
•支撑结构:滑块应该可以在模具底部或侧壁上得到充分的支撑,以保证其在运动时不产生过大的变形和振动。
3.2. 材料选择滑块机构的材料选择也至关重要,应该根据设计要求选择适合的材料。
以下是一些常见的选择:•滑块材料:滑块通常采用高硬度和高强度的材料,如工具钢或合金钢,以确保其能够承受较大的压力和磨损。
•导向装置材料:导向装置通常采用具有良好摩擦性能和耐磨性的材料,如尼龙或涂覆特殊润滑剂的金属材料。
3.3. 动力传输滑块机构的动力传输方式也需要考虑。
以下是一些常见的动力传输方式:•液压驱动:液压驱动方式适用于较大的滑块和较大的开合力的模具。
它具有稳定性和精度高的优点。
•气动驱动:气动驱动方式适用于轻负荷和需求快速响应的模具。
它具有快速、简单和经济的优点。
3.4. 安全装置为了确保滑块机构操作的安全性,我们建议配备以下安全装置:•限位开关:设置限位开关以控制滑块的行程,防止超出设计范围。
模具结构之滑块篇滑块模具结构文档范本:⒈引言本文档旨在介绍滑块模具结构的各个部分及其功能。
滑块模具是一种常用的压铸模具,用于制造汽车零部件、电子设备外壳等零件。
了解滑块模具结构的各个部分对于模具设计和制造非常重要。
⒉基本结构概述⑴模具座模具座是滑块模具的基础组件,用于固定模具。
模具座一般由底板、支撑柱等部分组成,确保模具在使用过程中的稳定性。
⑵顶出机构顶出机构用于将成型零件从模具中弹出。
它通常由顶出杆、弹簧等组成,通过推动顶出杆使零件脱离模具。
⑶滑块机构滑块机构是滑块模具的关键组成部分,用于实现滑块的运动。
滑块机构一般包括滑块导轨、滑块座、滑块等部分。
滑块通过导轨的引导,在模具的特定位置上进行上下、前后的滑动。
⑷导柱导套⒊滑块机构详解滑块机构的设计对于滑块模具的性能至关重要。
下面将详细介绍滑块机构的构造。
⑴滑块导轨滑块导轨是滑块机构的基本组成部分,用于引导滑块的运动。
滑块导轨一般由直导轨和斜导轨组成,直导轨保证滑块的上下运动,斜导轨保证滑块的前后运动。
⑵滑块座⑶滑块滑块是滑块机构的关键组成部分,通过滑块的上下、前后运动,实现模具的开合。
滑块一般由滑动块和连接杆组成,连接杆连接滑动块和滑块导轨。
⒋附件本文档涉及的附件包括滑块模具的设计图纸,滑块模具的CAD文件。
⒌法律名词及注释⑴模具:模具是用于制造零部件或产品的工具或装置。
⑵压铸模具:压铸模具是一种用于压铸工艺的模具,将熔化金属注入模具中,经过冷却后形成零部件或产品。
⑶模具座:模具座是固定模具的基础组件。
⑷顶出机构:顶出机构用于将成型零件从模具中弹出。
⑸滑块机构:滑块机构用于实现滑块的运动。
⑹导柱导套:导柱导套用于保持滑块的定位精度。
⒍结束。
倒勾处理(滑块)一‧斜撑销块的动作原理及设计要点是利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)α≦25°(α为斜撑销倾斜角度)L=1.5D (L为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾) S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;L1为斜撑梢在滑块内的垂直距离)二‧斜撑梢锁紧方式及使用场合简图说明适宜用在模板较薄且上固定板与母模板不分开的情况下配合面较长,稳定较好适宜用在模板厚、模具空间大的情况下且两板模、三板板均可使用配合面L≧1.5D(D为斜撑销直径)稳定性较好适宜用在模板较厚的情况下且两板模、三板板均可使用,配合面L≧1.5D(D为斜撑销直径)稳定性不好,加工困难.适宜用在模板较薄且上固定板与母模板可分开的情况下配合面较长,稳定较好三‧拔块动作原理及设计要点是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B 拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧1.5W (H1为配合长度)S=T+2~3mm (S为滑块需要水平运动距离;T为成品倒勾)S=H*sinα-δ/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;H为拔块在滑块内的垂直距离)C为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)四‧滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:简图说明简图说明滑块采用镶拼式锁紧方式,通常可用标准件.可查标准零件表,结构强度好.适用于锁紧力较大的场合. 采用嵌入式锁紧方式,适用于较宽的滑块滑块采用整体式锁紧方式,结构刚性好但加工困难脱模距小适用于小型模具. 采用嵌入式锁紧方式适用于较宽的滑块.采用拔动兼止动稳定性较差,一般用在滑块空间较小的情况下采用镶式锁紧方式,刚性较好一般适用于空间较大的场合.五.滑块的定位方式滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见的定位装置如下:简图说明利用弹簧螺钉定位,弹簧强度为滑块重量的1.5~2倍,常用于向上和侧向抽芯.利用弹簧钢球定位,一般滑块较小的场合下,用于侧向抽芯.利用弹簧螺钉和挡板定位,弹簧强度为滑块重量的1.5~2倍,适用于向上和侧向抽芯利用弹簧挡板定位,弹簧的强度为滑块重量的1.5~2倍,适用于滑块较大,向上和侧向抽芯.六‧滑块入子的连接方式滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连接方式可能不同,具体入子的连接方式大致如下:简图说明简图说明滑块采用整体式结构,一般适用于型芯较大,强度较好的场合. 采用螺钉固定,一般型芯或圆形,且型芯较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. 采用压板固定适用固定多型芯.七‧滑块的导滑形式块在导滑中,活动必须顺利、平稳,才能保证滑块在模具生产中不发生卡滞或跳动现象,否则会影响成品质品,模具寿命等。
倒勾处理(滑块)一‧斜撑销块的动作原理及设计要点是利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)α≦25°(α为斜撑销倾斜角度)L=1.5D (L为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;L1为斜撑梢在滑块内的垂直距离)二‧斜撑梢锁紧方式及使用场合三‧拔块动作原理及设计要点是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧1.5W (H1为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=H*sinα-δ/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;H为拔块在滑块内的垂直距离)C为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)四‧滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:五.滑块的定位方式滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见采用整体式加工困具形强度压板规格可查标准零压强度销八‧倾斜滑块参数计算由于成品的倒勾面是斜方向,因此滑块的运动方向要与成品倒勾斜面方向一致,否侧会拉伤成品。
1.滑块抽芯方向与分型面成交角的关系为滑块抽向动模.如下图所示:α°=d°-b°d°+b°≦25°c°=α°+(2°-3°)H=H1-S*sinb°S=H1*tgd°/cosb°L4=H1/cosd°2.滑块抽芯方向与分型面成交角的关系为滑块抽向定模.如下图所示:α1°=d°-b°d-b°≦25°c°=a°+(2°+3°)H=H1+S*sinb°S=H1+tgd°/cosb°L4=H/cosd°九‧母模遂道滑块1.应用特点a.制品倒勾成型在母模侧b.制品外观有允许有痕迹c.滑块成型面积不大 如下图所示:2.母模遂道块简图如下:(超级链接2183动画)合模状态第一次开模(3).设计注意事项a. 上固定板的厚度H2≧1.5D (D 为大拉杆直径;大拉杆直径计算超级链接三板 模大拉杆计算;H2上固定板的厚度)b.拨块镶入上固定板深度H ≧2/3H2c.注口衬套头部要做一段锥度,以便合模。
带双滑块的注射模具设计2 设计部分2.1 塑件分析和充模过程中个参数的拟定根据塑件的用途和成型要求,成型材料选用ABS。
首先分析塑件外观形状和尺寸,初步拟订一个分型面,浇口位置,参照相关资料拟订注射工艺参数。
运用这些数据参数进行塑件的充模模拟过程,对模拟过程中的充模过程中各个参数的分析的分析有利于模具结构的优化设计[4]。
2.2 模具整体结构的拟定由分析塑件的结构可以知道,塑件有三个空,侧向、底面和顶面的一个斜侧向孔。
底面的孔可由型芯直接成型,侧向的孔由侧向抽芯成型。
而对于顶面是一个斜侧方向孔,需要一个能够抽出斜行位的机构来完成。
这里采用两个滑块结合的结构来完成此斜行位的抽芯动作。
模具的整体结构如图所示:图2.1整体结构图2.3 注射机的选择与校核2.3.1 塑件体积的计算塑件为不规则塑件,又表观尺寸可近似的计算起体积大小v1=27.8×10×15=4170㎜ 3v2=3.14×42×15=753.6㎜3v3=3.14×1.52×24=169.6㎜3v4=3.14×2.52×7=137.4㎜3v=v1+v2-v3-v4=4170+733.6-169.6-137.4=4579.9㎜ 3塑件在开模方向的最大投影面积:S≤14.4×41.3=594.7㎜ 22.3.2 注射机的选择与校核注射机的确定根据初步整体模具的大小结构选择注射机型号为:SZ—100/80。
此注射机的主要参数如下:理论注射体积80㎝3注射压力400MPa锁模力800kN拉杆间距320×320㎜最大模具厚度250㎜最小装具厚度150㎜模具定位口直径100㎜(1)按照注射量校核:塑件的体积约为5㎝3,凝料的体积估算为20㎝3n=(0.8G -m 2)/m 1 (2.1)式中:G ——注射机的最大注射量(g );m1——单个塑件的重量(g );m2——浇注系统的重量(g )n=(0.8G -m 2)/m 1=(0.8×80-20)/5=2故采用一模具两腔式。
倒勾处理(滑块)一‧斜撑销块的动作原理及设计要点是利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)α≦25°(α为斜撑销倾斜角度)L=1.5D (L为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;L1为斜撑梢在滑块内的垂直距离)二‧斜撑梢锁紧方式及使用场合三‧拔块动作原理及设计要点是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧1.5W (H1为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=H*sinα-δ/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;H为拔块在滑块内的垂直距离)C为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)四‧滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:五.滑块的定位方式滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见六‧滑块入子的连接方式滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连接方式可能不同,具体入子的连接方式大致如下:简图说明简图说明滑块采用整体式结构,一般适用于型芯较大,强度较好的场合. 采用螺钉固定,一般型芯或圆形,且型芯较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. 采用压板固定适用固定多型芯.七‧滑块的导滑形式块在导滑中,活动必须顺利、平稳,才能保证滑块在模具生产中不发生卡滞或跳动现象,否则会影响成品质品,模具寿命等。
倒勾处理(滑块)欧阳歌谷(2021.02.01)一‧斜撑销块的动作原理及设计要点是利用成型的开模动作用,使斜撑梢与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α+2°~3°(防止合模产生干涉以及开模减少磨擦)α≦25°(α为斜撑销倾斜角度)L=1.5D (L为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=(L1xsina-δ)/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;L1为斜撑梢在滑块内的垂直距离)二‧斜撑梢锁紧方式及使用场合简图说明适宜用在模板较薄且上固定板与母模板不分开的情况下配合面较长,稳定较好适宜用在模板厚、模具空间大的情况下且两板模、三板板均可使用配合面L≧1.5D(D为斜撑销直径)稳定性较好适宜用在模板较厚的情况下且两板模、三板板均可使用,配合面L≧1.5D(D为斜撑销直径)稳定性不好,加工困难.适宜用在模板较薄且上固定板与母模板可分开的情况下配合面较长,稳定较好三‧拔块动作原理及设计要点是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面B拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β=α≦25°(α为拔块倾斜角度)H1≧1.5W (H1为配合长度)S=T+2~3mm(S为滑块需要水平运动距离;T为成品倒勾)S=H*sinα-δ/cosα(δ为斜撑梢与滑块间的间隙,一般为0.5MM;H为拔块在滑块内的垂直距离)C为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)四‧滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,通常称此机构为止动块或后跟块。
常见的锁紧方式如下图:简图说明简图说明滑块采用镶拼式锁紧方式,通常可用标准件.可查标准零件表,结构强度好.适用于锁紧力较大的场合.采用嵌入式锁紧方式,适用于较宽的滑块滑块采用整体式锁紧方式,结构刚性好但加工困难脱模距小适用于小型模具.采用嵌入式锁紧方式适用于较宽的滑块.采用拔动兼止动稳定性较差,一般用在滑块空间较小的情况下采用镶式锁紧方式,刚性较好一般适用于空间较大的场合.五.滑块的定位方式滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见的定位装置如下:简图说明利用弹簧螺钉定位,弹簧强度为滑块重量的1.5~2倍,常用于向上和侧向抽芯.利用弹簧钢球定位,一般滑块较小的场合下,用于侧向抽芯.利用弹簧螺钉和挡板定位,弹簧强度为滑块重量的1.5~2倍,适用于向上和侧向抽芯利用弹簧挡板定位,弹簧的强度为滑块重量的1.5~2倍,适用于滑块较大,向上和侧向抽芯.六‧滑块入子的连接方式滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连接方式可能不同,具体入子的连接方式大致如下:简图说明简图说明滑块采用整体式结构,一般适用于型芯较大,强度较好的场合. 采用螺钉固定,一型芯或圆形,且型较小场合.采用螺钉的固定形式,一般型芯成方形结构且型芯不大的场合下. 采用压板固定适固定多型芯.七‧滑块的导滑形式块在导滑中,活动必须顺利、平稳,才能保证滑块在模具生产中不发生卡滞或跳动现象,否则会影响成品质品,模具寿命等。